
一种用于加工抽屉滑轨的下模具.pdf

篷璐****爱吗

1/10

2/10

3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于加工抽屉滑轨的下模具.pdf
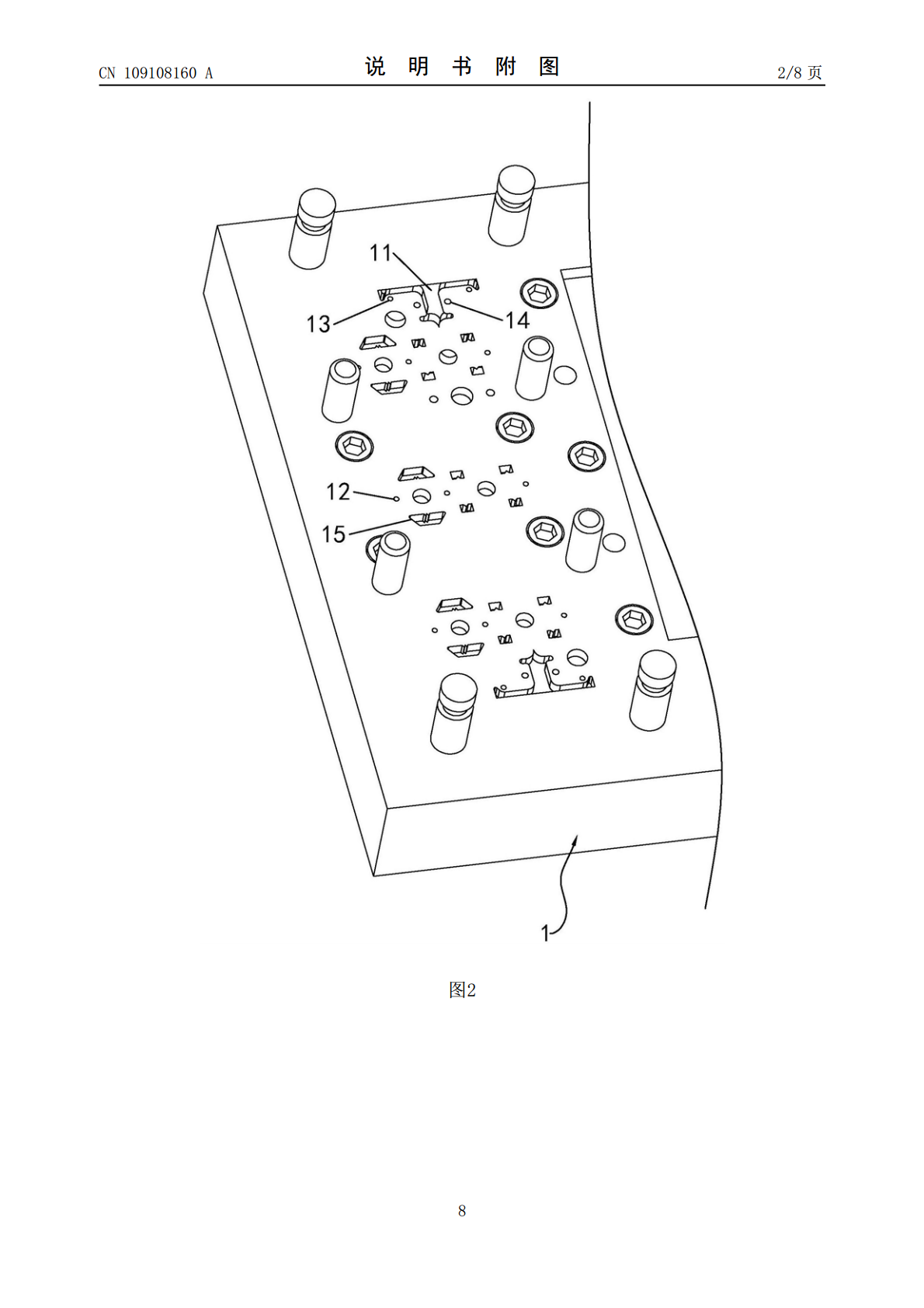
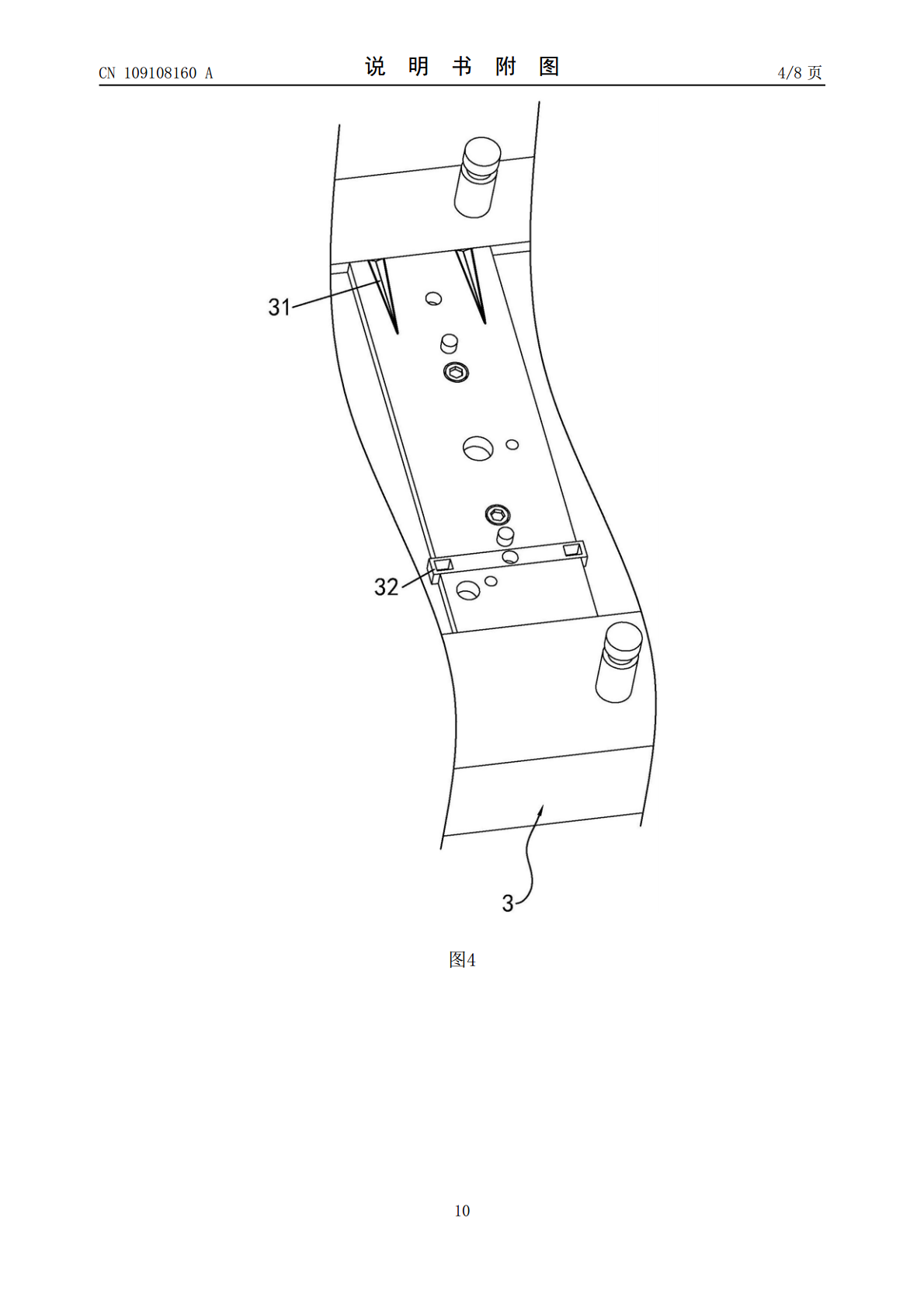
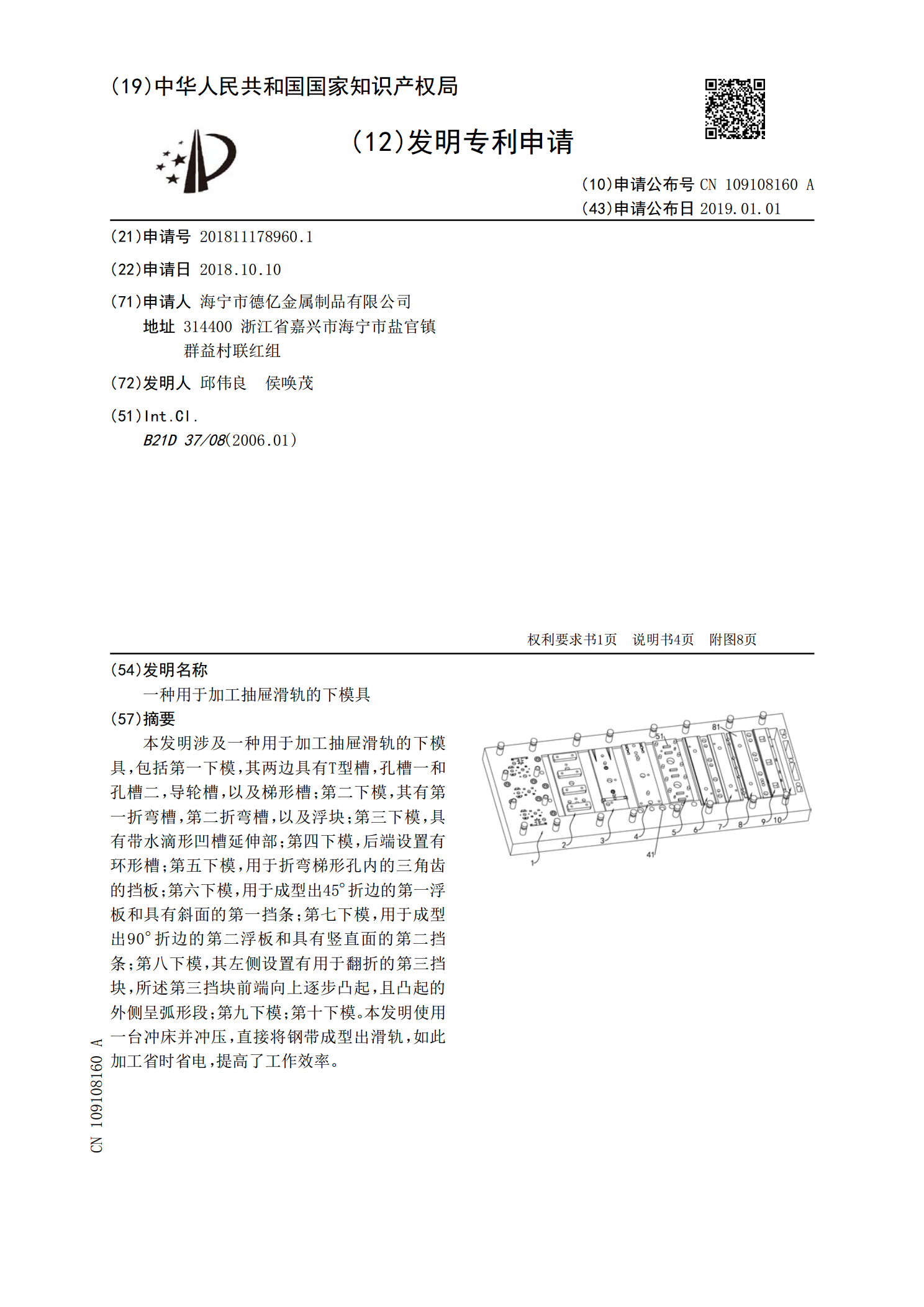
本发明涉及一种用于加工抽屉滑轨的下模具,包括第一下模,其两边具有T型槽,孔槽一和孔槽二,导轮槽,以及梯形槽;第二下模,其有第一折弯槽,第二折弯槽,以及浮块;第三下模,具有带水滴形凹槽延伸部;第四下模,后端设置有环形槽;第五下模,用于折弯梯形孔内的三角齿的挡板;第六下模,用于成型出45°折边的第一浮板和具有斜面的第一挡条;第七下模,用于成型出90°折边的第二浮板和具有竖直面的第二挡条;第八下模,其左侧设置有用于翻折的第三挡块,所述第三挡块前端向上逐步凸起,且凸起的外侧呈弧形段;第九下模;第十下模。本发明使用
一种应用于抽屉隐藏滑轨板的传送加工结构.pdf
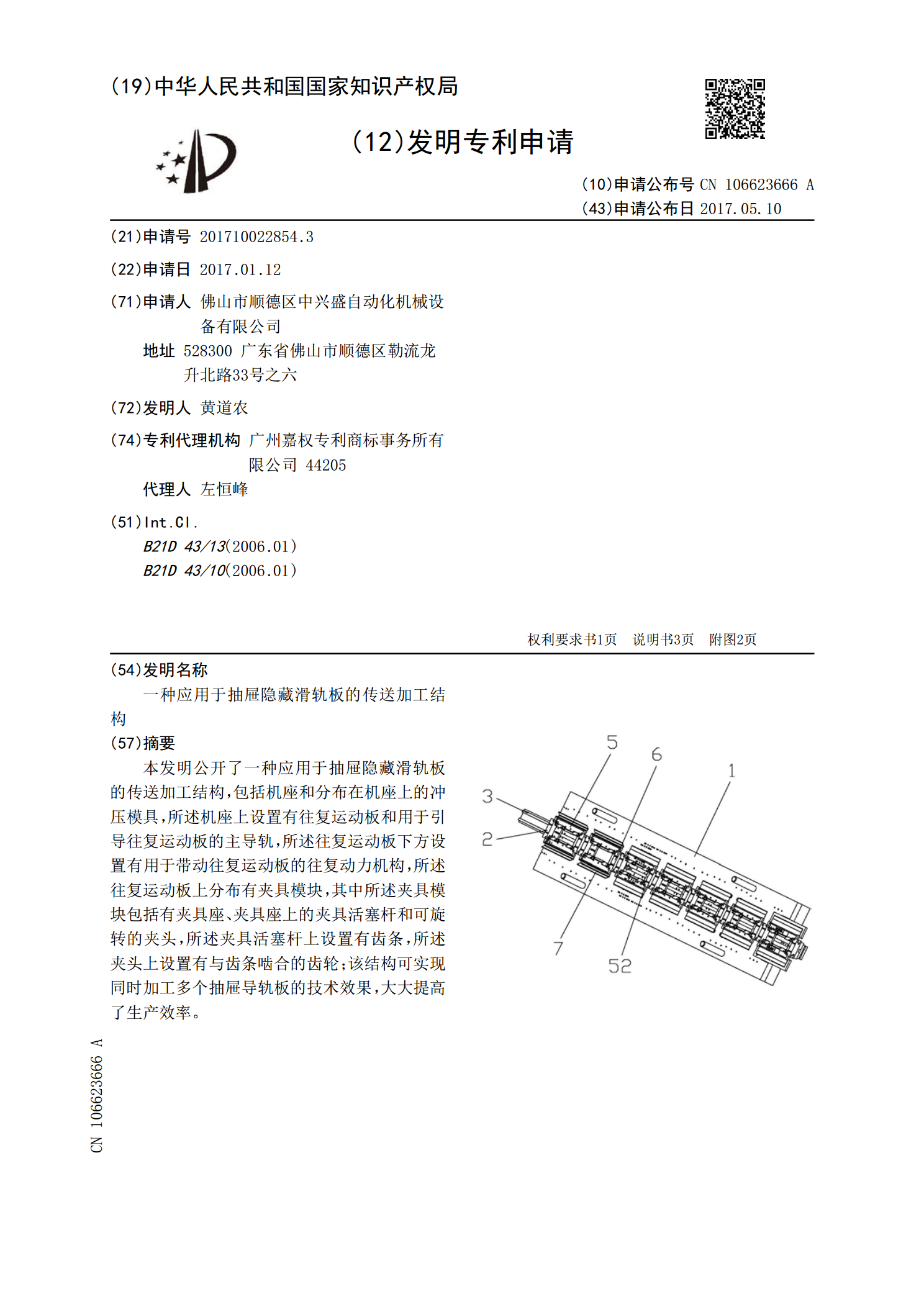
本发明公开了一种应用于抽屉隐藏滑轨板的传送加工结构,包括机座和分布在机座上的冲压模具,所述机座上设置有往复运动板和用于引导往复运动板的主导轨,所述往复运动板下方设置有用于带动往复运动板的往复动力机构,所述往复运动板上分布有夹具模块,其中所述夹具模块包括有夹具座、夹具座上的夹具活塞杆和可旋转的夹头,所述夹具活塞杆上设置有齿条,所述夹头上设置有与齿条啮合的齿轮;该结构可实现同时加工多个抽屉导轨板的技术效果,大大提高了生产效率。
一种用于抽屉阻尼滑轨的检测系统.pdf
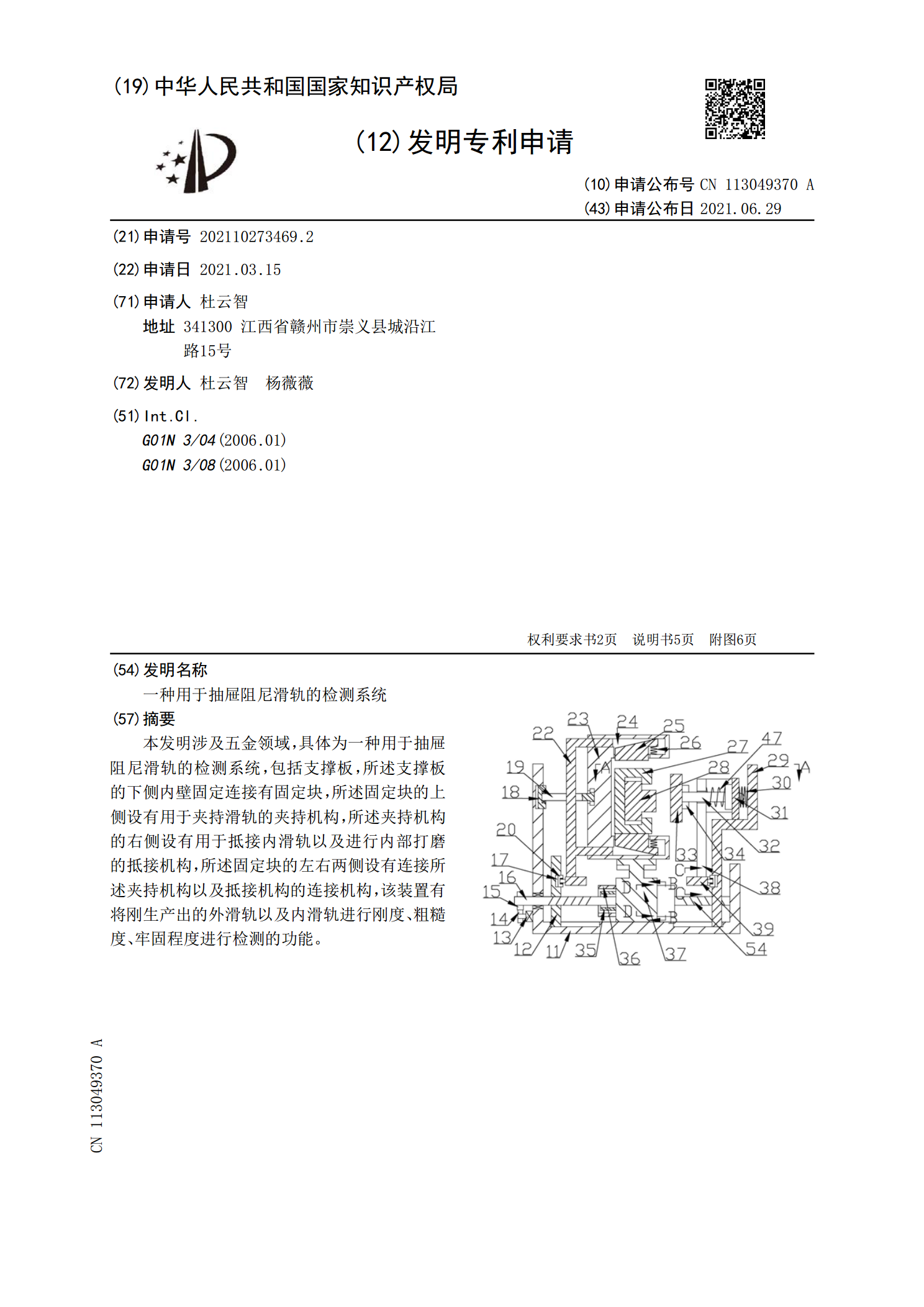
本发明涉及五金领域,具体为一种用于抽屉阻尼滑轨的检测系统,包括支撑板,所述支撑板的下侧内壁固定连接有固定块,所述固定块的上侧设有用于夹持滑轨的夹持机构,所述夹持机构的右侧设有用于抵接内滑轨以及进行内部打磨的抵接机构,所述固定块的左右两侧设有连接所述夹持机构以及抵接机构的连接机构,该装置有将刚生产出的外滑轨以及内滑轨进行刚度、粗糙度、牢固程度进行检测的功能。
一种抽屉滑轨.pdf
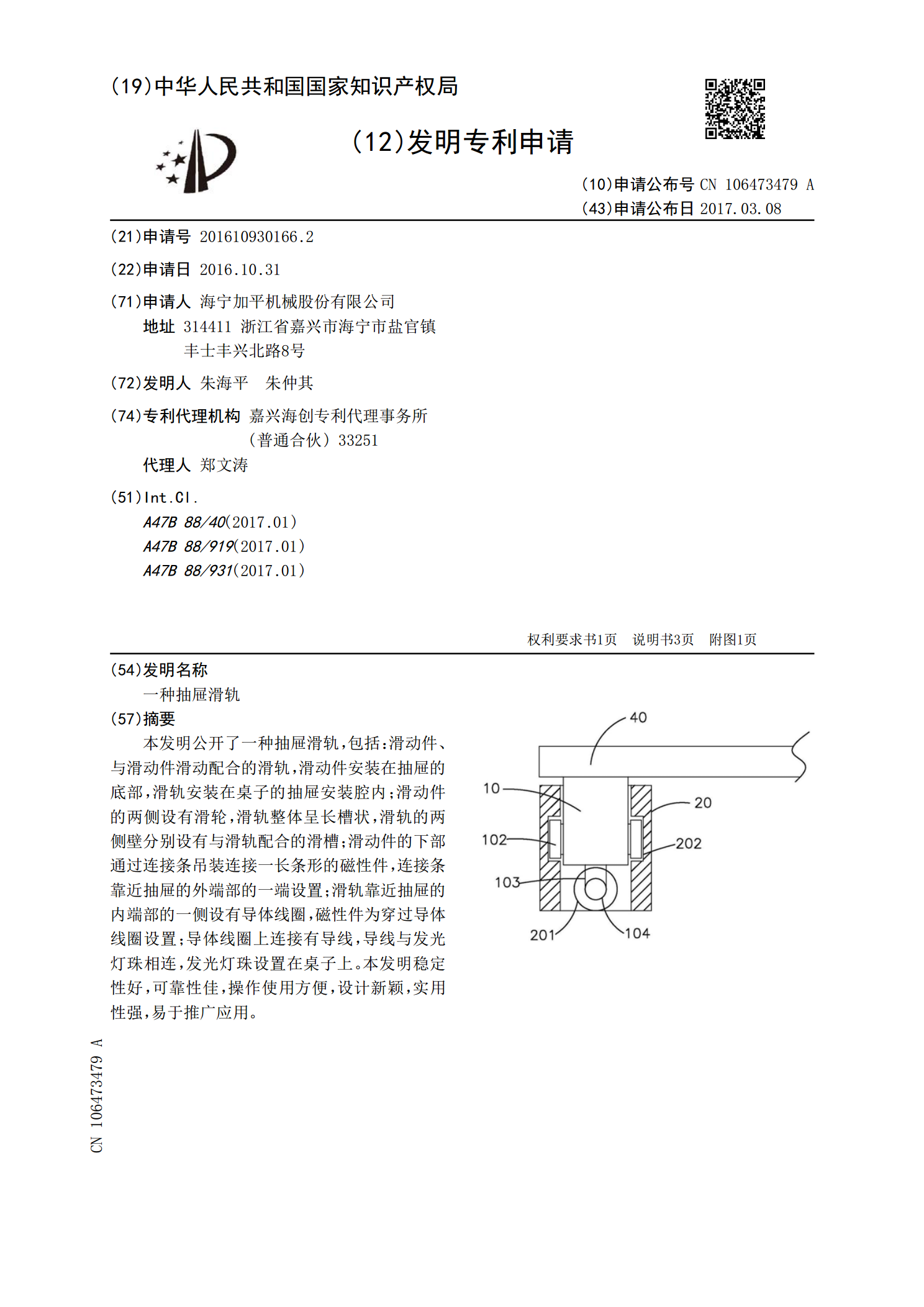
本发明公开了一种抽屉滑轨,包括:滑动件、与滑动件滑动配合的滑轨,滑动件安装在抽屉的底部,滑轨安装在桌子的抽屉安装腔内;滑动件的两侧设有滑轮,滑轨整体呈长槽状,滑轨的两侧壁分别设有与滑轨配合的滑槽;滑动件的下部通过连接条吊装连接一长条形的磁性件,连接条靠近抽屉的外端部的一端设置;滑轨靠近抽屉的内端部的一侧设有导体线圈,磁性件为穿过导体线圈设置;导体线圈上连接有导线,导线与发光灯珠相连,发光灯珠设置在桌子上。本发明稳定性好,可靠性佳,操作使用方便,设计新颖,实用性强,易于推广应用。

一种用于冰箱抽屉的滑轨组件和具有其的冰箱.pdf
本发明公开了一种冰箱和用于冰箱抽屉的滑轨组件,所述冰箱具有箱体和可通过滑轨组件开闭箱体的抽屉门,所述滑轨组件包括:两个固定轨;分别相对于两个固定轨可前后移动的两个第一滑动轨,且两个第一滑动轨的前端分别与抽屉门连接;固定在箱体左右侧壁上的两个齿条;两个齿轮;两端分别连接至两个齿轮的同步杆;和防止同步杆分别从两个齿轮上脱落的两个同步固定件,每个同步固定件均包括:内部中空且上端开口的第一固定部;和第二固定部,所述第二固定部的截面成“C”形以限定出可与相应的第一滑动轨卡合的滑槽;以及通过螺钉连接在第一固定部的上端