
中低速船用柴油机曲轴圆角与轴颈复合滚压强化装置及工艺.pdf

是你****枝呀

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
中低速船用柴油机曲轴圆角与轴颈复合滚压强化装置及工艺.pdf
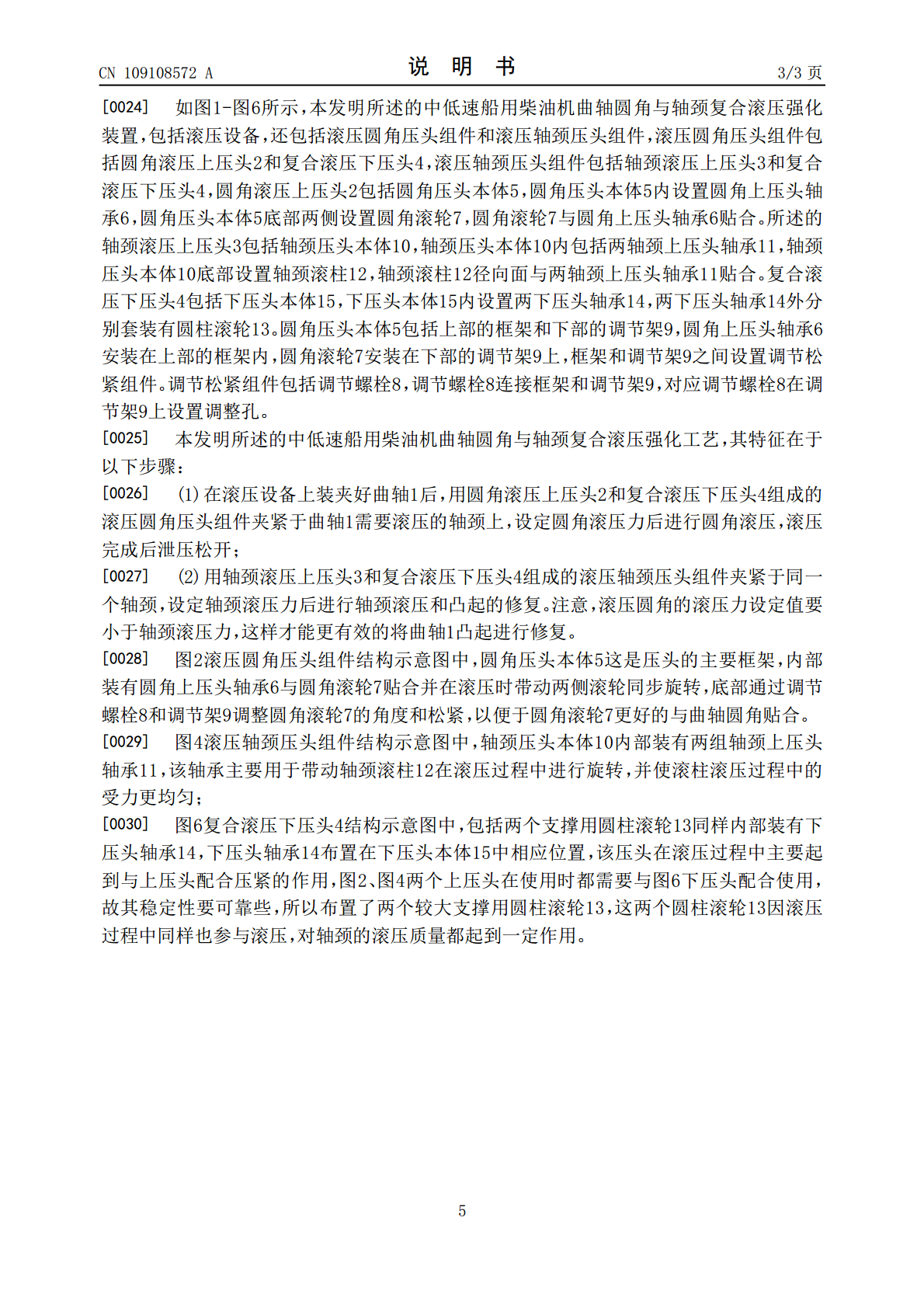
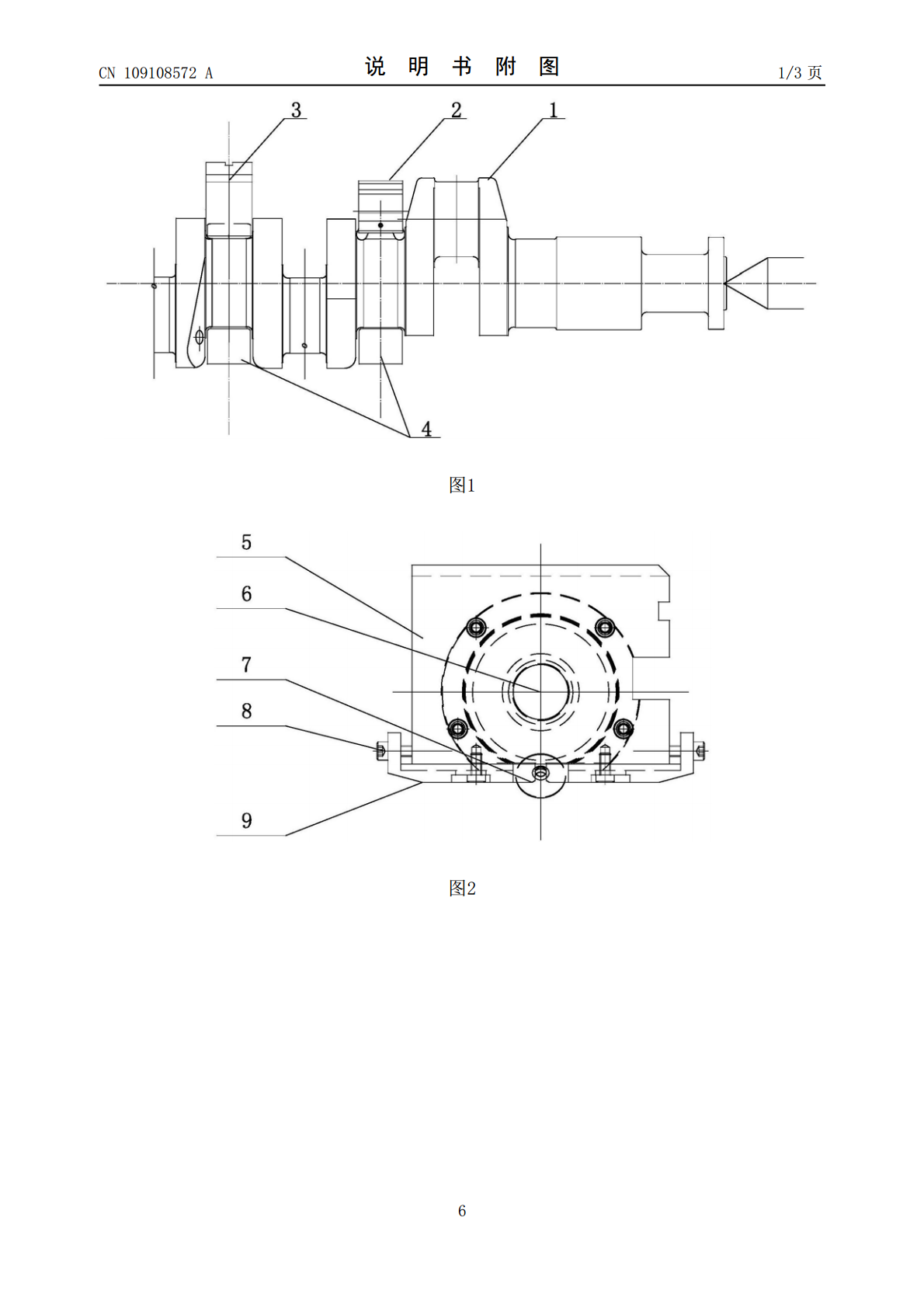
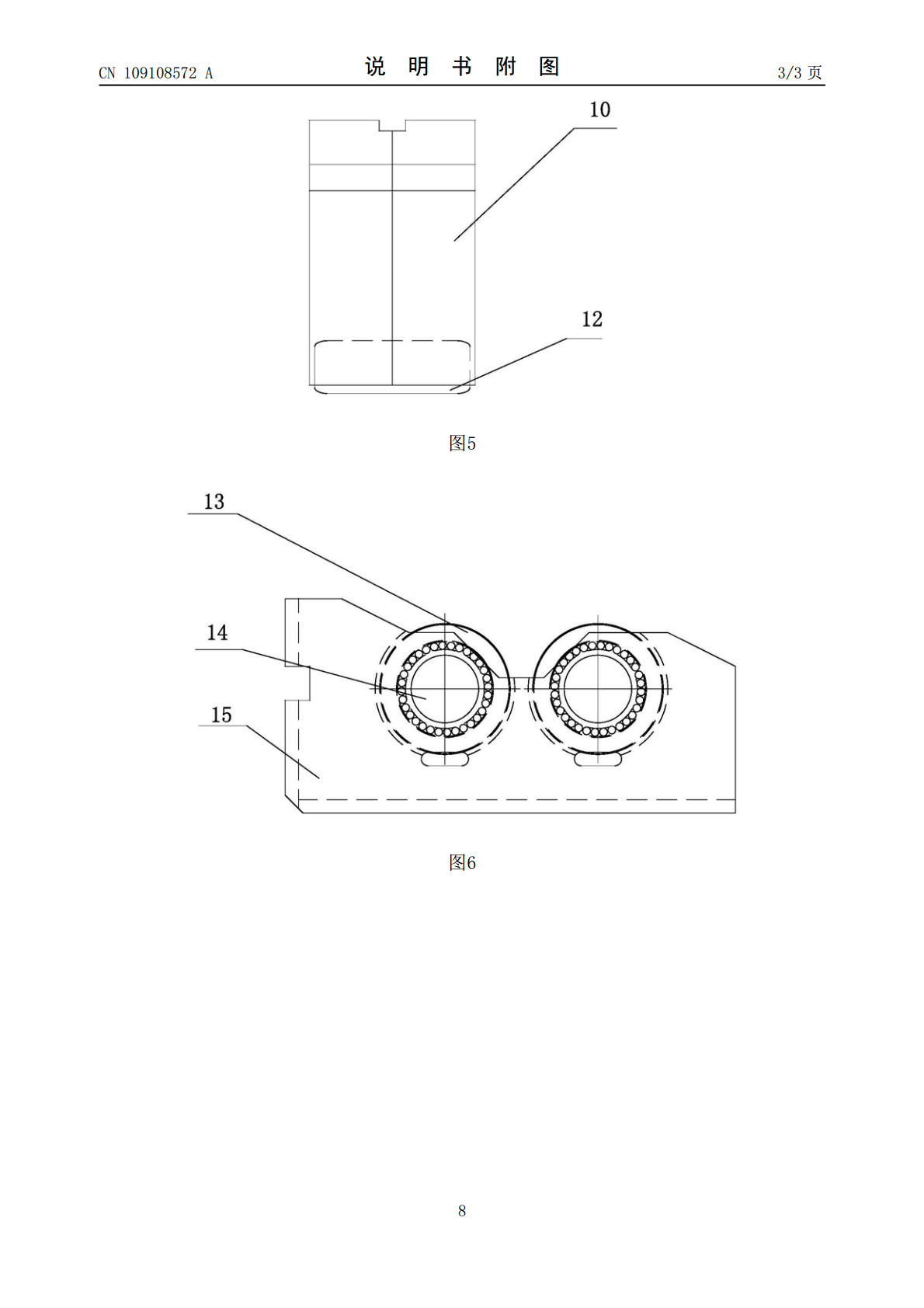
本发明主要应用于柴油机部件加工技术领域,特别涉及一种中低速船用柴油机曲轴圆角与轴颈复合滚压强化装置及工艺,包括滚压圆角压头组件和滚压轴颈压头组件,滚压圆角压头组件包括圆角滚压上压头和复合滚压下压头,滚压轴颈压头组件包括轴颈滚压上压头和复合滚压下压头,圆角滚压上压头包括圆角压头本体,圆角压头本体内设置圆角上压头轴承,圆角压头本体底部两侧设置圆角滚轮,圆角滚轮与圆角上压头轴承贴合。本专利将圆角滚压与轴颈滚压通过两套滚压组件将其分为两道工序来完成;滚压过程中,在控制曲轴变形的基础上,提高轴颈的滚压力,对曲轴轴颈

曲轴小头轴颈圆角滚压装置.pdf
一种曲轴小头轴颈圆角滚压装置。其技术方案为:一种曲轴小头轴颈圆角滚压装置,包括滚压体、套装在曲轴小头轴颈上的支撑滚柱,滚压体上安装有心轴,心轴上通过滚针轴承安装有导轮,所述滚压体带有滚轮保持座,所述导轮和滚轮保持座上之间安装有大滚轮和小滚轮,所述大滚轮下端与待滚压圆角位置对应,所述曲轴小头轴颈上套装有平衡套,小滚轮下端抵在支撑滚珠和平衡套上,所述小滚轮、支撑滚柱和平衡套对曲轴小头轴颈径向和轴向限位。本发明的有益效果为:结构简单,设计合理,能够有效解决曲轴小头轴颈滚压圆角困难的问题,采用本技术方案,经滚压的

曲轴圆角滚压的加工工艺.docx
曲轴圆角滚压的加工工艺曲轴圆角滚压加工工艺论文摘要曲轴是内燃机等动力机械中的重要部件,曲轴圆角作为其重要部分,对于内燃机的性能和整个机械的运转都有着非常重要的影响。同时,曲轴在使用过程中容易出现疲劳断裂等问题,因此提高曲轴的性能和寿命是一个非常重要的研究领域。本文主要介绍了曲轴圆角滚压加工工艺的研究现状和发展趋势,分析了曲轴圆角滚压加工工艺的优缺点,针对曲轴的材质、结构等特点,提出了曲轴圆角滚压加工工艺的优化方案,为曲轴的生产和应用提供了一定的理论和实践指导意义。关键词:曲轴,圆角,滚压,加工工艺,优化方

曲轴轴颈圆角磨削工艺试验.docx
曲轴轴颈圆角磨削工艺试验曲轴轴颈圆角磨削工艺试验摘要:随着工业技术的发展和对产品品质的要求日益提高,曲轴轴颈圆角磨削工艺在发动机制造中扮演着重要角色。本文通过分析曲轴轴颈圆角磨削工艺的原理和应用,设计了一套试验方案,通过实验验证了该工艺对曲轴轴颈的改善效果,从而为发动机制造提供了实际应用价值。关键词:曲轴;轴颈;圆角磨削;试验1.引言曲轴是发动机的重要部件之一,它承受着发动机运行时的高速旋转负荷,并将负载传递给连杆和活塞。因此,曲轴的质量和性能直接影响发动机的工作效率和可靠性。而曲轴轴颈是曲轴上的一个重要

曲轴轴颈圆角淬火工艺的研究.docx
曲轴轴颈圆角淬火工艺的研究曲轴轴颈作为发动机中重要的零部件,其性能直接关系到汽车的安全以及使用寿命。为了提高曲轴轴颈的硬度、耐磨性、抗疲劳性等性能,采取曲轴轴颈圆角淬火工艺来进行淬火处理已经成为了一种常见的方法。本文主要探讨曲轴轴颈圆角淬火工艺的研究。曲轴轴颈淬火工艺的影响因素曲轴轴颈淬火工艺的影响因素包括钢料、加热温度、保温时间、淬火介质、洗涤方式等。其中,钢料的选择对于淬火工艺具有至关重要的影响。一般来说,强度优良、耐磨性好的合金钢被广泛应用于曲轴轴颈的制造中。而加热温度则直接决定了淬火的效果。保温时