
自动化磁芯贴胶设备.pdf

听云****君哇

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
自动化磁芯贴胶设备.pdf
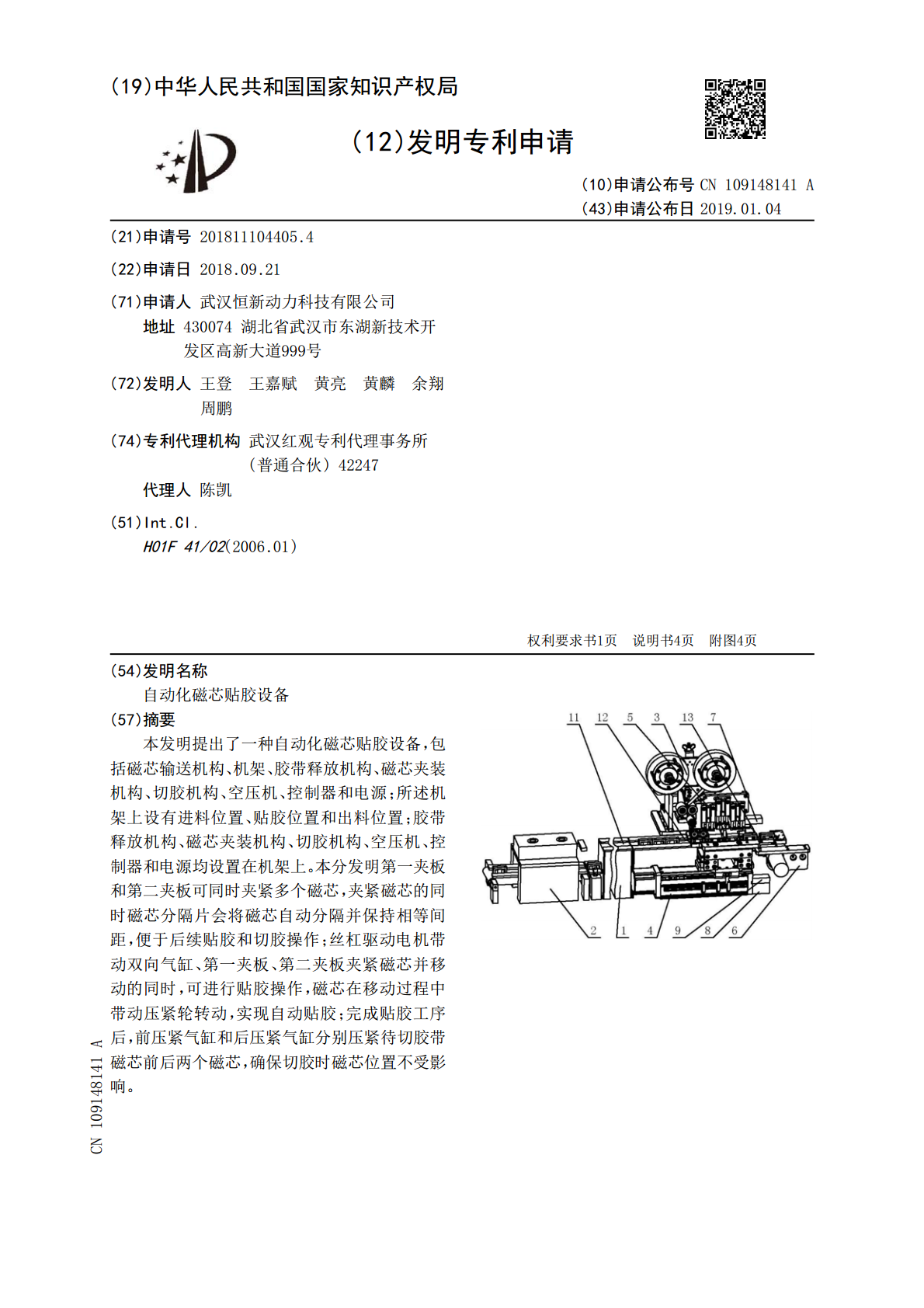
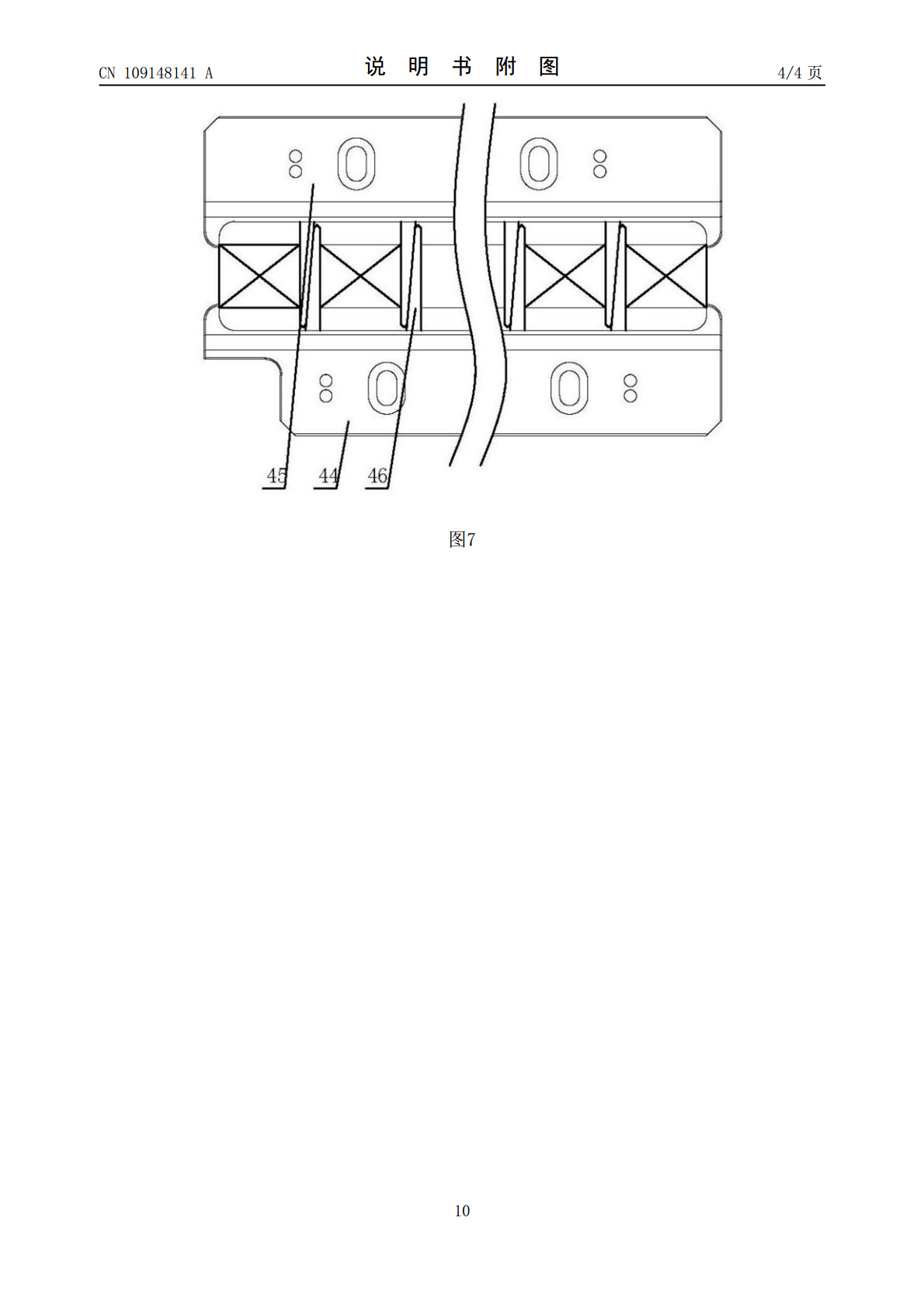
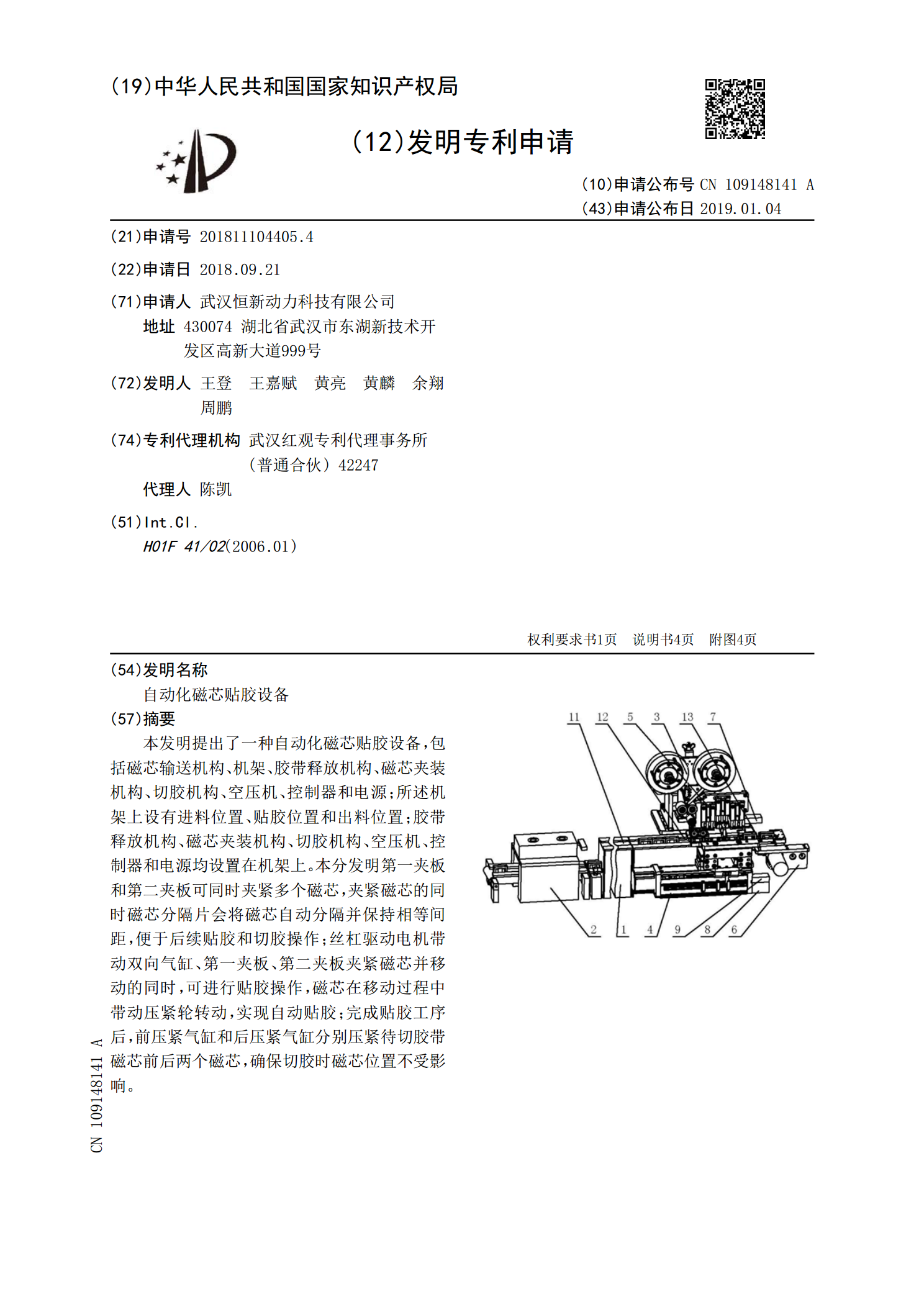
本发明提出了一种自动化磁芯贴胶设备,包括磁芯输送机构、机架、胶带释放机构、磁芯夹装机构、切胶机构、空压机、控制器和电源;所述机架上设有进料位置、贴胶位置和出料位置;胶带释放机构、磁芯夹装机构、切胶机构、空压机、控制器和电源均设置在机架上。本分发明第一夹板和第二夹板可同时夹紧多个磁芯,夹紧磁芯的同时磁芯分隔片会将磁芯自动分隔并保持相等间距,便于后续贴胶和切胶操作;丝杠驱动电机带动双向气缸、第一夹板、第二夹板夹紧磁芯并移动的同时,可进行贴胶操作,磁芯在移动过程中带动压紧轮转动,实现自动贴胶;完成贴胶工序后,前
一种用于磁芯的自动贴背胶装置.pdf
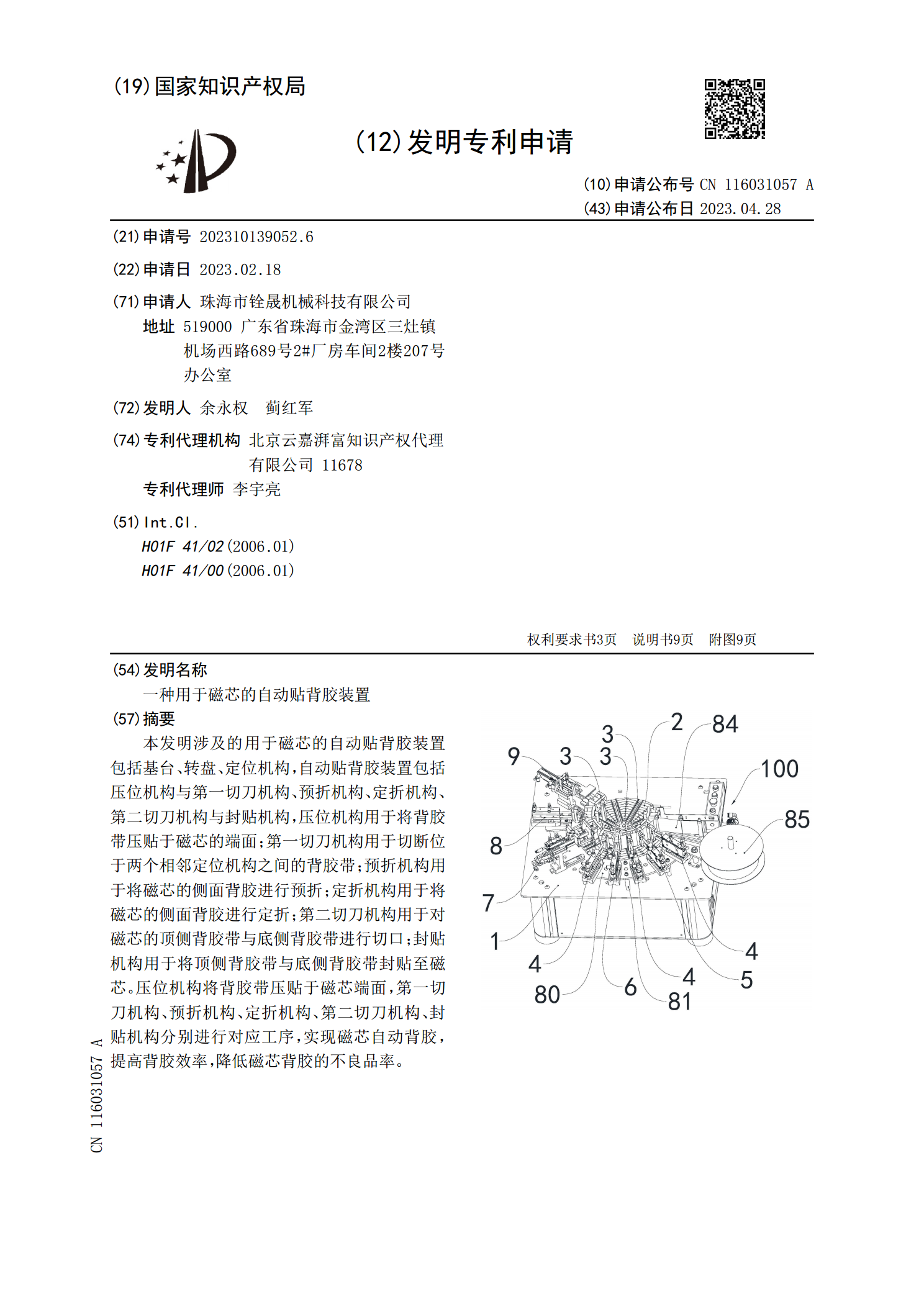
(19)国家知识产权局(12)发明专利申请(10)申请公布号CN116031057A(43)申请公布日2023.04.28(21)申请号202310139052.6(22)申请日2023.02.18(71)申请人珠海市铨晟机械科技有限公司地址519000广东省珠海市金湾区三灶镇机场西路689号2#厂房车间2楼207号办公室(72)发明人余永权蓟红军(74)专利代理机构北京云嘉湃富知识产权代理有限公司11678专利代理师李宇亮(51)Int.Cl.H01F41/02(2006.01)H01F41/00(20
一种电芯贴胶设备及电芯贴胶设备的制作方法.pdf
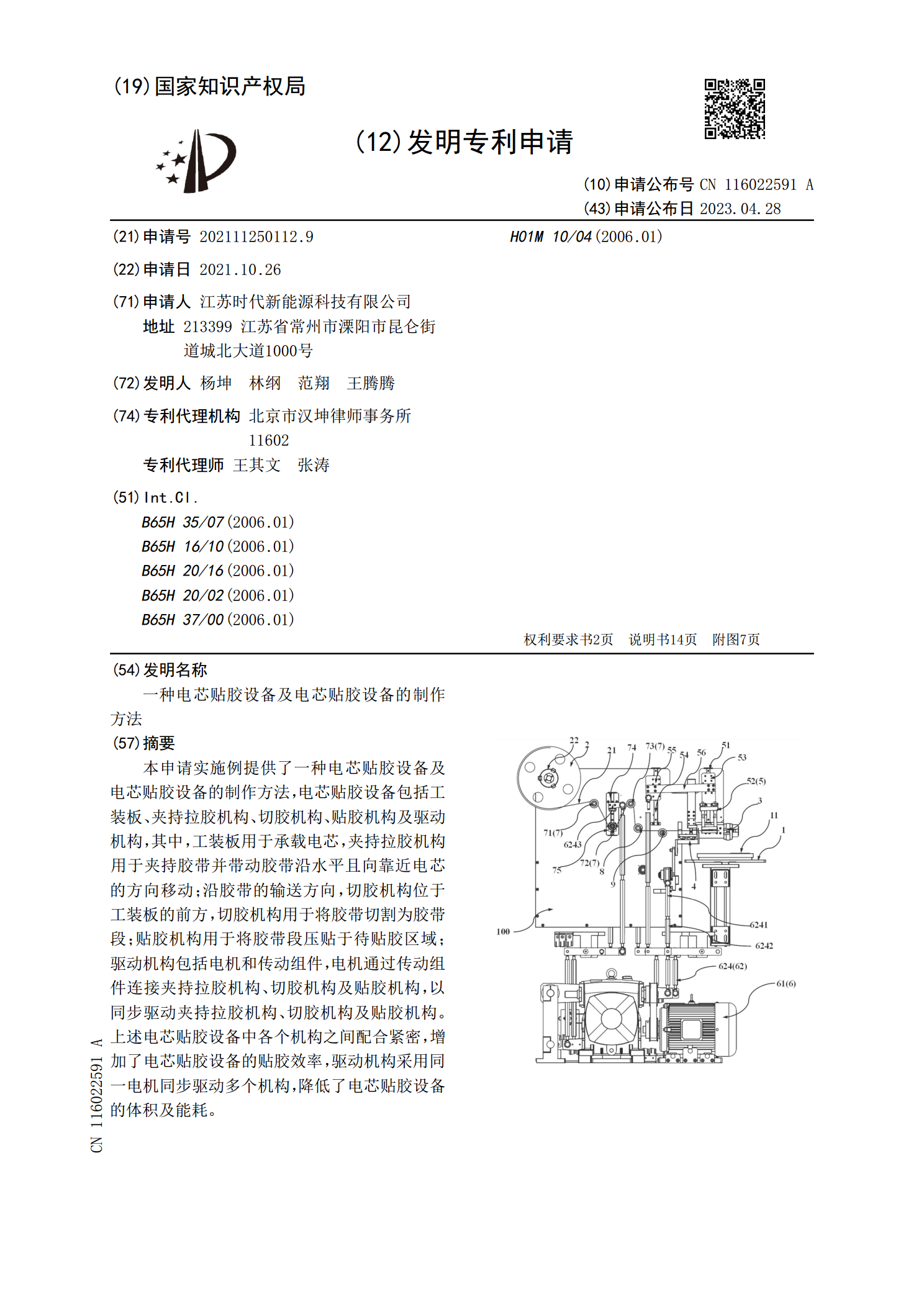
本申请实施例提供了一种电芯贴胶设备及电芯贴胶设备的制作方法,电芯贴胶设备包括工装板、夹持拉胶机构、切胶机构、贴胶机构及驱动机构,其中,工装板用于承载电芯,夹持拉胶机构用于夹持胶带并带动胶带沿水平且向靠近电芯的方向移动;沿胶带的输送方向,切胶机构位于工装板的前方,切胶机构用于将胶带切割为胶带段;贴胶机构用于将胶带段压贴于待贴胶区域;驱动机构包括电机和传动组件,电机通过传动组件连接夹持拉胶机构、切胶机构及贴胶机构,以同步驱动夹持拉胶机构、切胶机构及贴胶机构。上述电芯贴胶设备中各个机构之间配合紧密,增加了电芯贴
电芯贴胶装置及贴胶方法.pdf
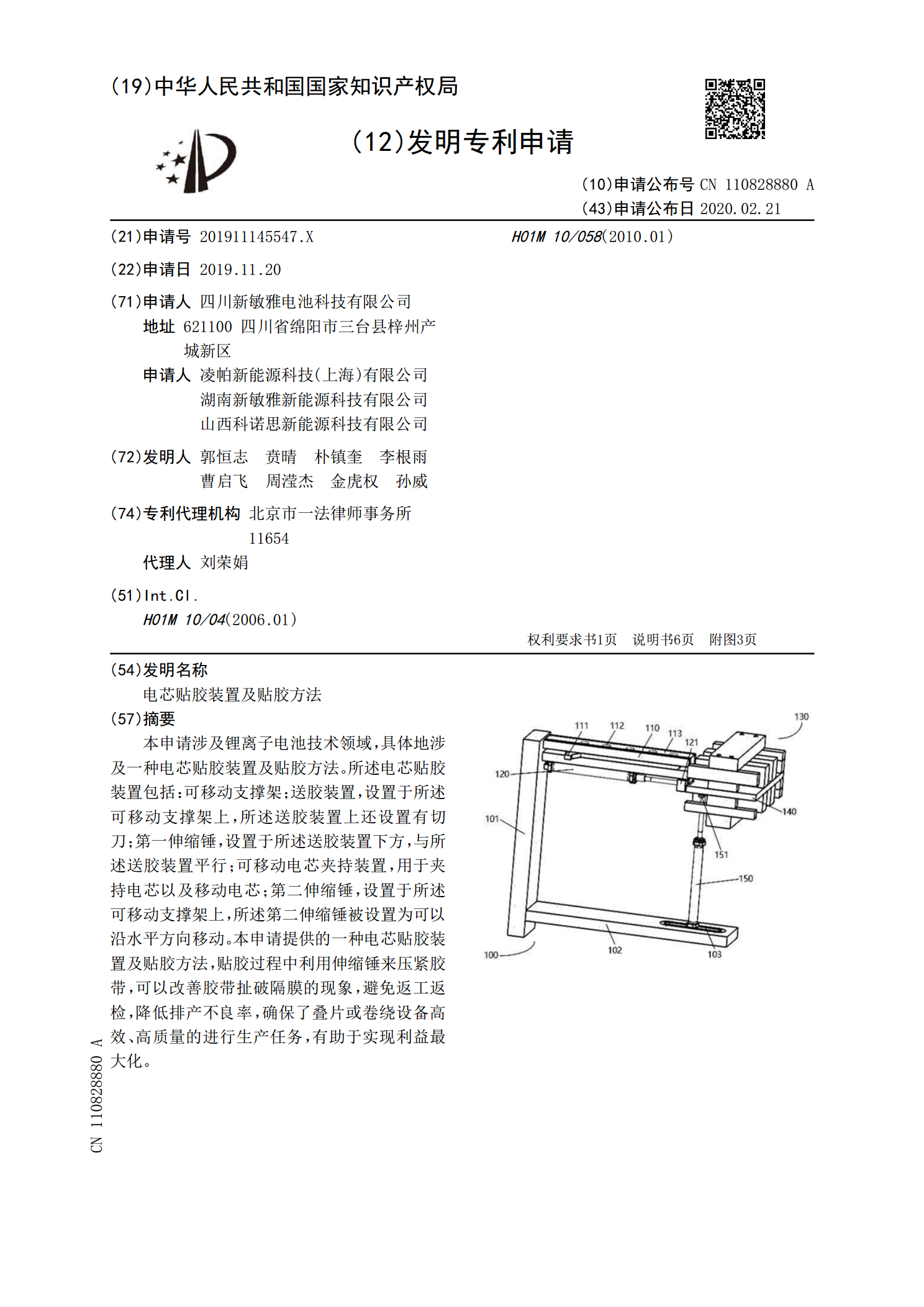
本申请涉及锂离子电池技术领域,具体地涉及一种电芯贴胶装置及贴胶方法。所述电芯贴胶装置包括:可移动支撑架;送胶装置,设置于所述可移动支撑架上,所述送胶装置上还设置有切刀;第一伸缩锤,设置于所述送胶装置下方,与所述送胶装置平行;可移动电芯夹持装置,用于夹持电芯以及移动电芯;第二伸缩锤,设置于所述可移动支撑架上,所述第二伸缩锤被设置为可以沿水平方向移动。本申请提供的一种电芯贴胶装置及贴胶方法,贴胶过程中利用伸缩锤来压紧胶带,可以改善胶带扯破隔膜的现象,避免返工返检,降低排产不良率,确保了叠片或卷绕设备高效、高质
电芯贴胶机.pdf
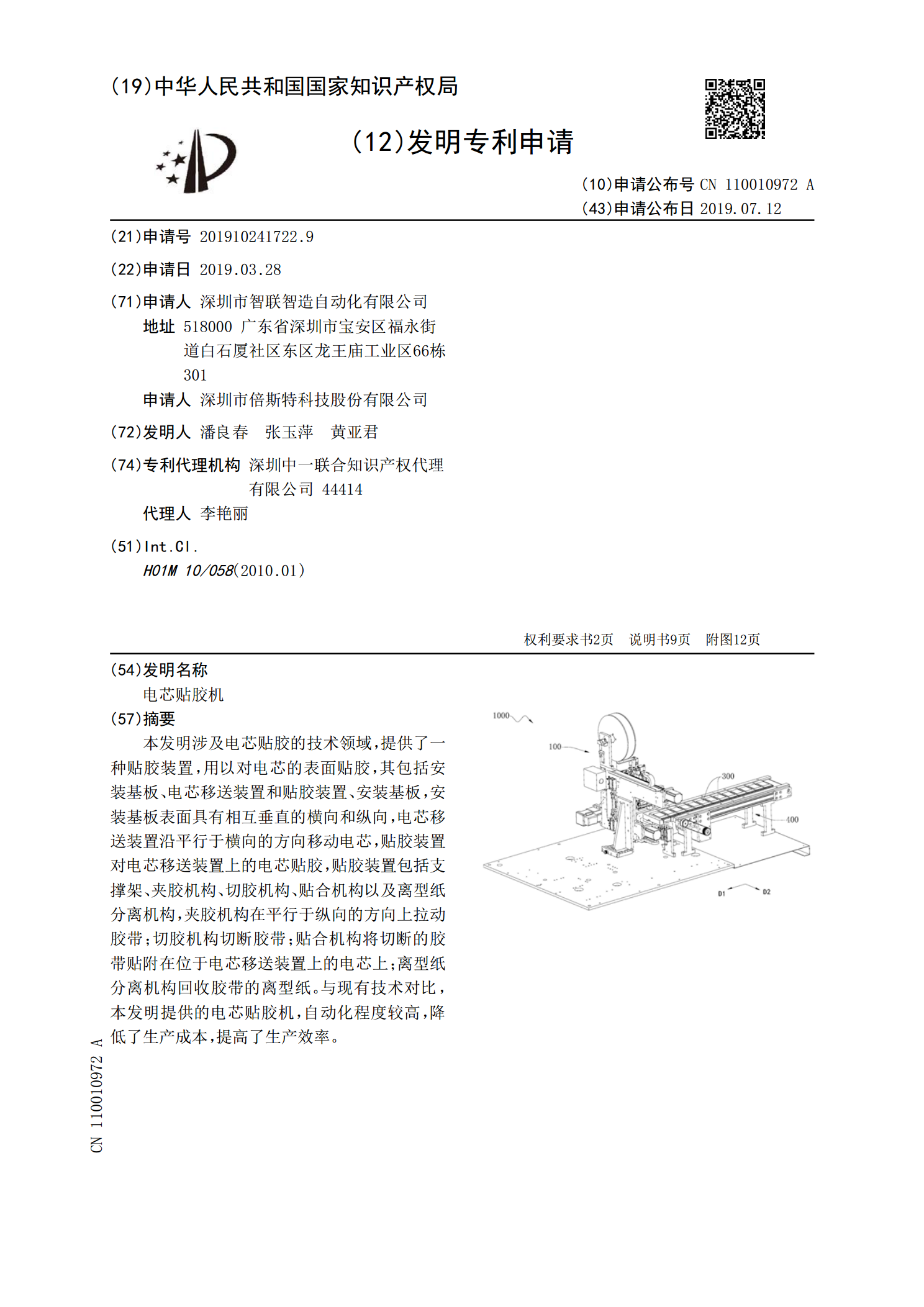
本发明涉及电芯贴胶的技术领域,提供了一种贴胶装置,用以对电芯的表面贴胶,其包括安装基板、电芯移送装置和贴胶装置、安装基板,安装基板表面具有相互垂直的横向和纵向,电芯移送装置沿平行于横向的方向移动电芯,贴胶装置对电芯移送装置上的电芯贴胶,贴胶装置包括支撑架、夹胶机构、切胶机构、贴合机构以及离型纸分离机构,夹胶机构在平行于纵向的方向上拉动胶带;切胶机构切断胶带;贴合机构将切断的胶带贴附在位于电芯移送装置上的电芯上;离型纸分离机构回收胶带的离型纸。与现有技术对比,本发明提供的电芯贴胶机,自动化程度较高,降低了生