
一种滚压式连续纤维光固化3D打印装置.pdf

一吃****继勇

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种滚压式连续纤维光固化3D打印装置.pdf
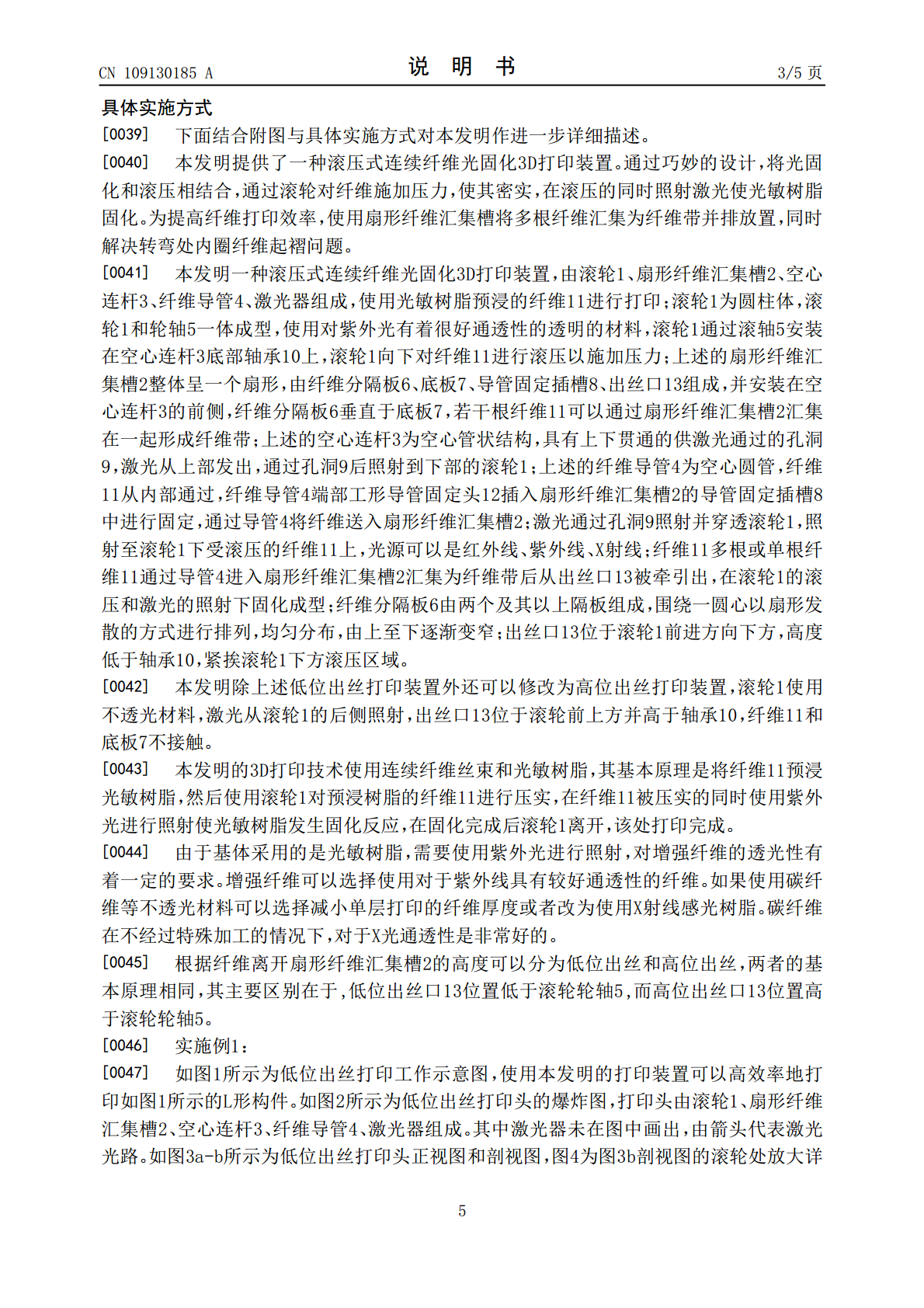
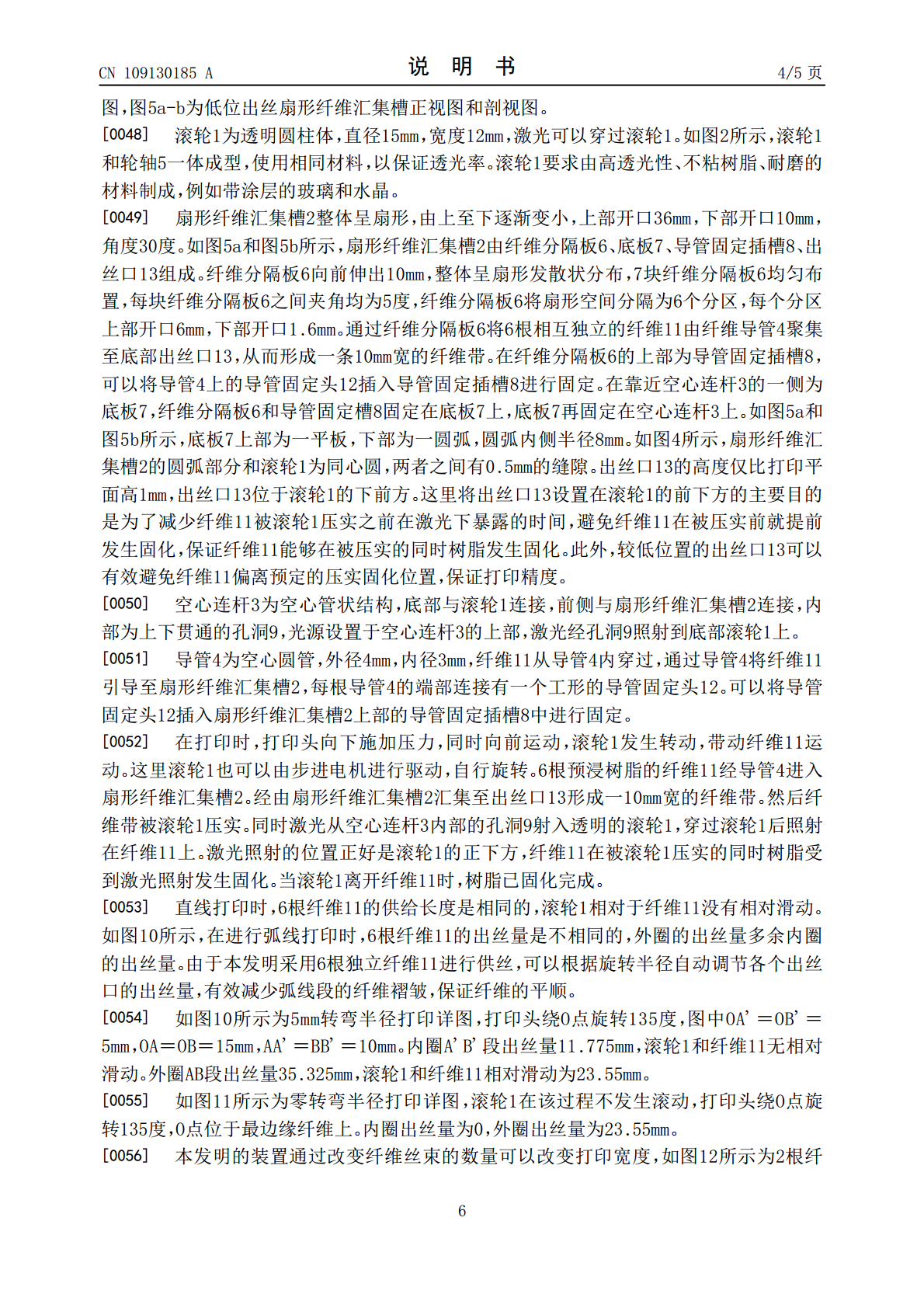
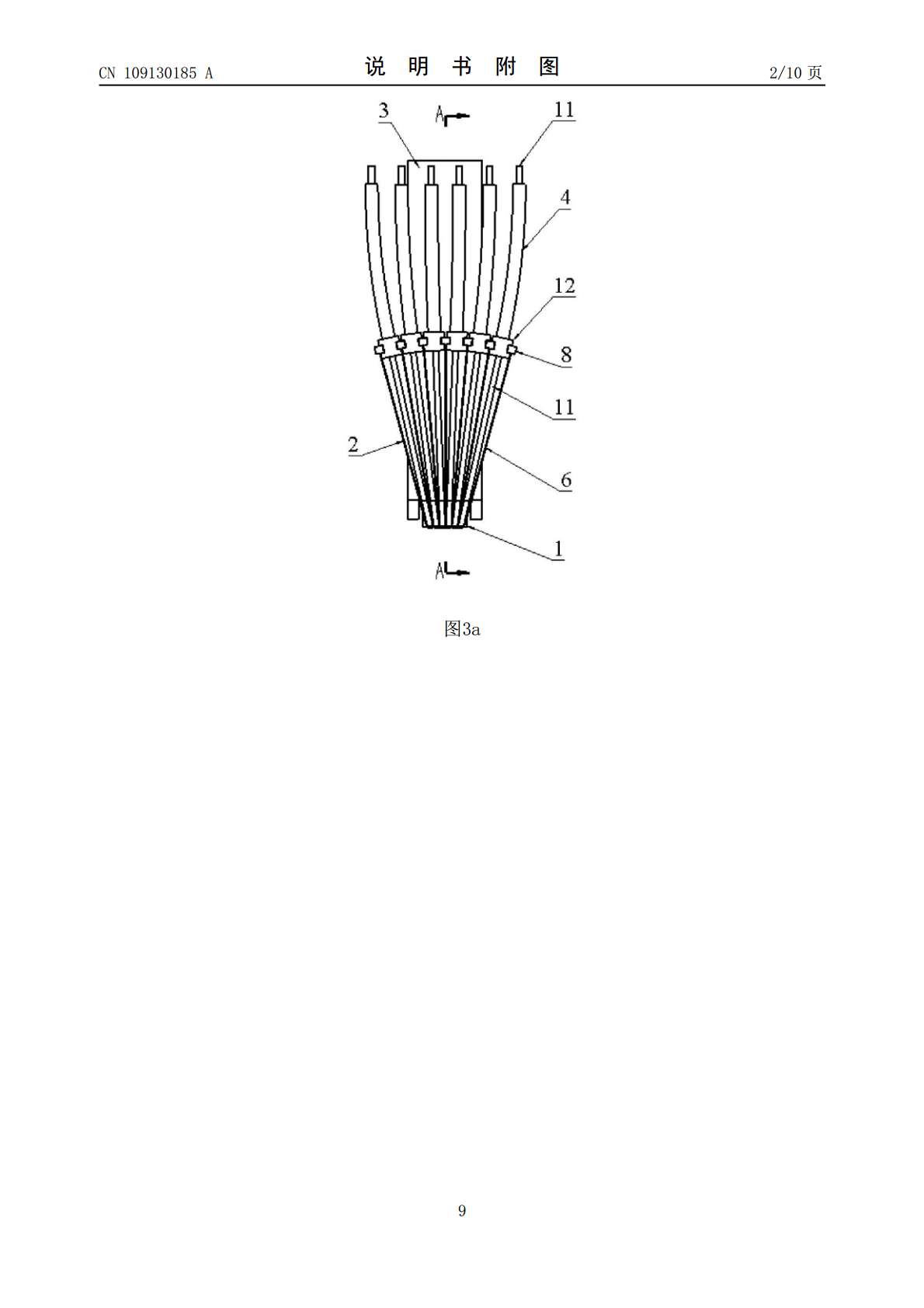
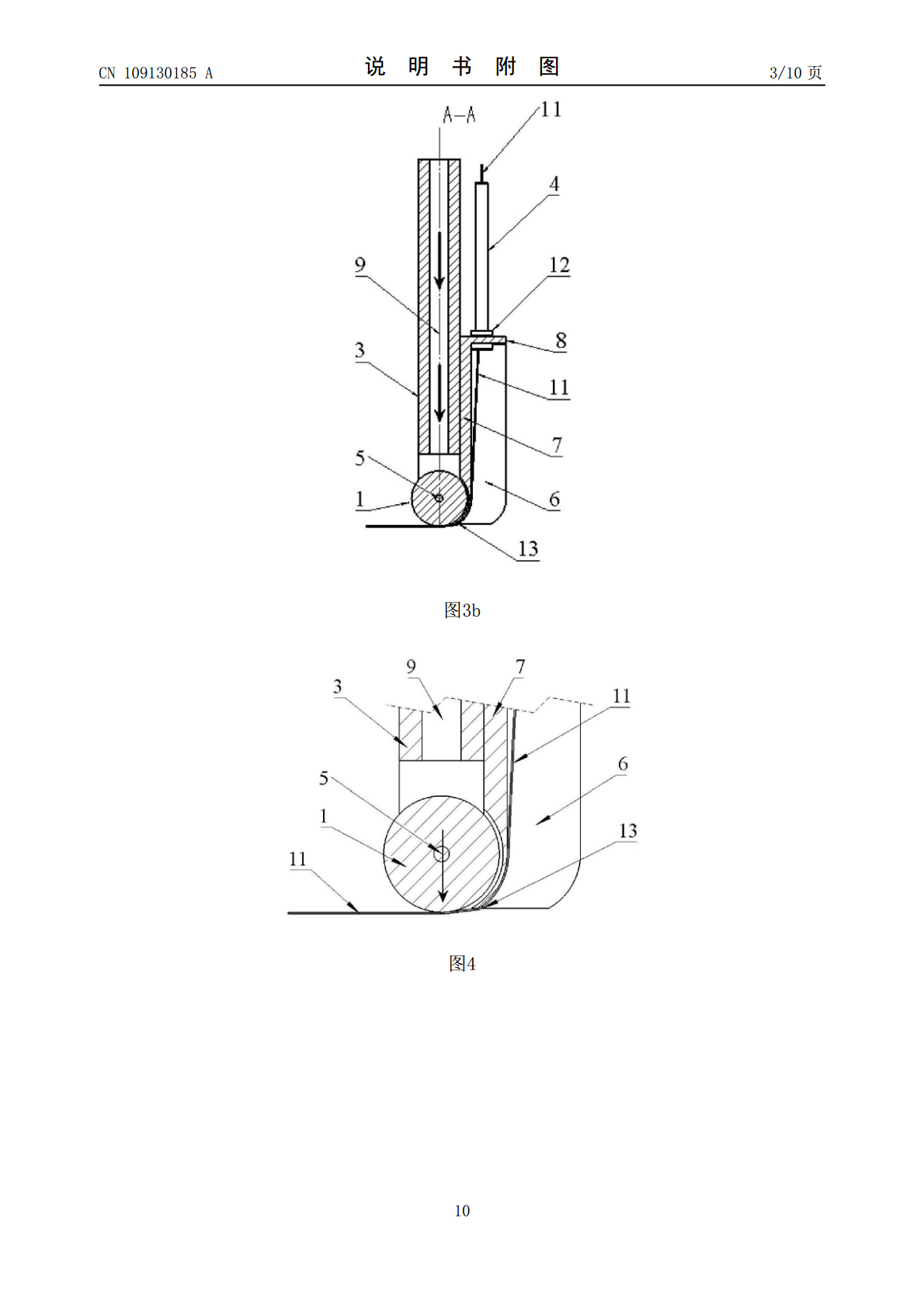
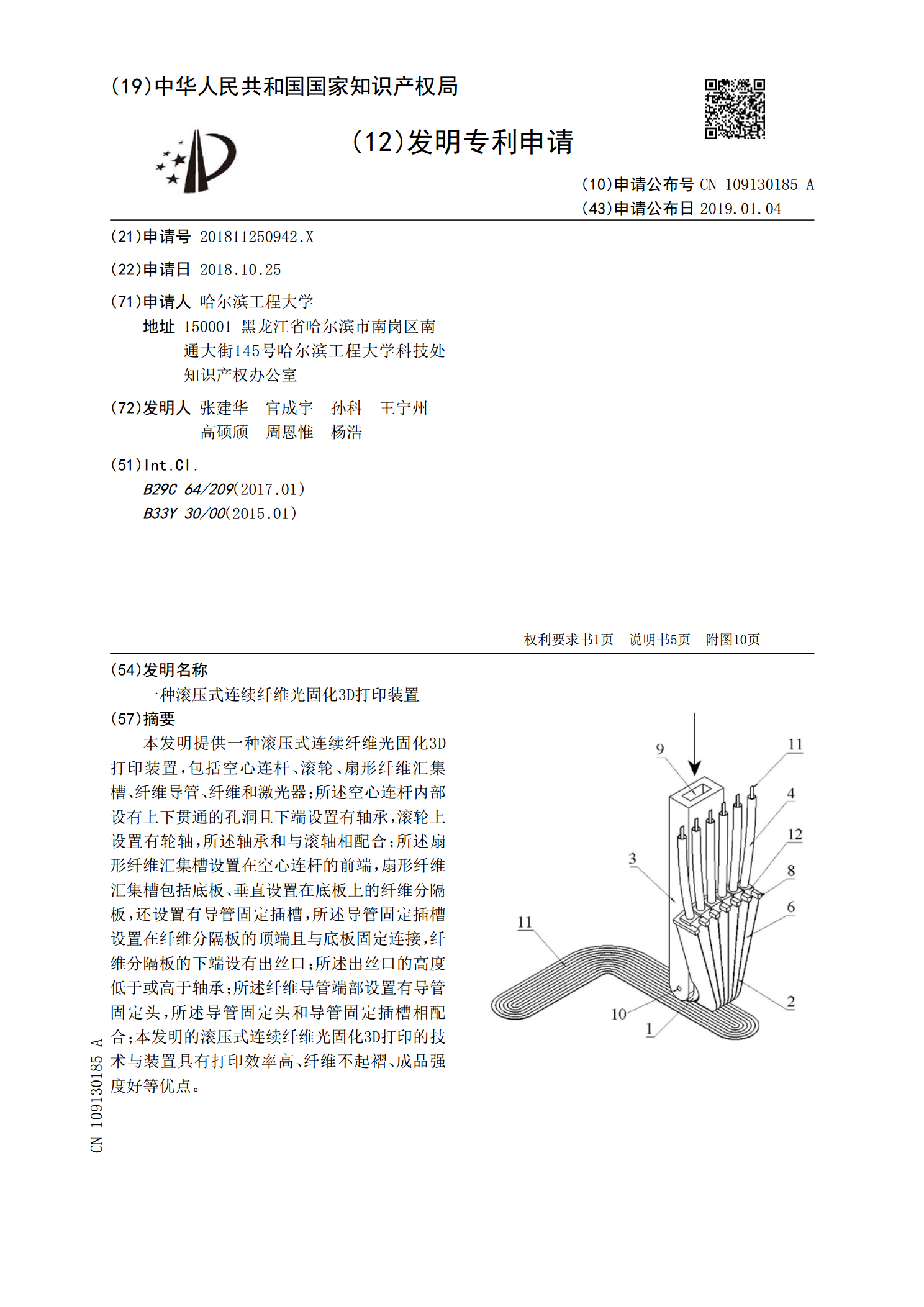
本发明提供一种滚压式连续纤维光固化3D打印装置,包括空心连杆、滚轮、扇形纤维汇集槽、纤维导管、纤维和激光器;所述空心连杆内部设有上下贯通的孔洞且下端设置有轴承,滚轮上设置有轮轴,所述轴承和与滚轴相配合;所述扇形纤维汇集槽设置在空心连杆的前端,扇形纤维汇集槽包括底板、垂直设置在底板上的纤维分隔板,还设置有导管固定插槽,所述导管固定插槽设置在纤维分隔板的顶端且与底板固定连接,纤维分隔板的下端设有出丝口;所述出丝口的高度低于或高于轴承;所述纤维导管端部设置有导管固定头,所述导管固定头和导管固定插槽相配合;本发明
一种连续纤维复合材料3D打印装置.pdf
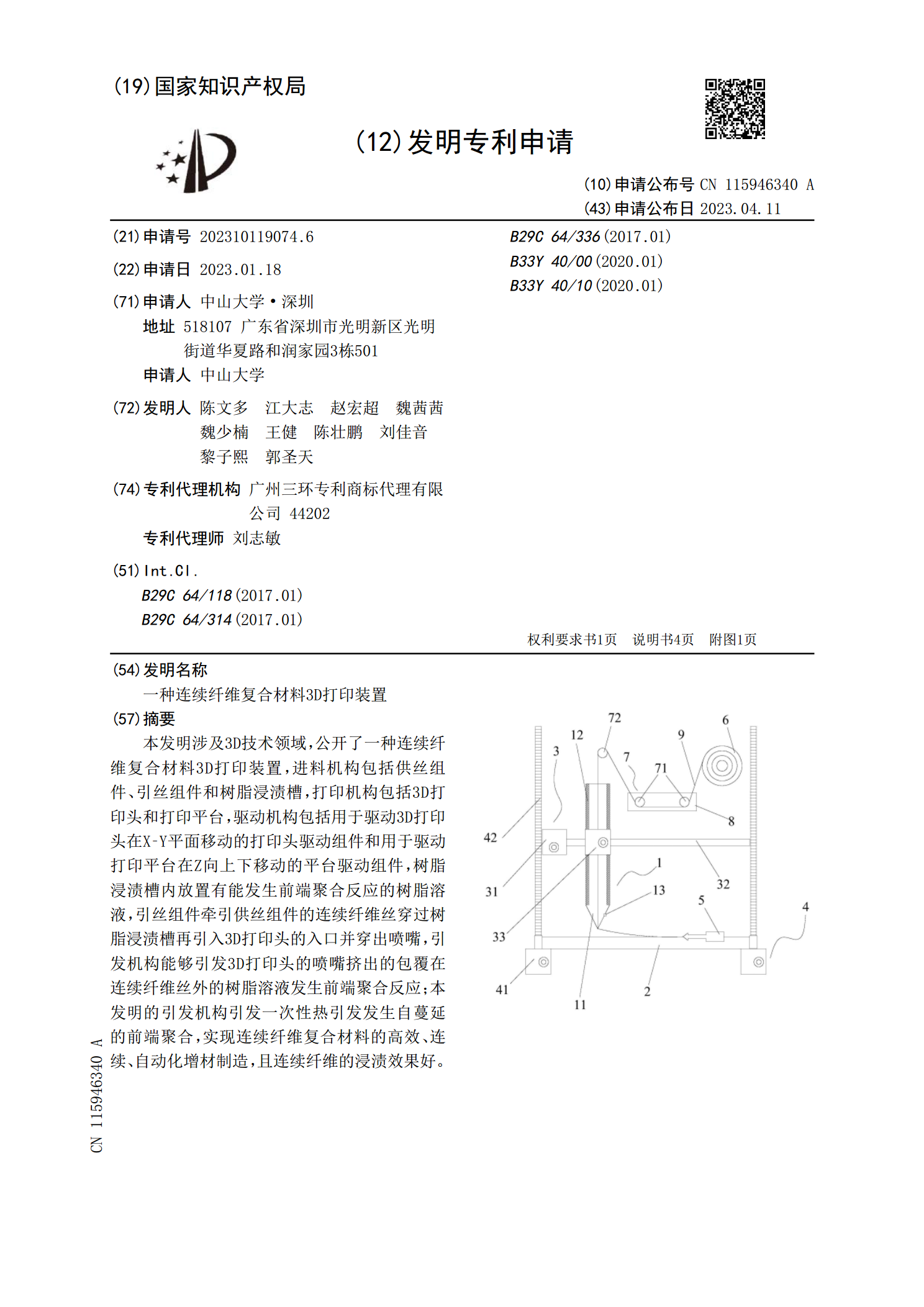
本发明涉及3D技术领域,公开了一种连续纤维复合材料3D打印装置,进料机构包括供丝组件、引丝组件和树脂浸渍槽,打印机构包括3D打印头和打印平台,驱动机构包括用于驱动3D打印头在X‑Y平面移动的打印头驱动组件和用于驱动打印平台在Z向上下移动的平台驱动组件,树脂浸渍槽内放置有能发生前端聚合反应的树脂溶液,引丝组件牵引供丝组件的连续纤维丝穿过树脂浸渍槽再引入3D打印头的入口并穿出喷嘴,引发机构能够引发3D打印头的喷嘴挤出的包覆在连续纤维丝外的树脂溶液发生前端聚合反应;本发明的引发机构引发一次性热引发发生自蔓延的前

一种光固化3D打印毛笔装置.pdf
本发明提出一种光固化3D打印毛笔装置,包括毛笔书写单元、紫外光固化单元和气体保护单元。书写时使毛笔笔头蘸取光敏树脂,笔头与加工面接触并倾斜,书写开始时气体阀门开启,氧气从位于笔杆前端笔头环形UV灯内侧环形阵列释放气孔渗出,沿笔头表面自然形成一层均匀的氧气薄层,气体保护使毛笔绘制过程中始终可保持毛笔笔头柔软,形变顺畅,出墨流畅。书写过程中可通过调节笔头与接触面的距离,改变笔头形变进而调节成型面上笔迹的宽度,可在成型面上绘制连续且粗细不一样的笔迹。利用UV灯带发出的UV光线均匀照射成型面上光敏树脂留下的笔迹并
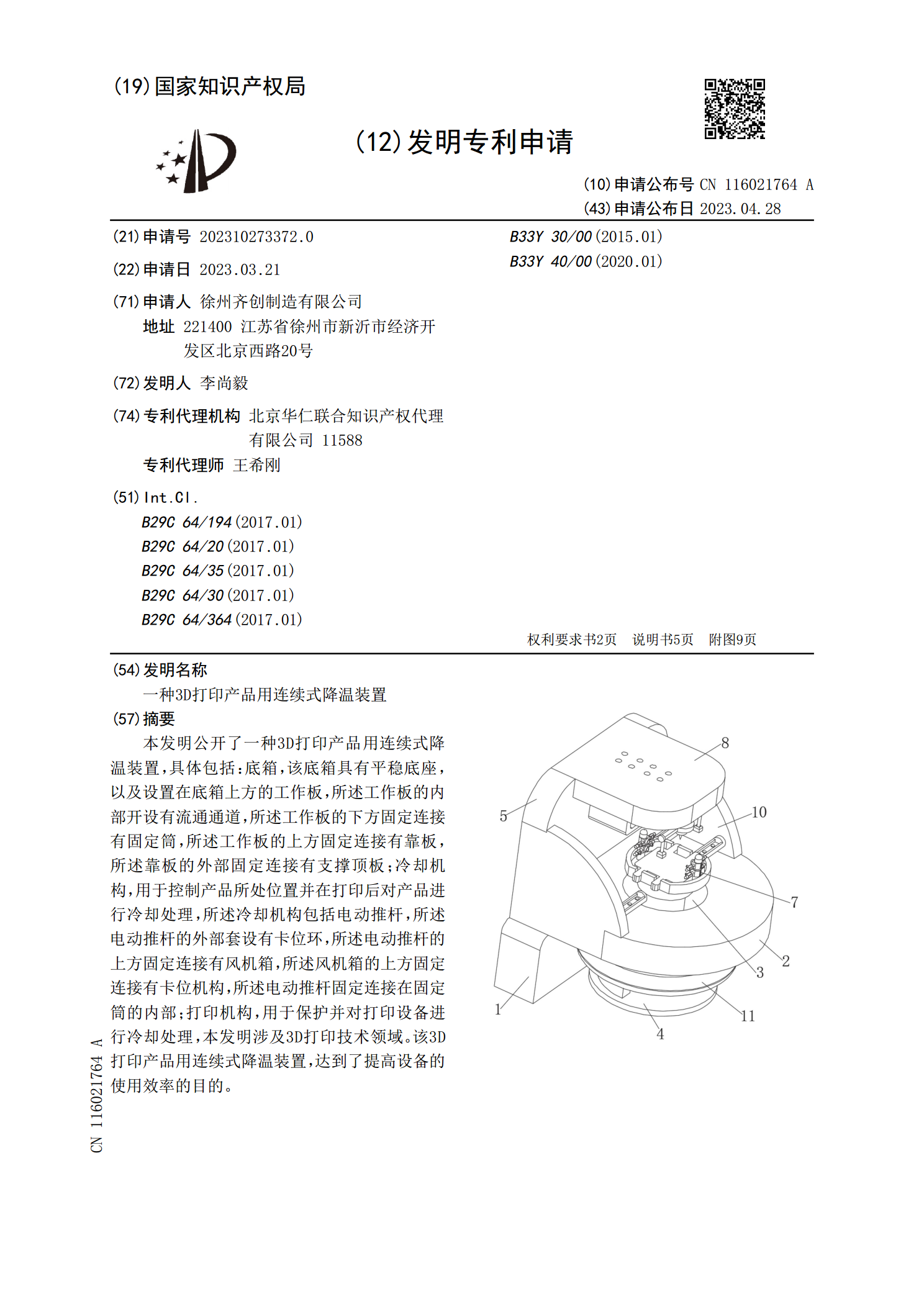
一种3D打印产品用连续式降温装置.pdf
(19)国家知识产权局(12)发明专利申请(10)申请公布号CN116021764A(43)申请公布日2023.04.28(21)申请号202310273372.0B33Y30/00(2015.01)(22)申请日2023.03.21B33Y40/00(2020.01)(71)申请人徐州齐创制造有限公司地址221400江苏省徐州市新沂市经济开发区北京西路20号(72)发明人李尚毅(74)专利代理机构北京华仁联合知识产权代理有限公司11588专利代理师王希刚(51)Int.Cl.B29C64/194(201
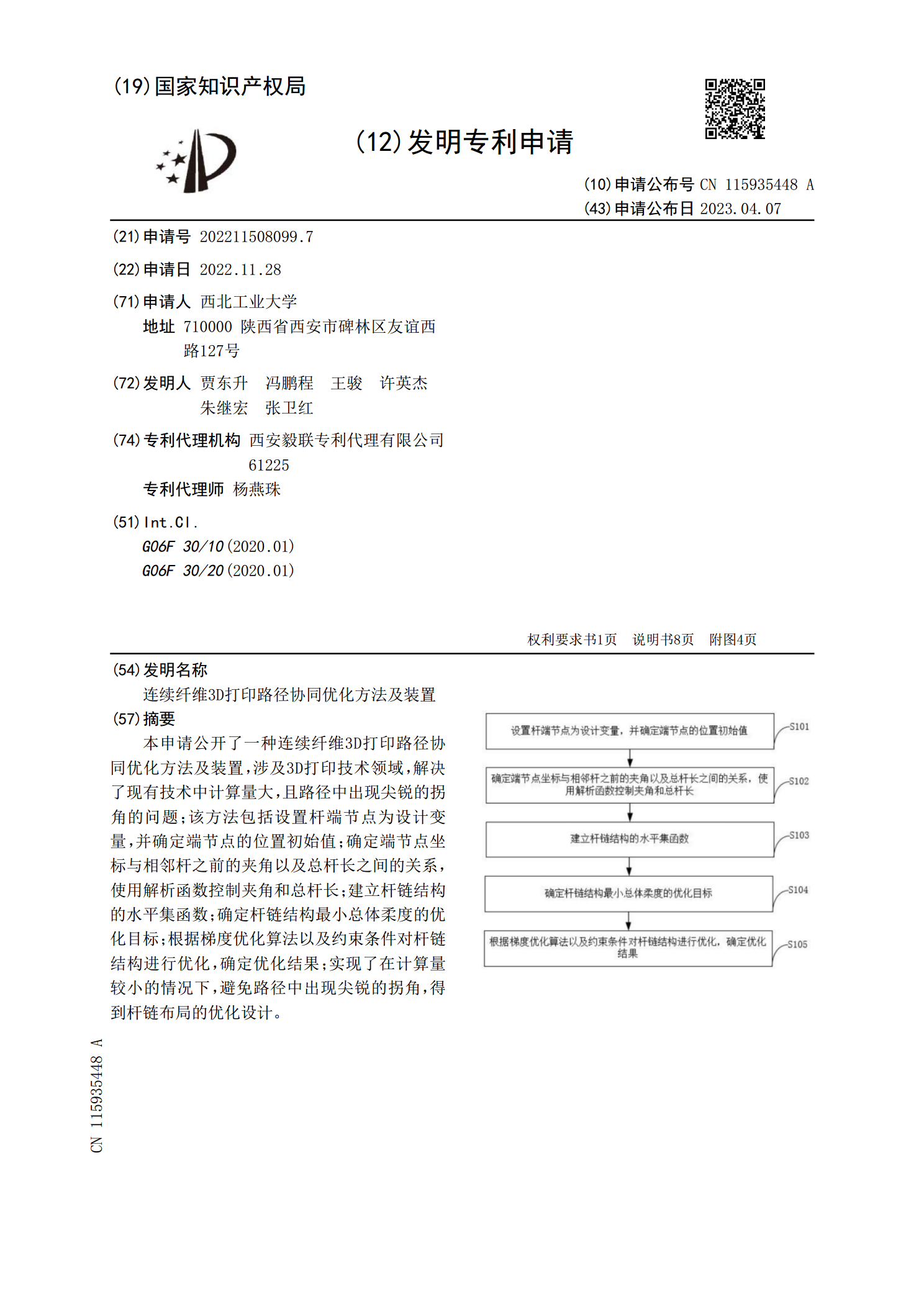
连续纤维3D打印路径协同优化方法及装置.pdf
本申请公开了一种连续纤维3D打印路径协同优化方法及装置,涉及3D打印技术领域,解决了现有技术中计算量大,且路径中出现尖锐的拐角的问题;该方法包括设置杆端节点为设计变量,并确定端节点的位置初始值;确定端节点坐标与相邻杆之前的夹角以及总杆长之间的关系,使用解析函数控制夹角和总杆长;建立杆链结构的水平集函数;确定杆链结构最小总体柔度的优化目标;根据梯度优化算法以及约束条件对杆链结构进行优化,确定优化结果;实现了在计算量较小的情况下,避免路径中出现尖锐的拐角,得到杆链布局的优化设计。