
盘轴连接结构及盘轴连接结构的加工装配方法.pdf

Do****76

1/10

2/10
3/10
4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

盘轴连接结构及盘轴连接结构的加工装配方法.pdf
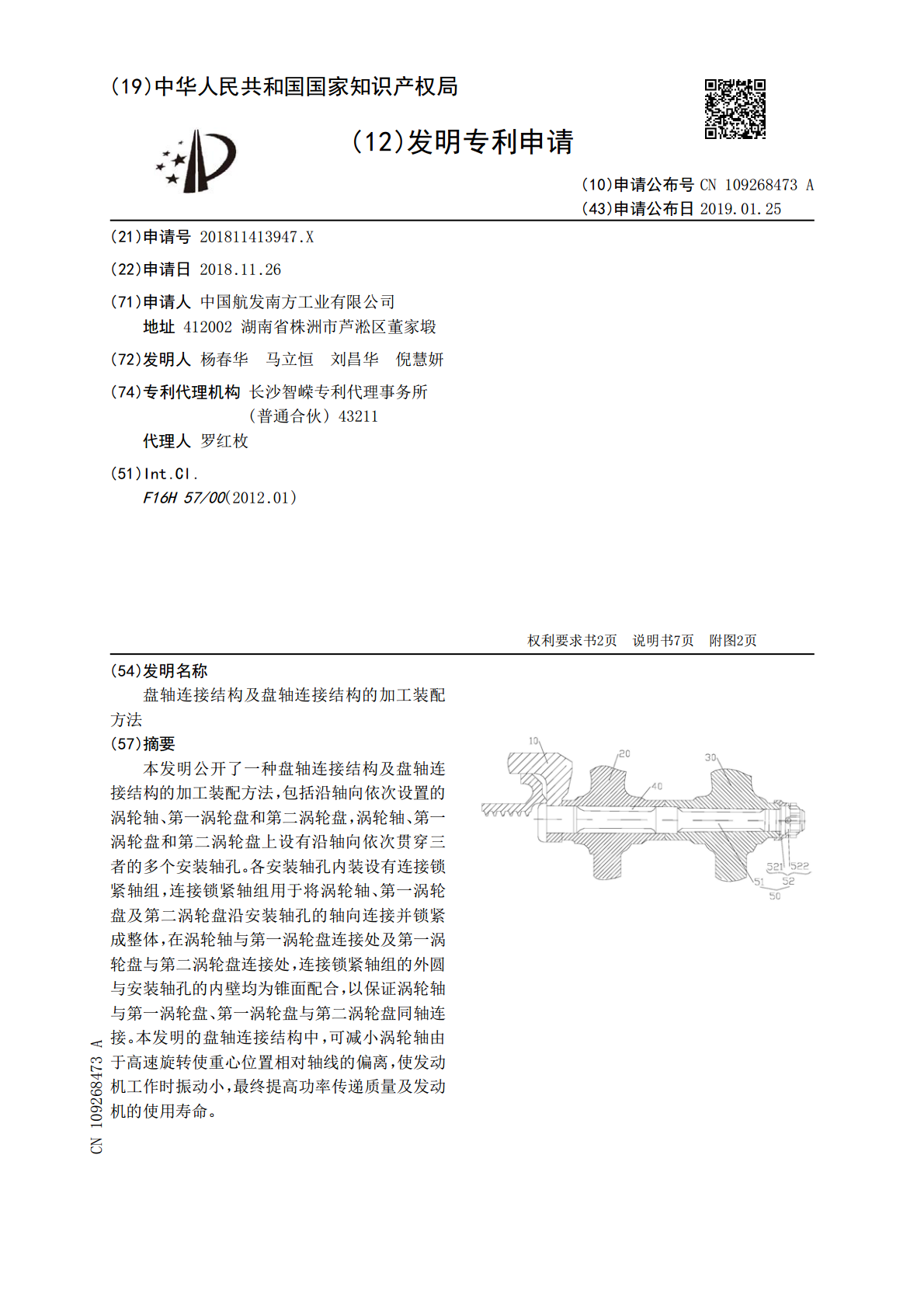
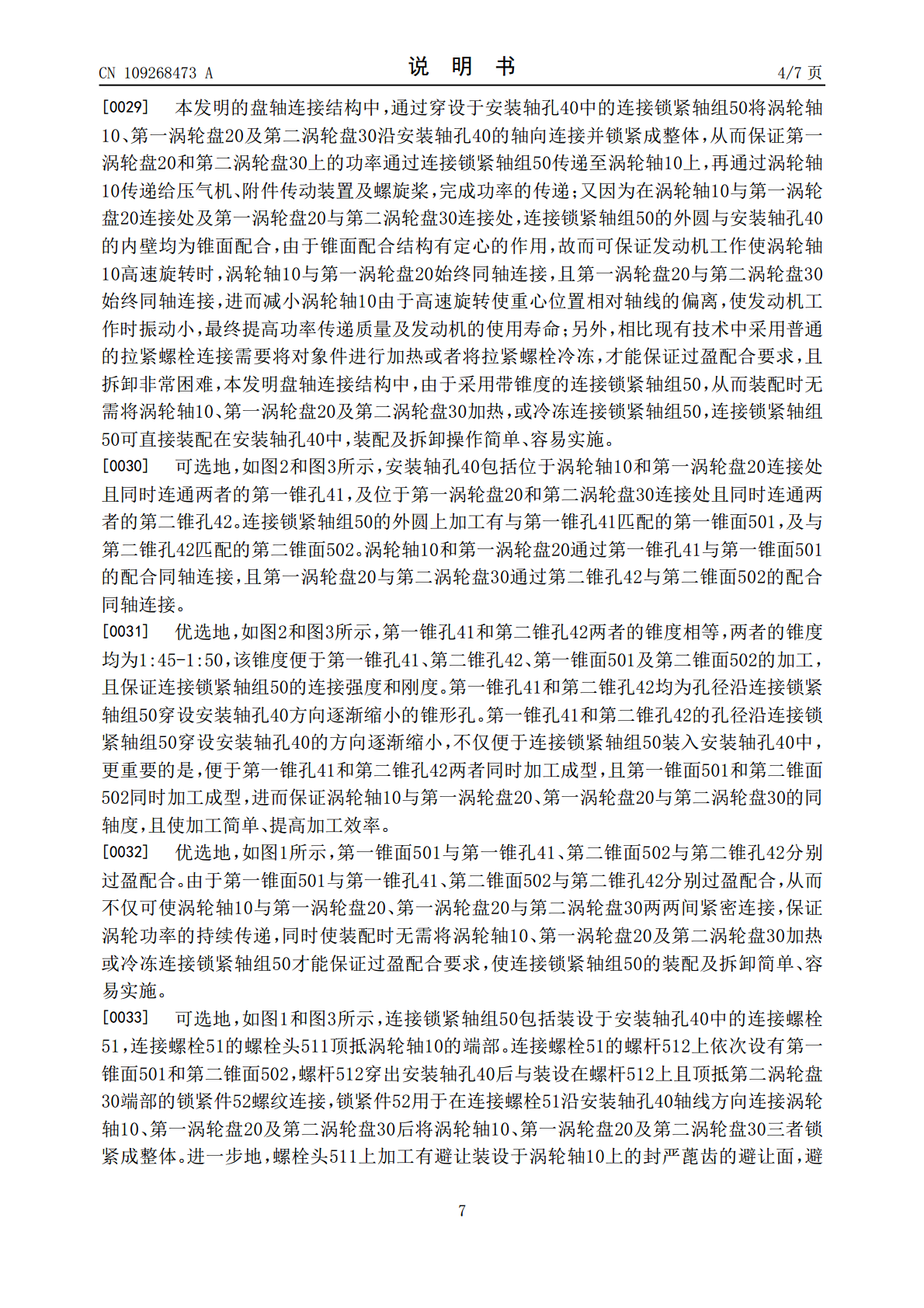
本发明公开了一种盘轴连接结构及盘轴连接结构的加工装配方法,包括沿轴向依次设置的涡轮轴、第一涡轮盘和第二涡轮盘,涡轮轴、第一涡轮盘和第二涡轮盘上设有沿轴向依次贯穿三者的多个安装轴孔。各安装轴孔内装设有连接锁紧轴组,连接锁紧轴组用于将涡轮轴、第一涡轮盘及第二涡轮盘沿安装轴孔的轴向连接并锁紧成整体,在涡轮轴与第一涡轮盘连接处及第一涡轮盘与第二涡轮盘连接处,连接锁紧轴组的外圆与安装轴孔的内壁均为锥面配合,以保证涡轮轴与第一涡轮盘、第一涡轮盘与第二涡轮盘同轴连接。本发明的盘轴连接结构中,可减小涡轮轴由于高速旋转使重

驱动轴连接盘.pdf
本发明公开了一种驱动轴连接盘,包括连接盘主体,连接盘主体内开设有与驱动轴连接的内孔,连接盘主体中部设置有销轴,所述销轴贯穿连接盘主体与驱动轴连接,所述销轴端部设置有销,所述连接盘主体包括连接主套和连接副套,所述连接主套和连接副套之间可拆卸连接。该驱动轴连接盘由于在连接盘主体内设置有销轴,销轴可以穿在驱动轴不同的孔中,可以根据工作需要调整轴距的宽度,从而实现不同的轮距,该驱动轴连接盘强度高、耐用、传递扭矩更可靠,不易出现松动,使用寿命长。
轴连接结构.pdf
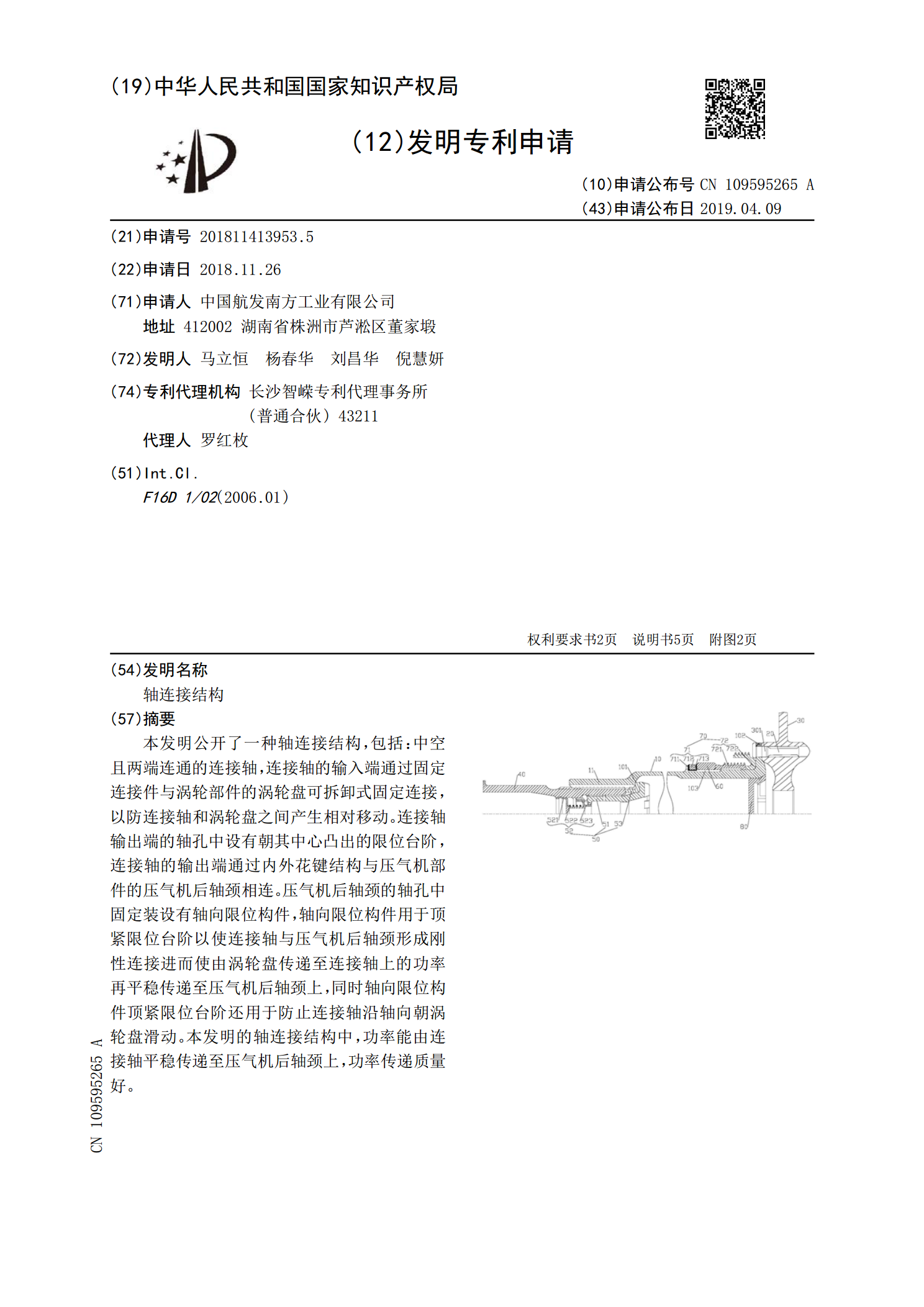
本发明公开了一种轴连接结构,包括:中空且两端连通的连接轴,连接轴的输入端通过固定连接件与涡轮部件的涡轮盘可拆卸式固定连接,以防连接轴和涡轮盘之间产生相对移动。连接轴输出端的轴孔中设有朝其中心凸出的限位台阶,连接轴的输出端通过内外花键结构与压气机部件的压气机后轴颈相连。压气机后轴颈的轴孔中固定装设有轴向限位构件,轴向限位构件用于顶紧限位台阶以使连接轴与压气机后轴颈形成刚性连接进而使由涡轮盘传递至连接轴上的功率再平稳传递至压气机后轴颈上,同时轴向限位构件顶紧限位台阶还用于防止连接轴沿轴向朝涡轮盘滑动。本发明的

半轴和轮毂连接盘.pdf
本发明公开了一种半轴和轮毂连接盘,包括半轴连接盘和轮毂连接盘,在所述半轴连接盘和轮毂连接盘的连接端面上分别相应设有2-6个突块和凹槽。连接时,突块和凹槽啮合,然后用紧固螺栓固紧。紧固螺栓仅仅起紧固作用,扭矩的传递靠啮合的突块和凹槽。这样,螺栓不容易损坏,而且突块和凹槽不会损坏,动力传递可靠,使用和维护成本低。本发明结构简单,制造和安装方便,使用寿命长,工作效率高。
一种防脱自锁高温盘轴连接结构.pdf
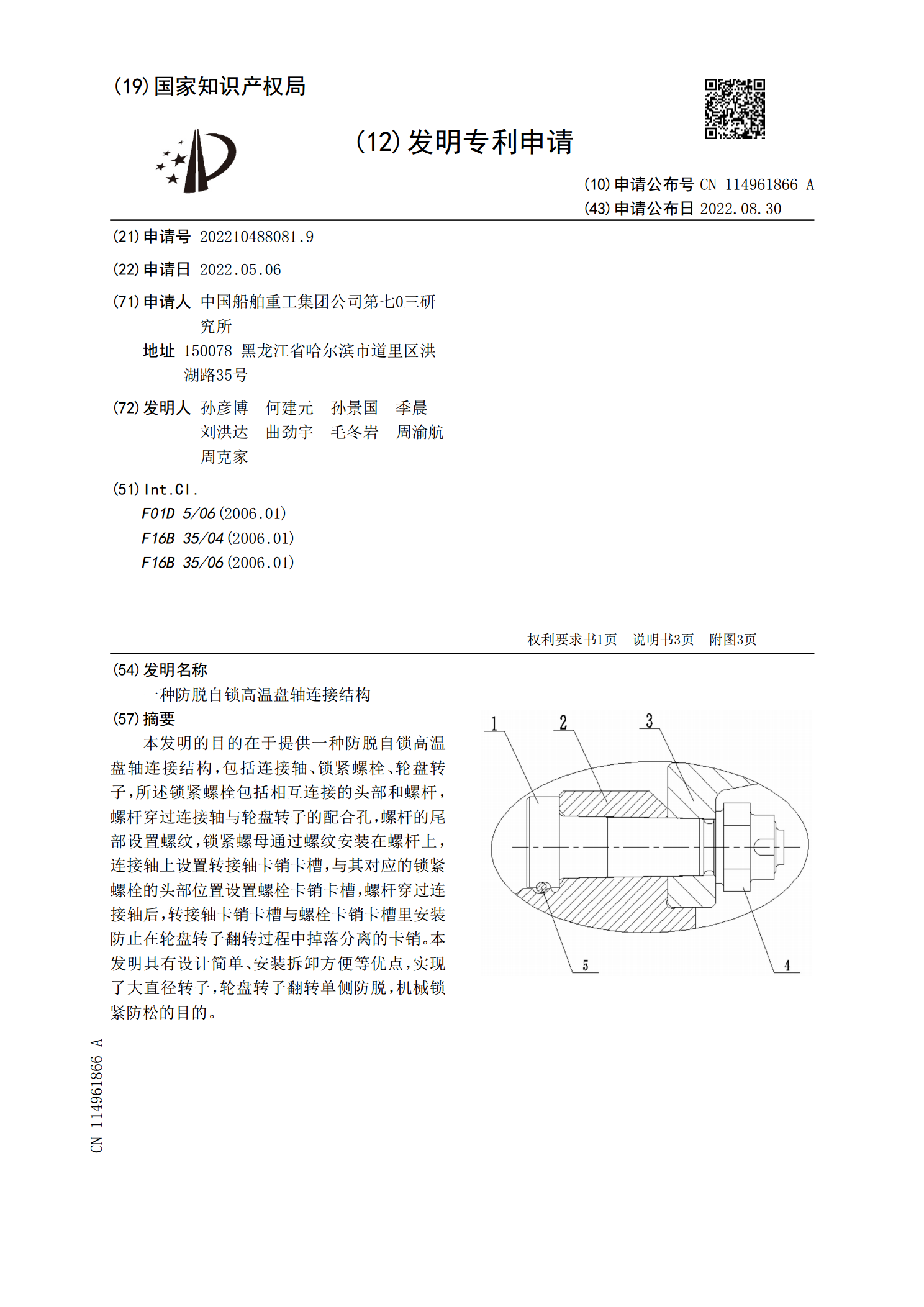
本发明的目的在于提供一种防脱自锁高温盘轴连接结构,包括连接轴、锁紧螺栓、轮盘转子,所述锁紧螺栓包括相互连接的头部和螺杆,螺杆穿过连接轴与轮盘转子的配合孔,螺杆的尾部设置螺纹,锁紧螺母通过螺纹安装在螺杆上,连接轴上设置转接轴卡销卡槽,与其对应的锁紧螺栓的头部位置设置螺栓卡销卡槽,螺杆穿过连接轴后,转接轴卡销卡槽与螺栓卡销卡槽里安装防止在轮盘转子翻转过程中掉落分离的卡销。本发明具有设计简单、安装拆卸方便等优点,实现了大直径转子,轮盘转子翻转单侧防脱,机械锁紧防松的目的。