
一种自动供料系统.pdf

高格****gu

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种自动供料系统.pdf
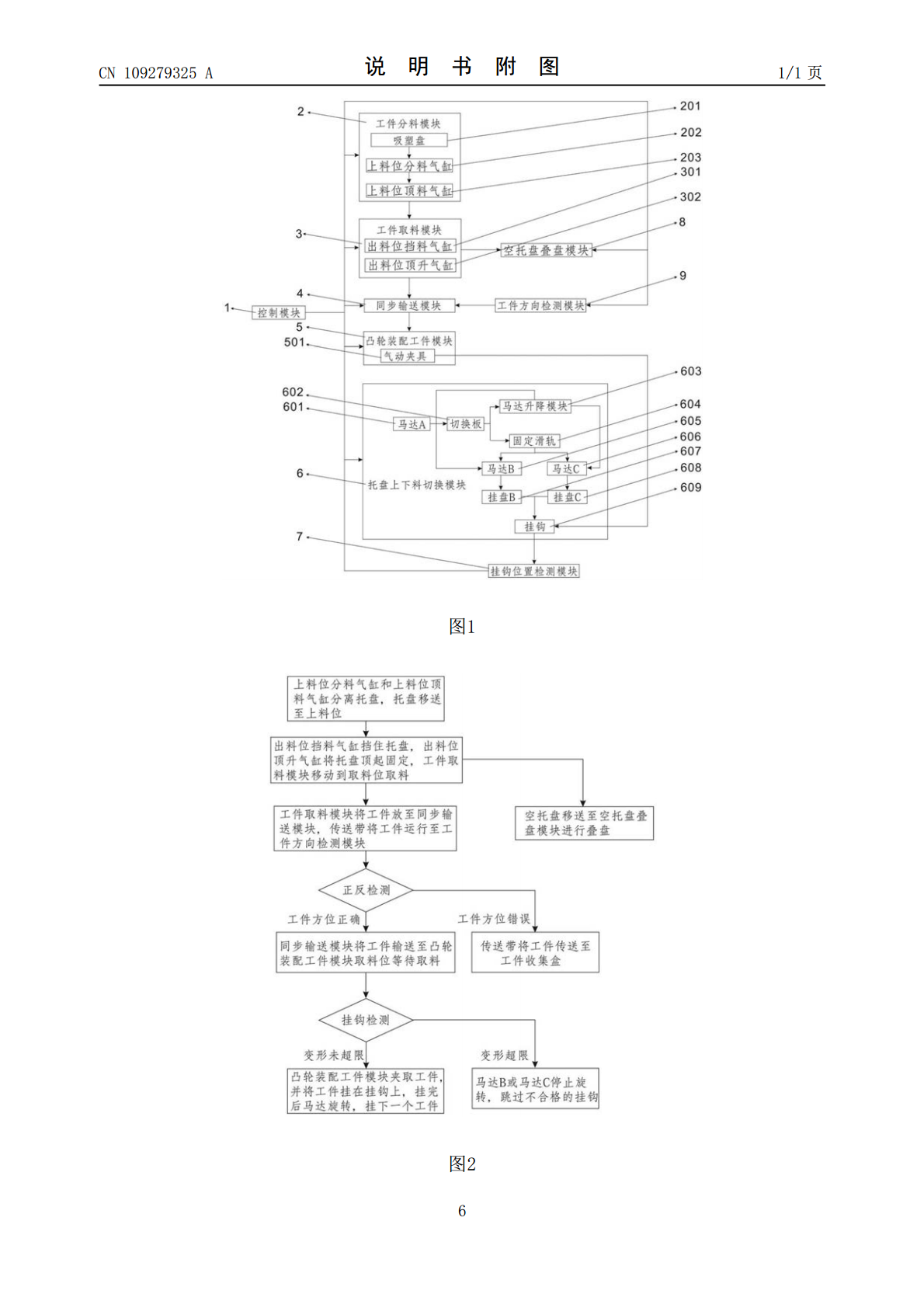
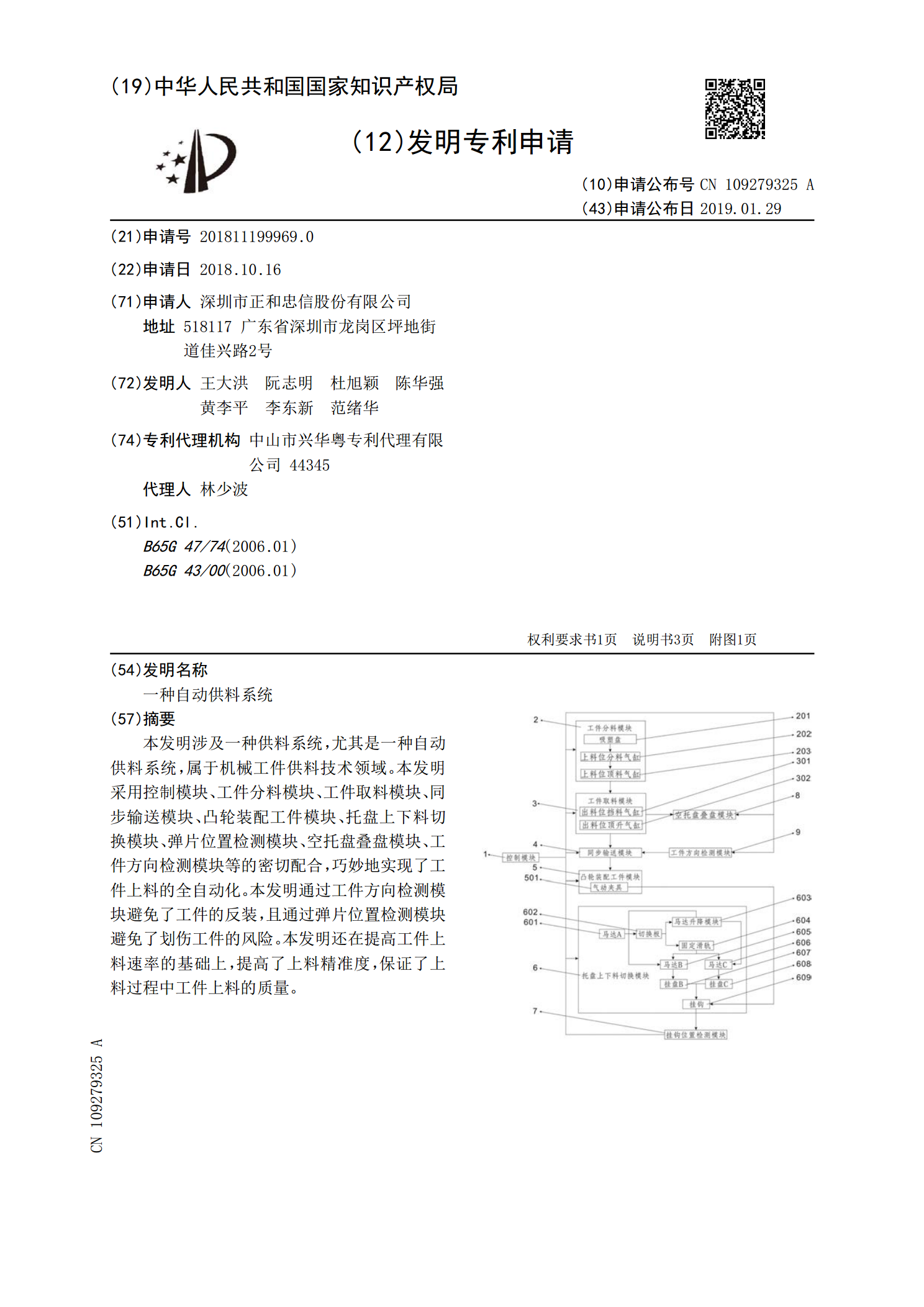
本发明涉及一种供料系统,尤其是一种自动供料系统,属于机械工件供料技术领域。本发明采用控制模块、工件分料模块、工件取料模块、同步输送模块、凸轮装配工件模块、托盘上下料切换模块、弹片位置检测模块、空托盘叠盘模块、工件方向检测模块等的密切配合,巧妙地实现了工件上料的全自动化。本发明通过工件方向检测模块避免了工件的反装,且通过弹片位置检测模块避免了划伤工件的风险。本发明还在提高工件上料速率的基础上,提高了上料精准度,保证了上料过程中工件上料的质量。

自动供料系统.pdf
一种自动供料系统,用于布置多种具有不同形状的零部件。存储装置包括装载有零部件的带载存储装置和没有装载零部件的空载存储装置。第一输送装置包括:两个相对的第一支撑架;装载输送装置,安装在第一支撑架之间,并被构造成将空载存储装置输送到装载位置,以接受零部件,使得空载存储装置转换成装载存储装置;以及卸载输送装置,安装在第一支撑架之间,并被构造成接收来自于装载位置的装载存储装置,在利用拾取装置将所述零部件拾取之后,将空载存储装置输送到装载输送装置。可以分别控制空载存储装置和装载存储装置的移动速度,从而提高输送存储装
一种自动点胶机的供料系统.pdf
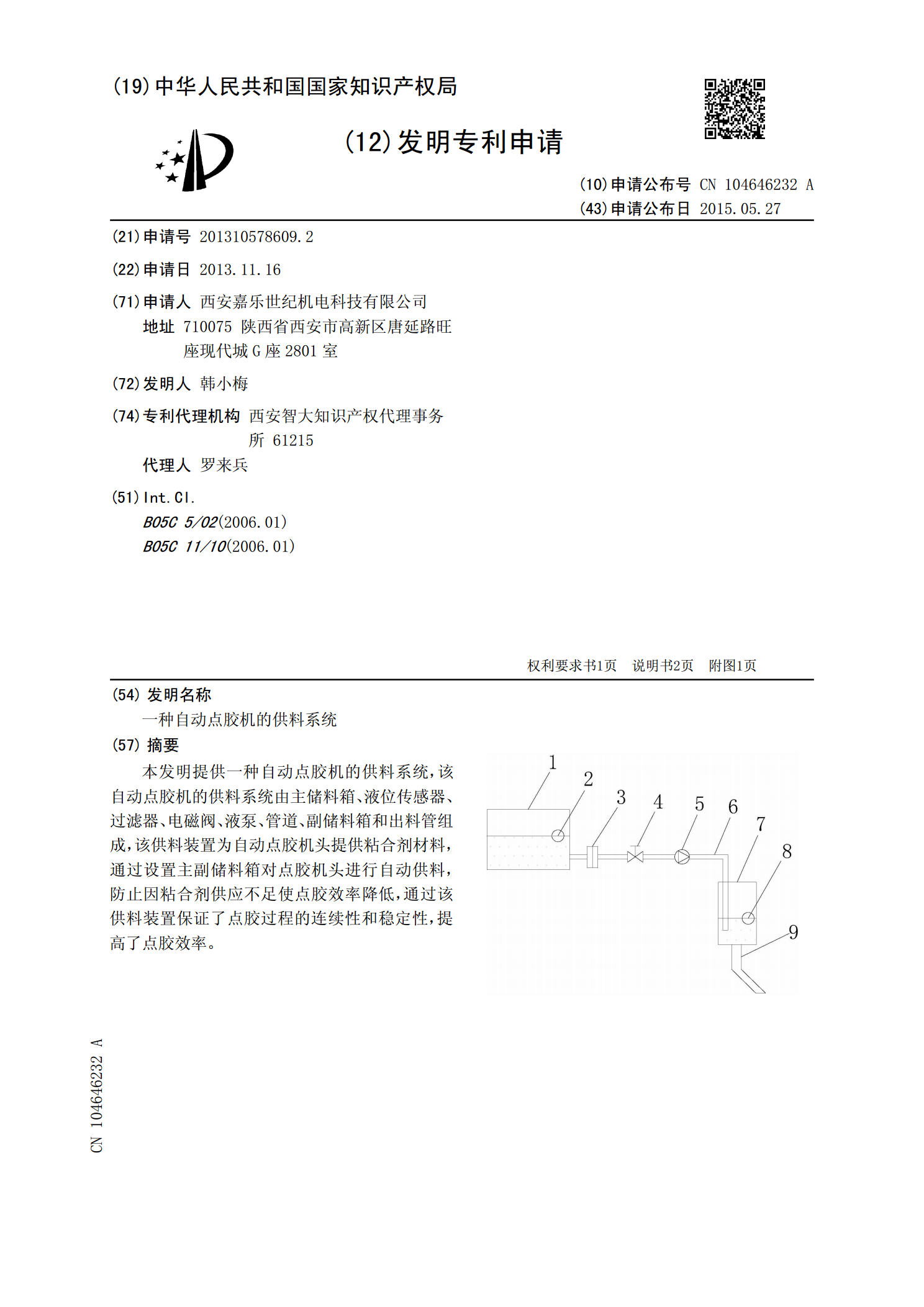
本发明提供一种自动点胶机的供料系统,该自动点胶机的供料系统由主储料箱、液位传感器、过滤器、电磁阀、液泵、管道、副储料箱和出料管组成,该供料装置为自动点胶机头提供粘合剂材料,通过设置主副储料箱对点胶机头进行自动供料,防止因粘合剂供应不足使点胶效率降低,通过该供料装置保证了点胶过程的连续性和稳定性,提高了点胶效率。
一种PCB板自动供料系统.pdf
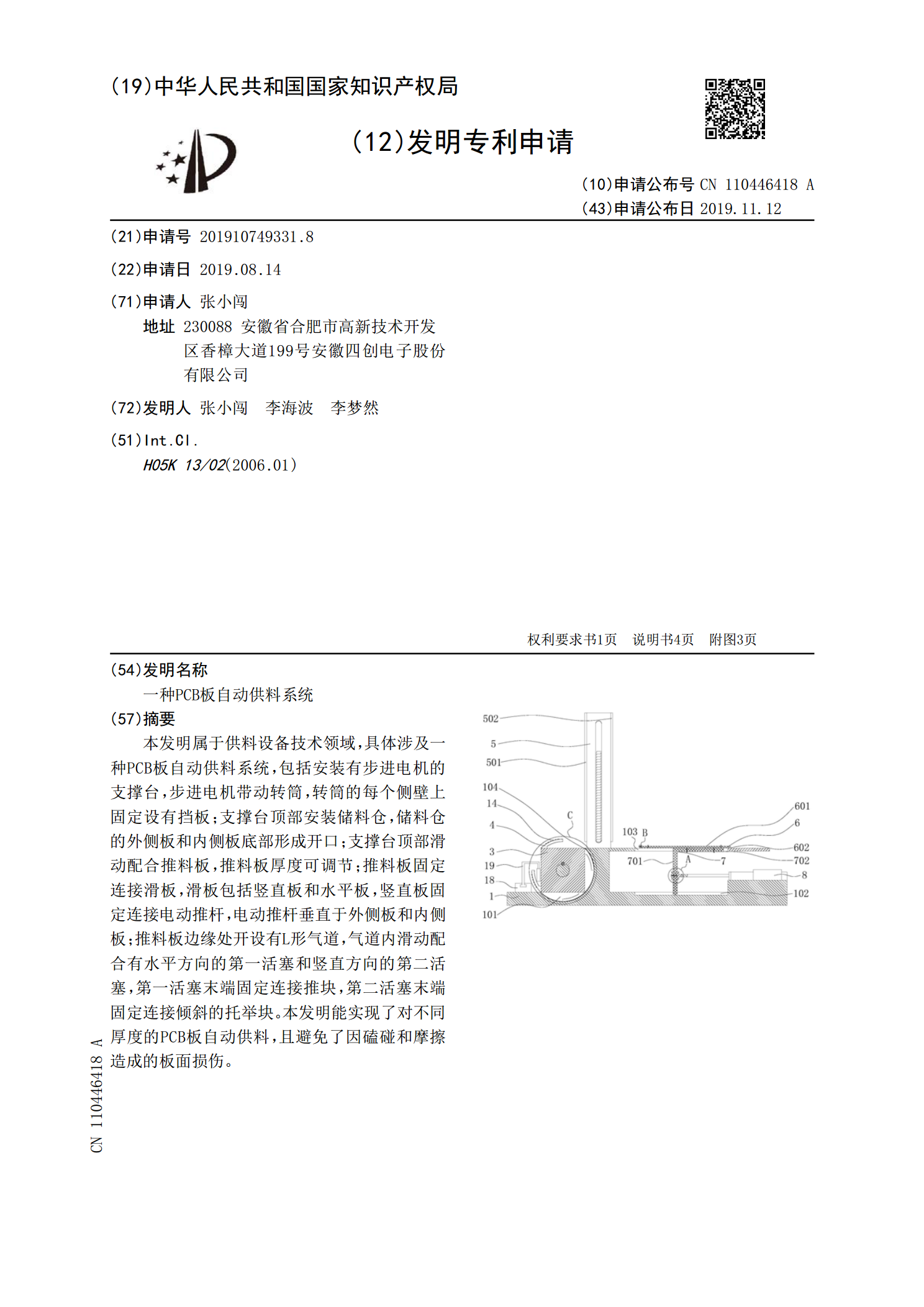
本发明属于供料设备技术领域,具体涉及一种PCB板自动供料系统,包括安装有步进电机的支撑台,步进电机带动转筒,转筒的每个侧壁上固定设有挡板;支撑台顶部安装储料仓,储料仓的外侧板和内侧板底部形成开口;支撑台顶部滑动配合推料板,推料板厚度可调节;推料板固定连接滑板,滑板包括竖直板和水平板,竖直板固定连接电动推杆,电动推杆垂直于外侧板和内侧板;推料板边缘处开设有L形气道,气道内滑动配合有水平方向的第一活塞和竖直方向的第二活塞,第一活塞末端固定连接推块,第二活塞末端固定连接倾斜的托举块。本发明能实现了对不同厚度的P

自动供料系统的设计.doc
南京信息职业技术学院毕业设计论文作者学号21014X25系部机电学院专业机电一体化技术题目自动供料系统的设计指导教师评阅教师完成时间:2013年4月22日毕业设计(论文)中文摘要题目:提升机摘要:目前,现代工业控制设备(PLC、变频器、触摸屏、现场总线、上位机)在电子产品装配线的应用越来越普及,随着技术进步和设备更新,对现场技术人员和维护人员的要求也越来越高。不能充分结合现场工艺发挥功能和效益,尤其在设备出现故障时,不能快速有效地判断和处理故障,影响了正常生产秩序。采用变频控制的提升电机,其优越的制动可以