
一种新型数控干切滚齿机.pdf

桂香****盟主


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型数控干切滚齿机.pdf
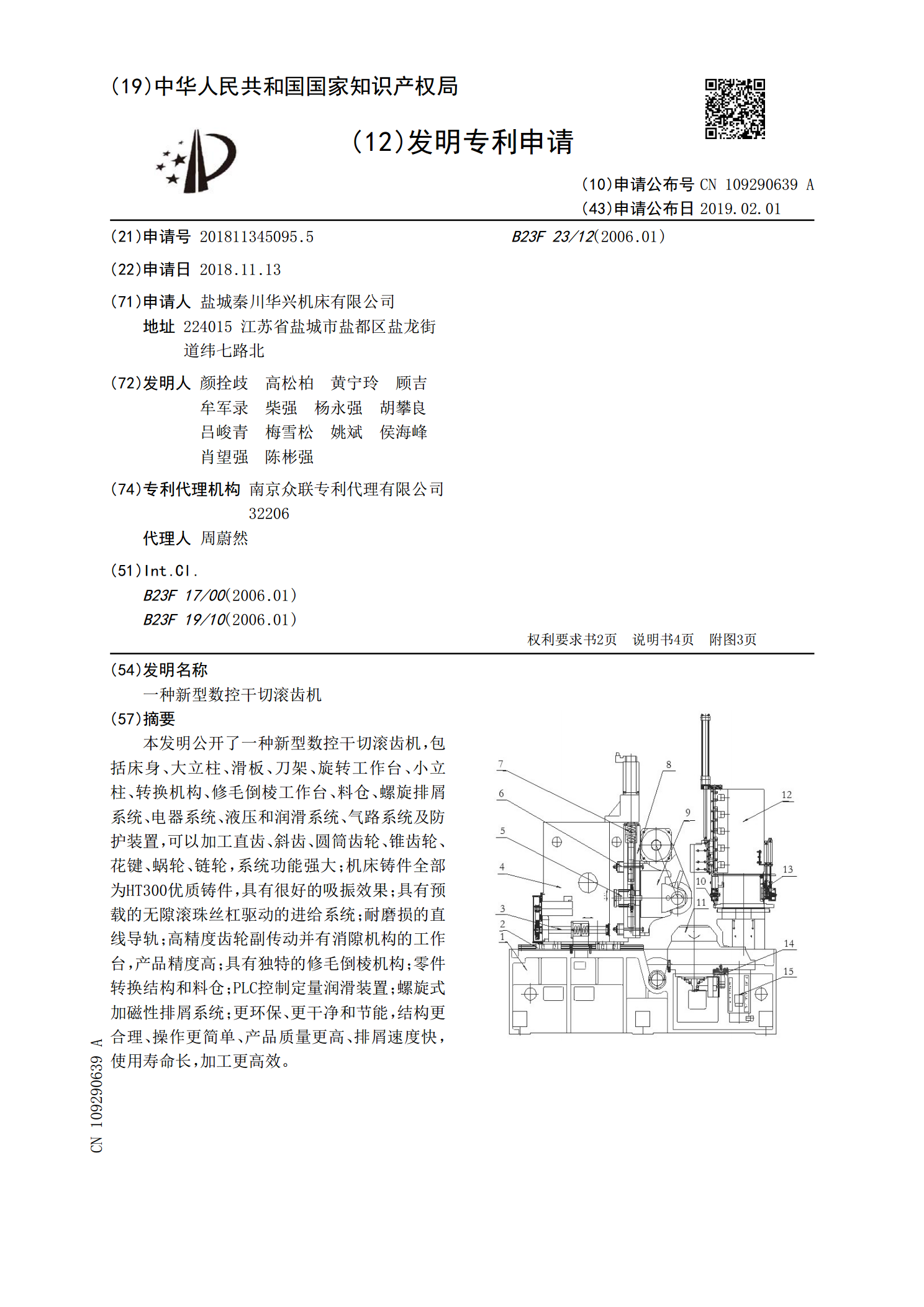
本发明公开了一种新型数控干切滚齿机,包括床身、大立柱、滑板、刀架、旋转工作台、小立柱、转换机构、修毛倒棱工作台、料仓、螺旋排屑系统、电器系统、液压和润滑系统、气路系统及防护装置,可以加工直齿、斜齿、圆筒齿轮、锥齿轮、花键、蜗轮、链轮,系统功能强大;机床铸件全部为HT300优质铸件,具有很好的吸振效果;具有预载的无隙滚珠丝杠驱动的进给系统;耐磨损的直线导轨;高精度齿轮副传动并有消隙机构的工作台,产品精度高;具有独特的修毛倒棱机构;零件转换结构和料仓;PLC控制定量润滑装置;螺旋式加磁性排屑系统;更环保、更干
一种切卧式数控滚齿机.pdf
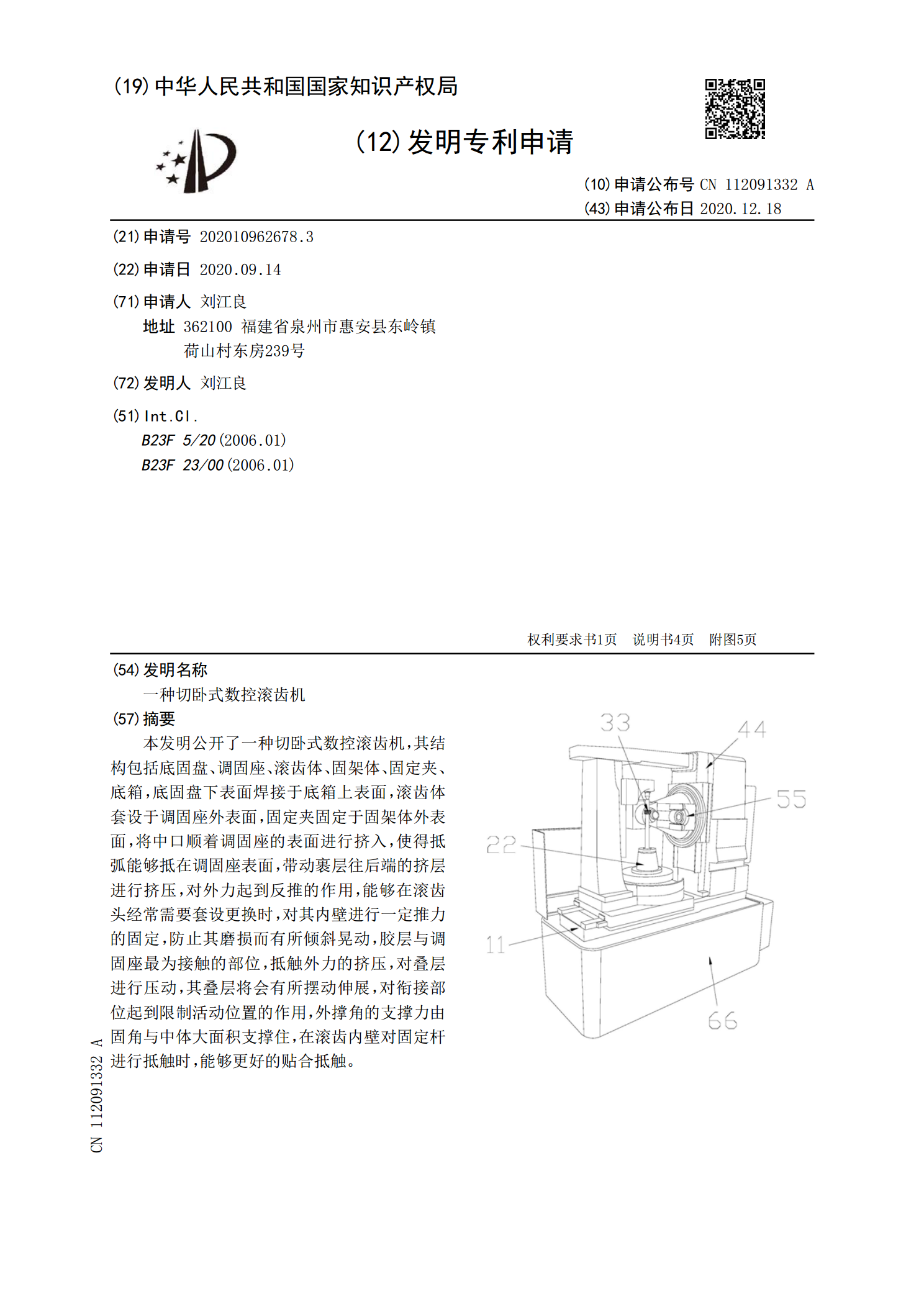
本发明公开了一种切卧式数控滚齿机,其结构包括底固盘、调固座、滚齿体、固架体、固定夹、底箱,底固盘下表面焊接于底箱上表面,滚齿体套设于调固座外表面,固定夹固定于固架体外表面,将中口顺着调固座的表面进行挤入,使得抵弧能够抵在调固座表面,带动裹层往后端的挤层进行挤压,对外力起到反推的作用,能够在滚齿头经常需要套设更换时,对其内壁进行一定推力的固定,防止其磨损而有所倾斜晃动,胶层与调固座最为接触的部位,抵触外力的挤压,对叠层进行压动,其叠层将会有所摆动伸展,对衔接部位起到限制活动位置的作用,外撑角的支撑力由固角与
一种高速干切滚齿机用转台.pdf
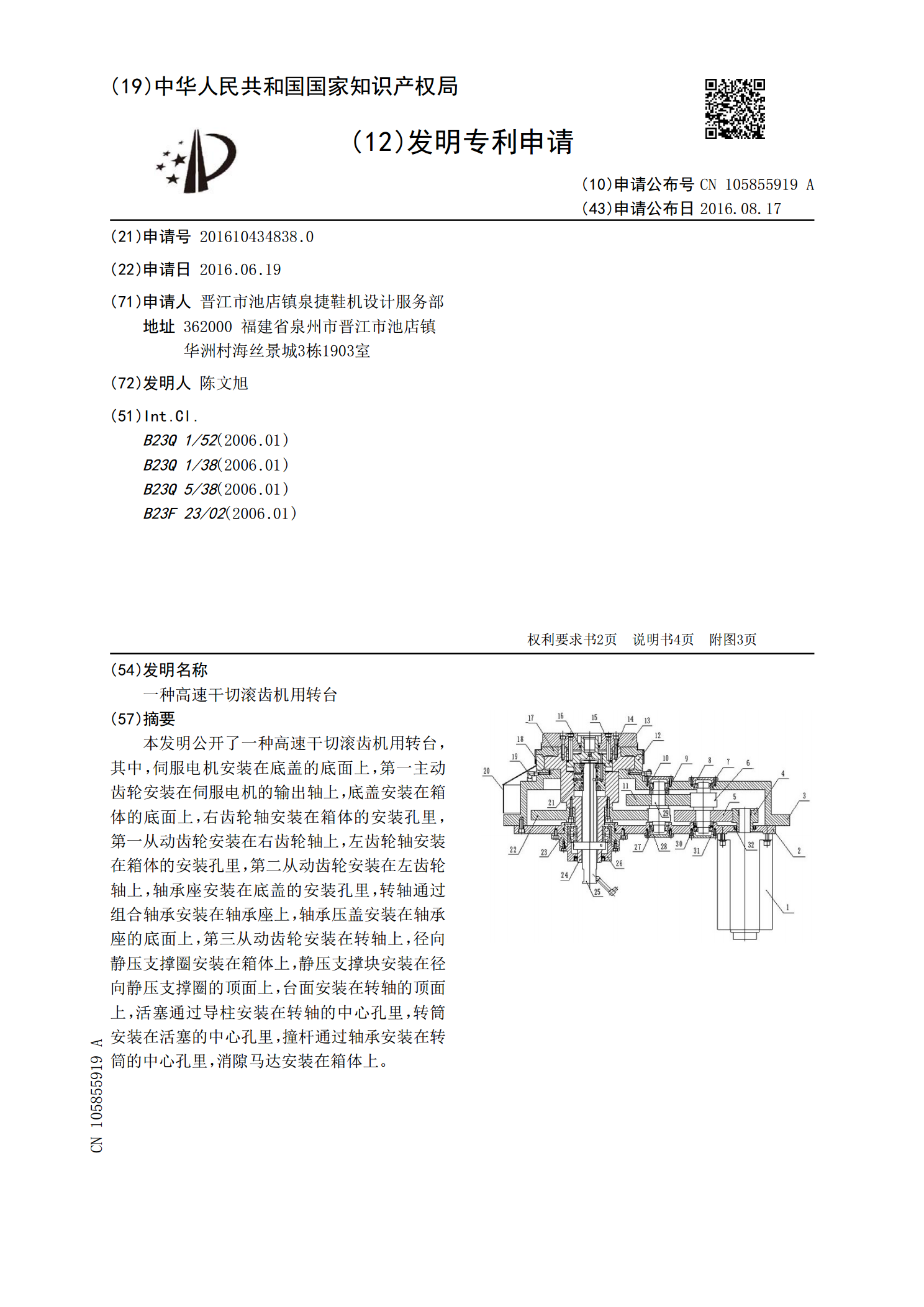
本发明公开了一种高速干切滚齿机用转台,其中,伺服电机安装在底盖的底面上,第一主动齿轮安装在伺服电机的输出轴上,底盖安装在箱体的底面上,右齿轮轴安装在箱体的安装孔里,第一从动齿轮安装在右齿轮轴上,左齿轮轴安装在箱体的安装孔里,第二从动齿轮安装在左齿轮轴上,轴承座安装在底盖的安装孔里,转轴通过组合轴承安装在轴承座上,轴承压盖安装在轴承座的底面上,第三从动齿轮安装在转轴上,径向静压支撑圈安装在箱体上,静压支撑块安装在径向静压支撑圈的顶面上,台面安装在转轴的顶面上,活塞通过导柱安装在转轴的中心孔里,转筒安装在活塞

一种干切数控滚齿机床径向热变形误差在机实时补偿方法.pdf
本发明公开一种干切数控滚齿机床径向热变形误差在机实时补偿方法,其特征在于,利用红外温度传感器和激光位移传感器分别在线测量刚加工完齿轮工件的温度和齿根圆尺寸,该补偿方法同时考虑了被加工齿轮工件的热膨胀变形和干切数控滚齿机床径向热变形引起的被加工齿轮工件径向综合加工热变形误差;通过建立齿轮工件温度和齿根圆尺寸与干切数控滚齿机床径向热变形误差之间的关系模型,实现了干切数控滚齿机床径向热变形误差的在机实时补偿。

对角滚切三轴数控滚齿机.pdf
本发明涉及一种用窜刀刀架代替切向刀架实现对角滚切的三轴数控滚齿机。解决了现有技术中三轴数控滚齿机的Y轴和C轴不能实现联动无法保证正常分齿的问题,包括床身、立柱机构、滚切刀架机构和工作台机构,升降立柱机构包括Z轴,滚切刀架内的滚轴绕自身旋转,工作台沿分别垂直Z轴和Y轴的X轴移动和绕与Z轴平行的C轴旋转,滚轴由主电机驱动旋转,Z轴由Z轴伺服电机驱动,滚切刀架由Y轴伺服电机驱动,工作台由X轴伺服电机驱动,滚切刀架沿Z轴的轴向移动和沿Y轴的轴向移动速度相等形成联动;立柱机构的输出端设有第一齿轮副,主电机