
一种矿用牙轮钻头钢齿牙轮制造工艺.pdf

Ja****20


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种矿用牙轮钻头钢齿牙轮制造工艺.pdf
本发明公开了一种矿用牙轮钻头钢齿牙轮制造工艺,包括以下几个步骤:步骤一、下料采用15CrNi3Mo钢,下料时避开切割点;步骤二、锻造:采用锻造机械对胚料进行高温锻造,锻造温度达到1000‑1200摄氏度;步骤三、正火:将步骤二中获得到胚料进行正火,正火温度问600‑800摄氏度,正火时间20‑30min;步骤四、机械加工:采用机床对整体进行精加工,加工过程中切削预料为0.1‑0.5mm,步骤五、渗碳;步骤六、热处理:对渗碳完成后的工件进行多次交错的淬火和回火,使得内部结构细密;步骤七、清洗。本发明能够快速

对牙轮钻头固齿工艺的探讨.docx
对牙轮钻头固齿工艺的探讨牙轮钻头固齿工艺的探讨摘要:牙轮钻头是一种用于加工各种金属材料的钻孔工具,其寿命和性能直接影响到加工质量和效率。固齿工艺是牙轮钻头加工中的一项重要工艺,通过固齿工艺可以提高牙轮钻头的使用寿命和稳定性。本文将对牙轮钻头固齿工艺进行探讨,包括固齿材料的选择、固齿方法的优化以及固齿后的性能测试等方面。第一部分:引言牙轮钻头是一种常用的金属加工工具,广泛应用于机械加工、汽车制造、航空航天等领域。牙轮钻头的寿命和性能对加工质量和效率有重要影响,而固齿工艺作为提高牙轮钻头性能的重要手段,引起了

矿用牙轮钻头结构.pdf
本发明提供一种矿用牙轮钻头结构,包括钻头本体以及安装于其中的轴承,钻头本体上设有冷却通道,冷却通道与轴承相对,冷却通道的上部设有内螺纹,渣管设有与冷却通道内螺纹相配的外螺纹,渣管通过螺纹密封连接于冷却通道中,渣管的内部通孔的顶部设有螺孔,其螺孔与渣管螺栓相旋接形成螺纹密封连接。渣管有效阻止杂质进入轴承内部,具有注油通道,不影响到轴承内部润滑油的注入,并可在矿用钻头工作中油脂缺乏时,重复注油;可以保护轴承内部的油脂,防止油脂的泄露;安装方便,易拆卸。
镶齿牙轮钻头.pdf
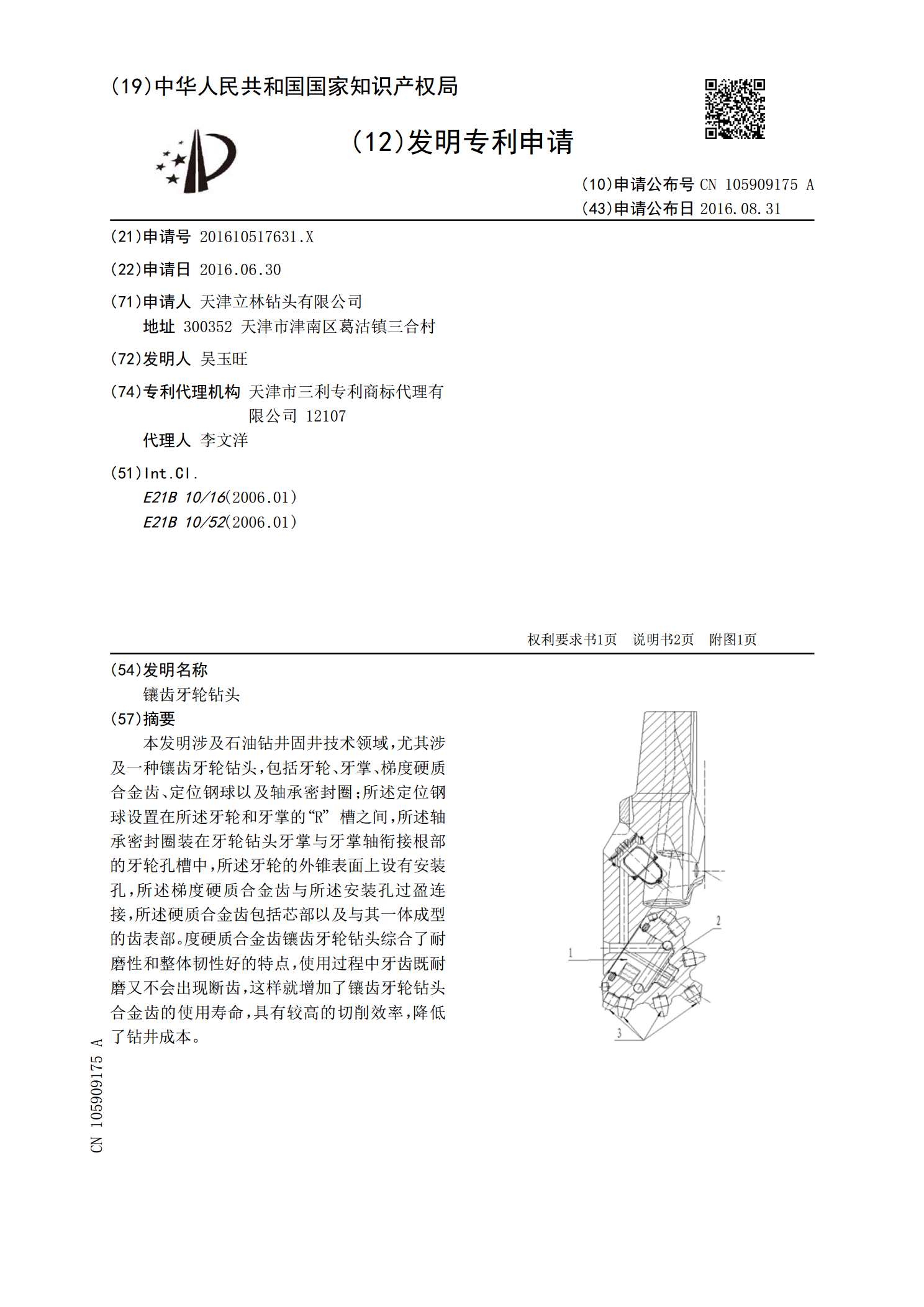
本发明涉及石油钻井固井技术领域,尤其涉及一种镶齿牙轮钻头,包括牙轮、牙掌、梯度硬质合金齿、定位钢球以及轴承密封圈;所述定位钢球设置在所述牙轮和牙掌的“R”槽之间,所述轴承密封圈装在牙轮钻头牙掌与牙掌轴衔接根部的牙轮孔槽中,所述牙轮的外锥表面上设有安装孔,所述梯度硬质合金齿与所述安装孔过盈连接,所述硬质合金齿包括芯部以及与其一体成型的齿表部。度硬质合金齿镶齿牙轮钻头综合了耐磨性和整体韧性好的特点,使用过程中牙齿既耐磨又不会出现断齿,这样就增加了镶齿牙轮钻头合金齿的使用寿命,具有较高的切削效率,降低了钻井成

一种镶齿牙轮钻头.pdf
本发明公开了一种镶齿牙轮钻头,属于石油天然气、矿山工程、建筑基础工程施工、地质、水文等钻探设备技术领域,具体的讲涉及一种牙轮钻头。包括钻头体、至少一个牙轮,所述牙轮上镶固有横镶牙齿,且横镶牙齿的齿顶偏转角α的取值范围是70°≤|α|≤90°。本发明提出一种新的结构形式,该结构形式下的牙齿以滚动碾压、劈裂的方式作用于井底岩石,尤其对于硬脆性地层、硬研磨性地层的钻进具有独特优势,在保证钻头较高破岩效率的同时,延长钻头牙齿和轴承的寿命,进而延长钻头使用寿命。