
一种轮胎胎面用橡胶组合物及其制备方法与应用.pdf

长春****主a

1/9

2/9
3/9

4/9

5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮胎胎面用橡胶组合物及其制备方法与应用.pdf
本发明公开一种轮胎胎面用橡胶组合物及其制备方法与应用,所述橡胶组合物由以下重量份的原料制成:天然橡胶100份、补强体系50‑60份、硅烷偶联剂1‑4份、氧化锌3‑5份、硬脂酸1‑3份、防老剂3‑6份、橡胶增塑剂0‑4份、防焦剂0.1‑0.3份、硫化体系2‑3.5份;补强体系包括炭黑和白炭黑,且白炭黑含量占补强体系总质量的25‑30%。本发明采用粒径较大、结构较高的N234炭黑,提高白炭黑用量,控制白炭黑和炭黑的比例在合理的范围,亦可改善橡胶的抗撕裂、耐刺扎性能;调整硫磺与促进剂的比例,控制硫化胶中多硫键和
轮胎胎面橡胶组合物及其制备方法.pdf
本发明涉及橡胶技术领域,具体地说是一种轮胎胎面橡胶组合物。以100重量份的二烯烃弹性体基准,还包含下列重量份的原料:氧化石墨烯/二氧化硅10‑90份,偶联剂0‑10份,分散剂0‑5份,炭黑2‑40份,活性剂1‑7份,防老剂1‑8份,促进剂1‑4份,硫磺1‑3份,防焦剂0.1‑1份。本发明的以氧化石墨烯/二氧化硅复合材料的方式引入氧化石墨烯,显著增大了胎面的低温柔量,即轮胎的冰雪地制动性能显著改善,同时橡胶组合物的生热显著下降,即轮胎的滚阻显著降低,同时具有改进的抗静电性能。
一种轮胎胎面橡胶组合物及其制备方法和应用.pdf
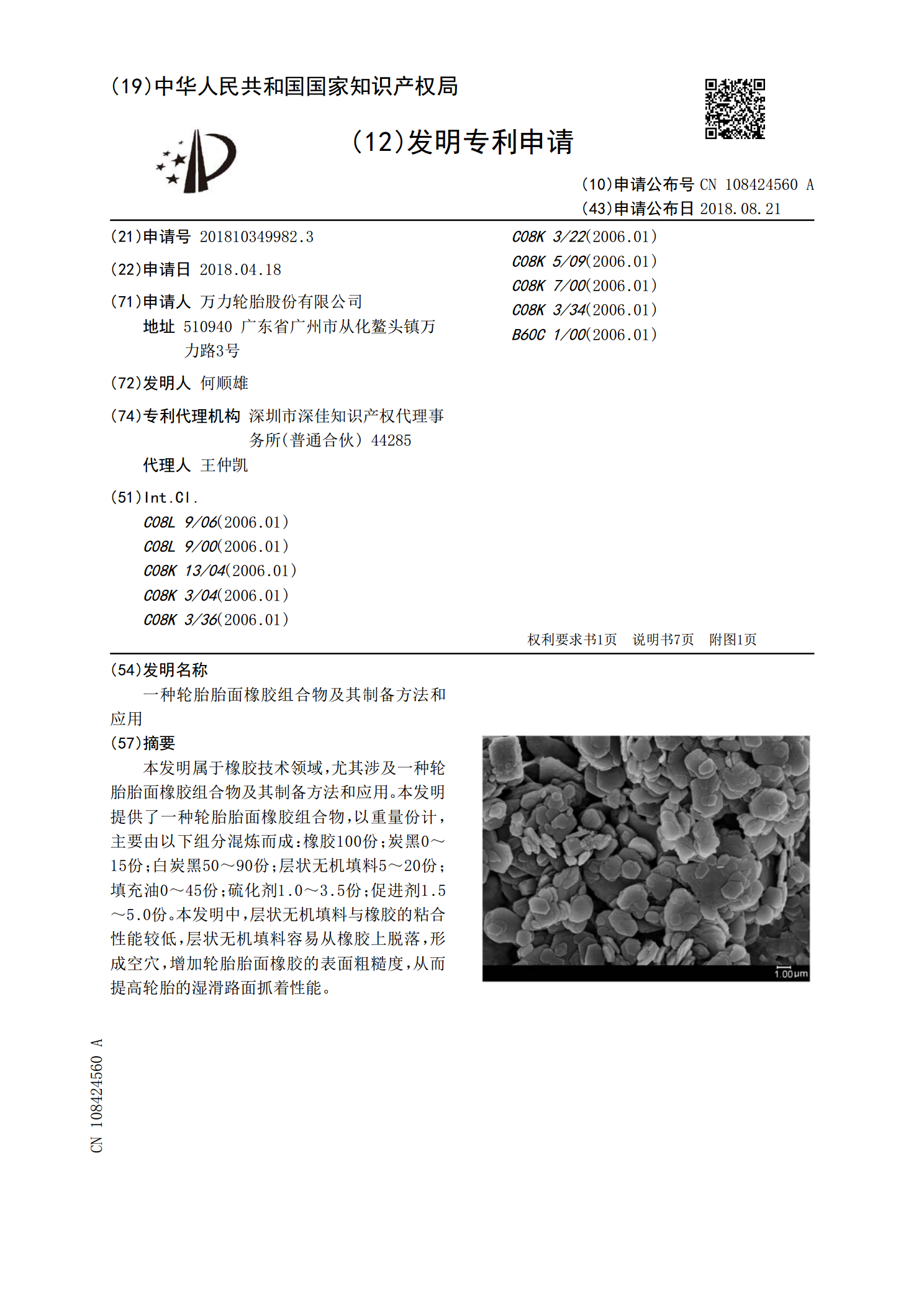
本发明属于橡胶技术领域,尤其涉及一种轮胎胎面橡胶组合物及其制备方法和应用。本发明提供了一种轮胎胎面橡胶组合物,以重量份计,主要由以下组分混炼而成:橡胶100份;炭黑0~15份;白炭黑50~90份;层状无机填料5~20份;填充油0~45份;硫化剂1.0~3.5份;促进剂1.5~5.0份。本发明中,层状无机填料与橡胶的粘合性能较低,层状无机填料容易从橡胶上脱落,形成空穴,增加轮胎胎面橡胶的表面粗糙度,从而提高轮胎的湿滑路面抓着性能。

节能轮胎胎面橡胶组合物及其制备方法.pdf
本发明涉及橡胶技术领域,具体地说是一种节能轮胎胎面橡胶组合物,以100重量份的天然橡胶为基准,以重量份计还包含:35~50份炭黑、5~15份白炭黑、2.5~3.0份氧化锌、1~3份硬脂酸、1~3份硅烷偶联剂、1.0~5.0份酰胺基枝接炭黑改性剂、1~3份N-(1,3-二甲丁基)-N’-苯基对苯二胺防老剂、1~2份2,2,4-三甲基-1,2-二氢化喹啉聚合体防老剂、1~2份防护蜡、1~1.5份硫磺、1.0~1.5份硫化促进剂、0.1~0.3份防焦剂。本发明可以降低炼胶过程能耗、降低轮胎滚动阻力、提升轮胎磨耗
一种磁悬浮轮胎胎面用的橡胶组合物及其制备方法.pdf
本发明公开了一种磁悬浮轮胎胎面用的橡胶组合物及其制备方法,所述橡胶组合物由橡胶母粒、天然橡胶、白炭黑、氧化锌、硬脂酸、硅烷偶联剂、防老剂RD、硫磺和促进剂CZ,其中橡胶母粒的原料中加入了改性纳米金刚石。本发明的橡胶组合物具有拉伸强度、断裂伸长率、定伸应力等很高的优点,并且回弹性好,能够非常轻松地回弹,以承受磁悬浮汽车紧急着陆时轮胎胎面的巨大变形,适用于磁悬浮轮胎的胎面,由其制得的磁悬浮轮胎的胎面耐磨性和稳定性都很好,具有更佳的操控性和驾驶安全性。