
一种液压动力安装汽轮发电机定子槽楔的工艺方法.pdf

Jo****63


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种液压动力安装汽轮发电机定子槽楔的工艺方法.pdf
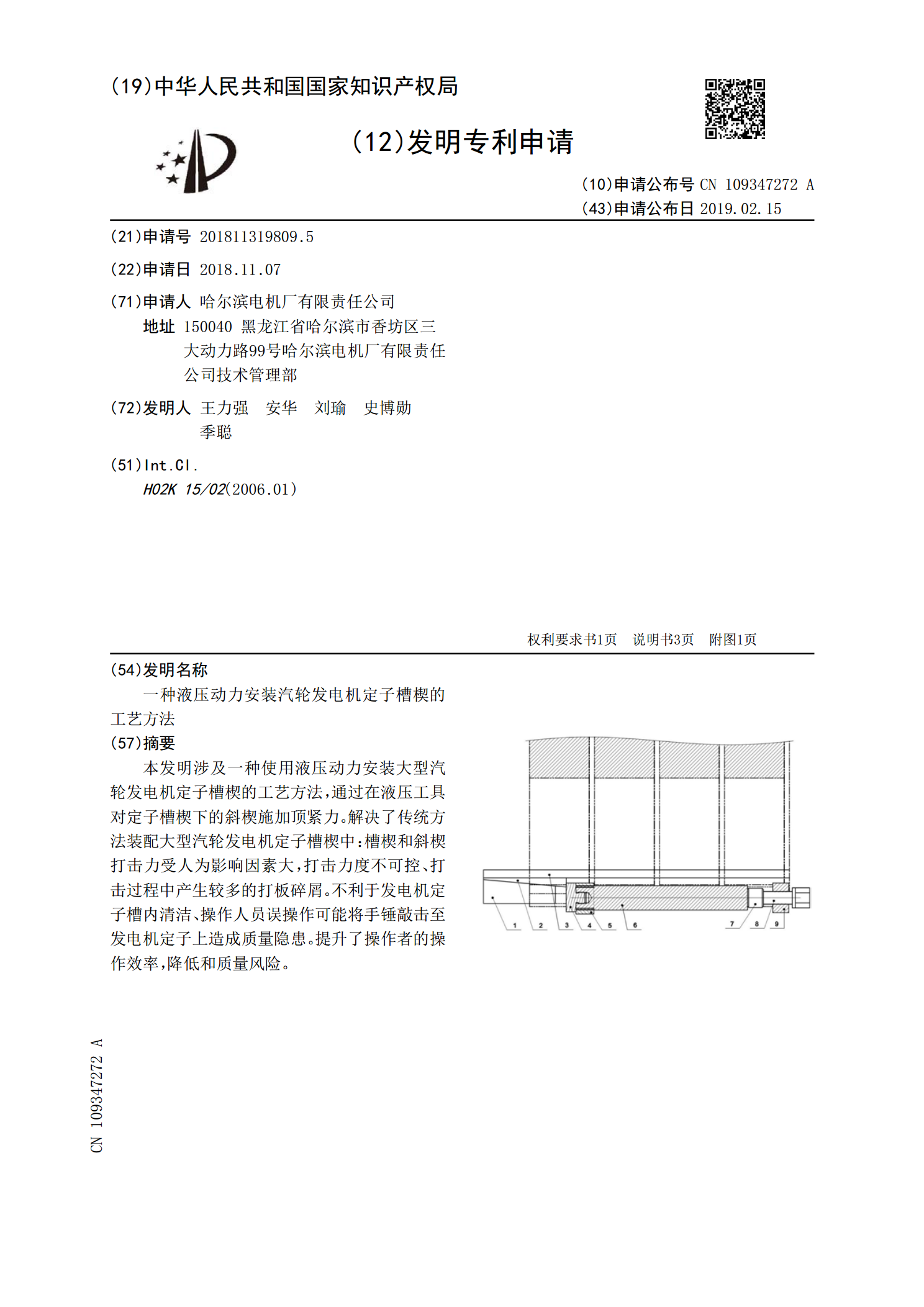
本发明涉及一种使用液压动力安装大型汽轮发电机定子槽楔的工艺方法,通过在液压工具对定子槽楔下的斜楔施加顶紧力。解决了传统方法装配大型汽轮发电机定子槽楔中:槽楔和斜楔打击力受人为影响因素大,打击力度不可控、打击过程中产生较多的打板碎屑。不利于发电机定子槽内清洁、操作人员误操作可能将手锤敲击至发电机定子上造成质量隐患。提升了操作者的操作效率,降低和质量风险。

汽轮发电机定子槽楔检测方法.pdf
定子槽楔是汽轮发电机槽内重要绝缘材料及结构部件,其性能的好坏直接决定了发电机定子线圈的使用寿命。本发明公开了一种定子槽楔的检测方法。本发明通过一系列的性能分析试验,得到相关的数据,再经过数据处理和数理分析比较规定经验值,得到合理地、科学地定子槽楔的性能评价。提出了一种以模拟现实条件下的检测方法,根据定子槽楔的机械性能变化来考核槽楔在槽内运行稳定性。该检测方法主要针对于定子槽楔的机械应力,应变变化,从而保证该材料在定子槽内的使用寿命及安全,保障汽轮发电机的正常运行。同时研发出定子槽楔耐剪切性试验专用试验夹具

电机定子槽楔安装工艺流程.doc
脱硫浆液循环泵电机定子槽楔安装工艺1.技术要求1.1定子槽楔拆除1.1.1拆除前先用树脂板或胶皮保护好定子端部绕组防止人员踩踏或敲打时碰伤。1.1.2由于定子槽楔每槽有两根拆除时用打楔板和木槌按隔一槽一打的方法,保证每根定子线棒都留有一根槽楔。1.1.3由于定子槽楔每槽有两根在分离过程中切勿伤到定子铁芯和定子线棒绝缘。1.1.4每拆除一根槽楔应及时清理槽内杂物,检查定子线棒绝缘是否有破损一经发现及时处理。2.1装配前检查2.1.1装配前,应检查槽楔的规格、型号是否与所选用的相配合;并测量槽楔的几何尺寸与槽

大型汽轮发电机的定子主副槽楔.pdf
本发明涉及大型汽轮发电机的定子主副槽楔,所述定子主副槽楔为上下两层的双槽楔结构,上层槽楔(1)为副槽楔,下层槽楔(2)为主槽楔,上层槽楔的上表面与槽口齐平,或上层槽楔的上表面略低于槽口。本发明所述的大型汽轮发电机的定子主副槽楔,可以有效地降低发电机转子的损耗和局部高温,减少发电机气隙磁场的谐波含量,避免了发电机端部结构件温度过高对发电机造成的影响,提高了发电机的安全与稳定运行的能力。
一种定子槽楔拆装装置.pdf
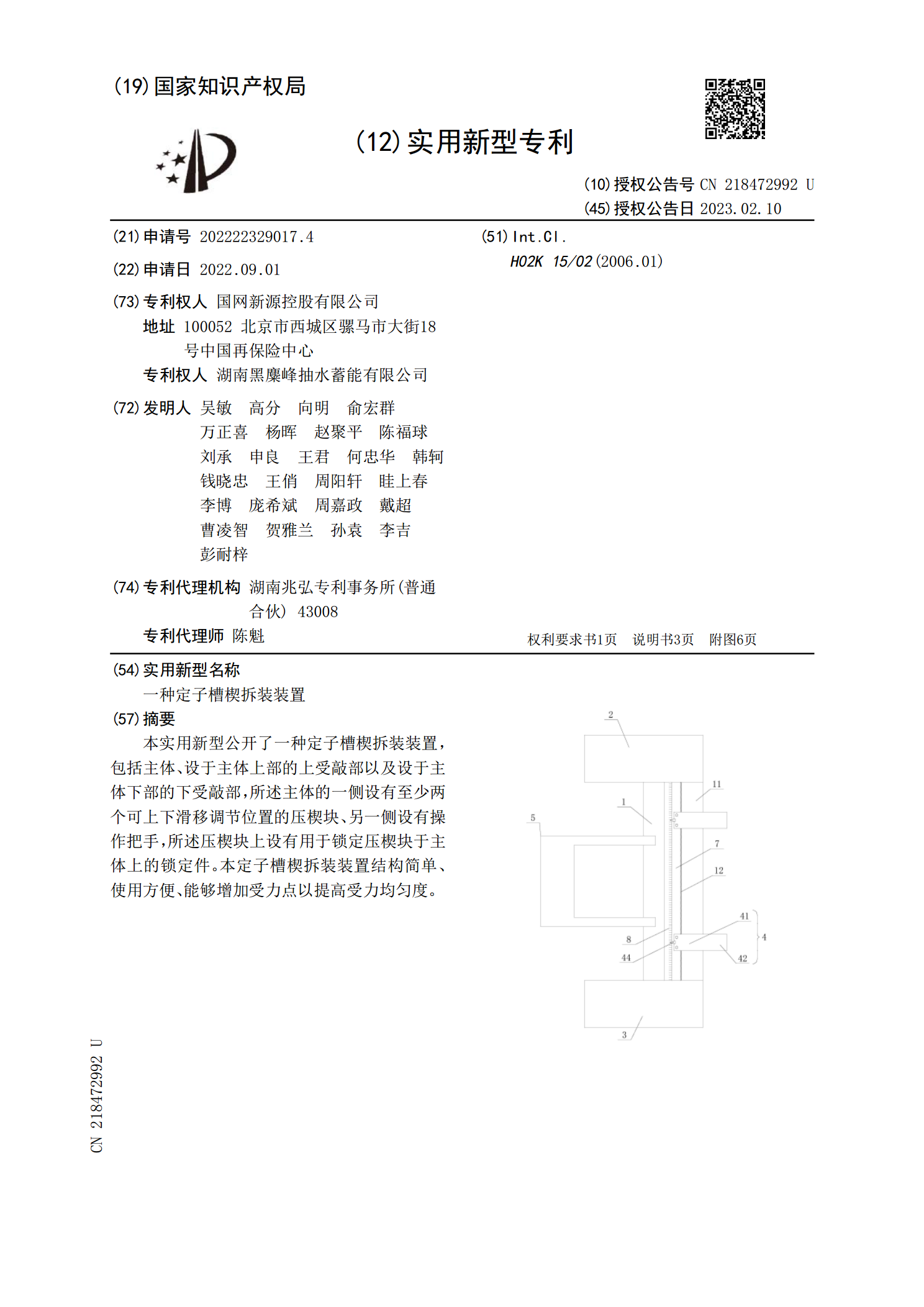
本实用新型公开了一种定子槽楔拆装装置,包括主体、设于主体上部的上受敲部以及设于主体下部的下受敲部,所述主体的一侧设有至少两个可上下滑移调节位置的压楔块、另一侧设有操作把手,所述压楔块上设有用于锁定压楔块于主体上的锁定件。本定子槽楔拆装装置结构简单、使用方便、能够增加受力点以提高受力均匀度。