
收线盘装卸装置.pdf

努力****爱静

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
收线盘装卸装置.pdf
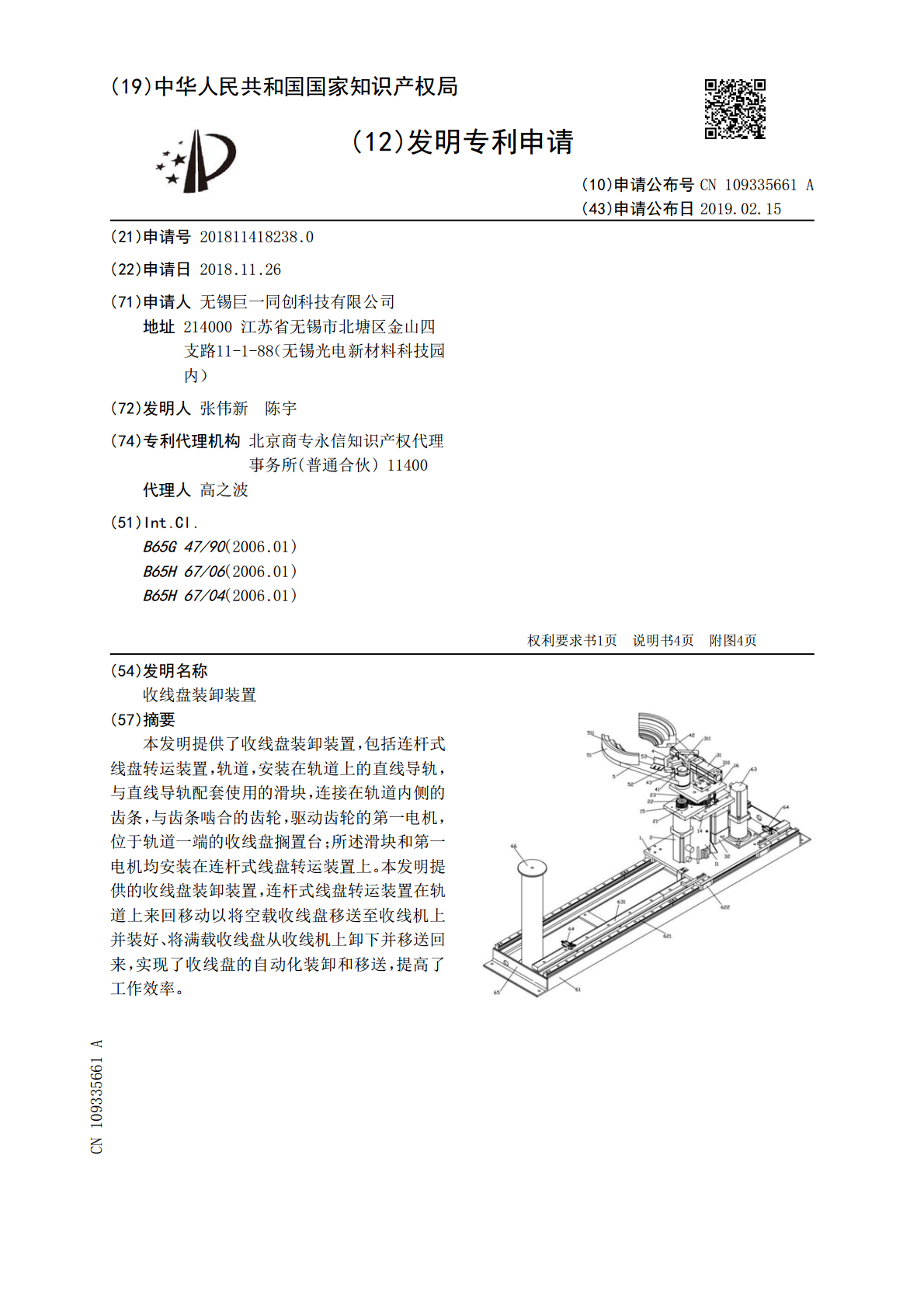
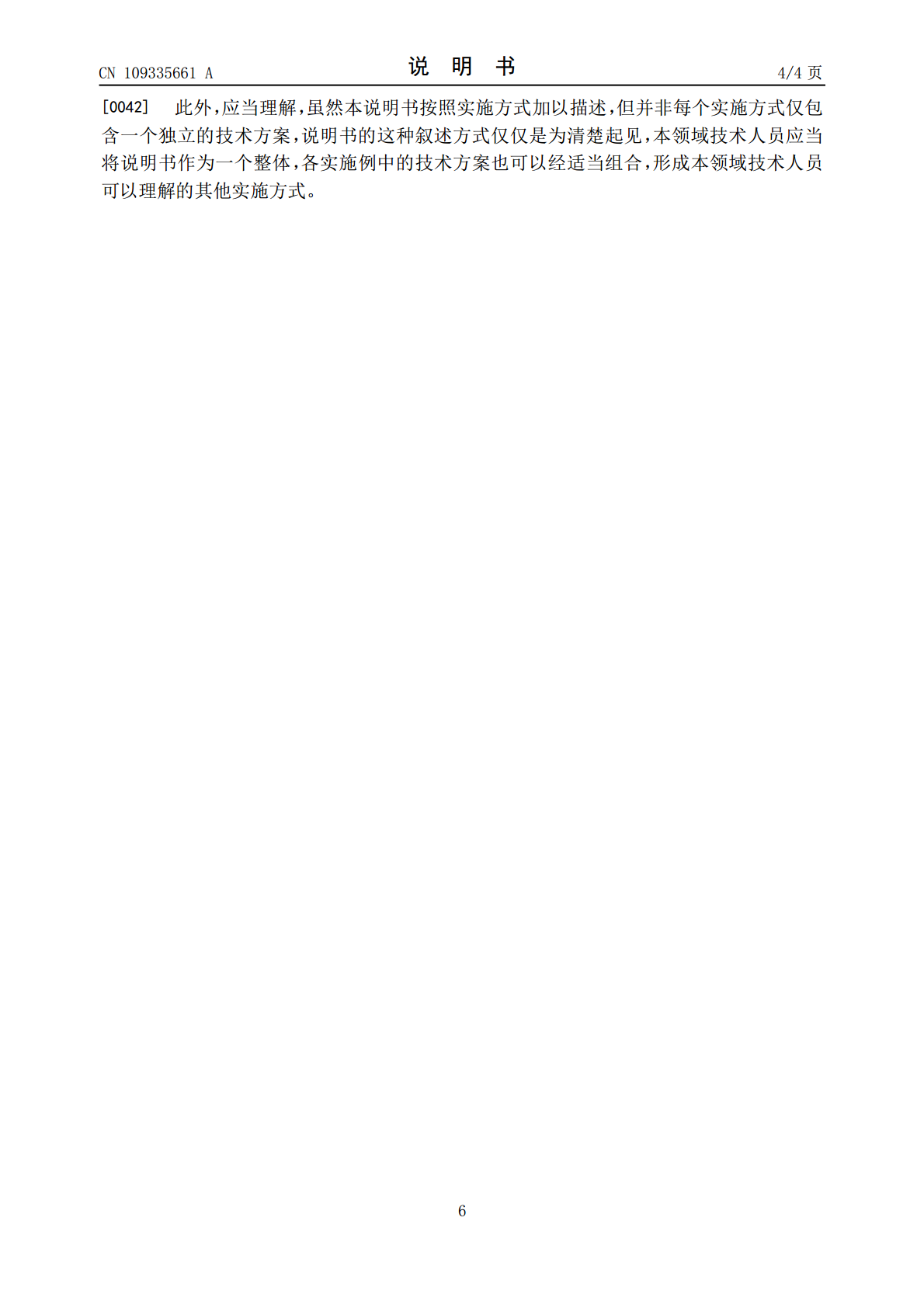
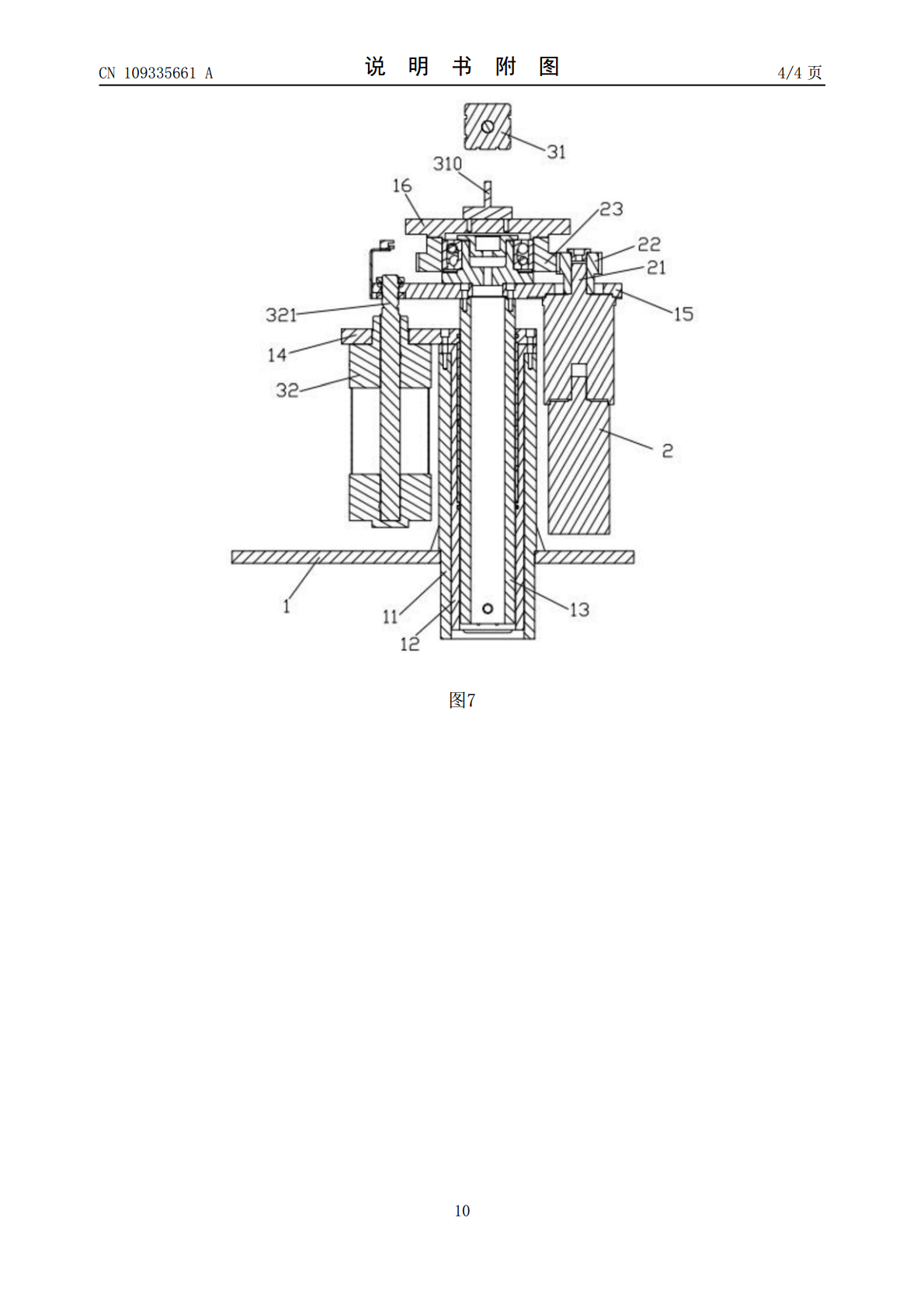
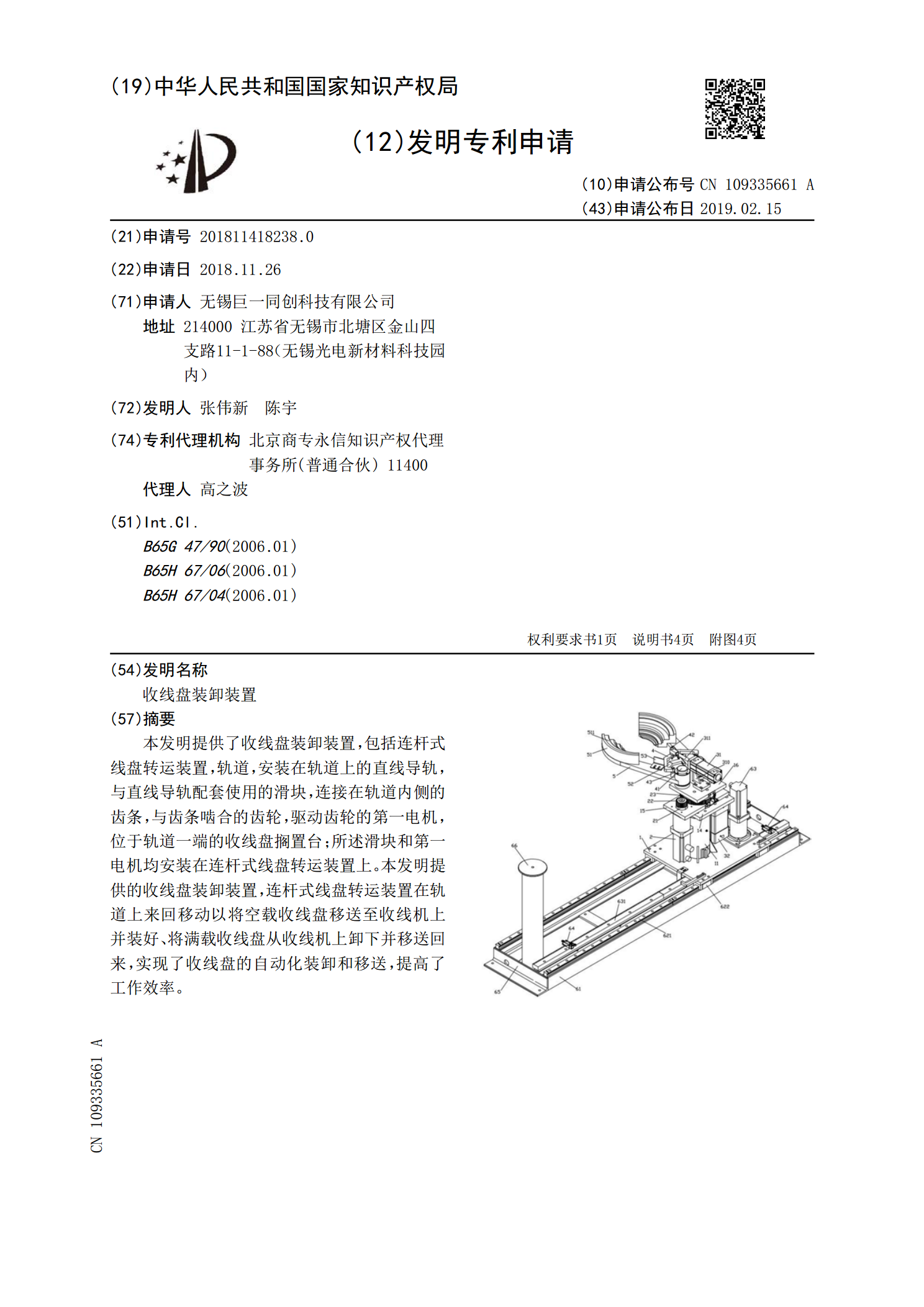
本发明提供了收线盘装卸装置,包括连杆式线盘转运装置,轨道,安装在轨道上的直线导轨,与直线导轨配套使用的滑块,连接在轨道内侧的齿条,与齿条啮合的齿轮,驱动齿轮的第一电机,位于轨道一端的收线盘搁置台;所述滑块和第一电机均安装在连杆式线盘转运装置上。本发明提供的收线盘装卸装置,连杆式线盘转运装置在轨道上来回移动以将空载收线盘移送至收线机上并装好、将满载收线盘从收线机上卸下并移送回来,实现了收线盘的自动化装卸和移送,提高了工作效率。
双盘收线装置及收线方法.pdf
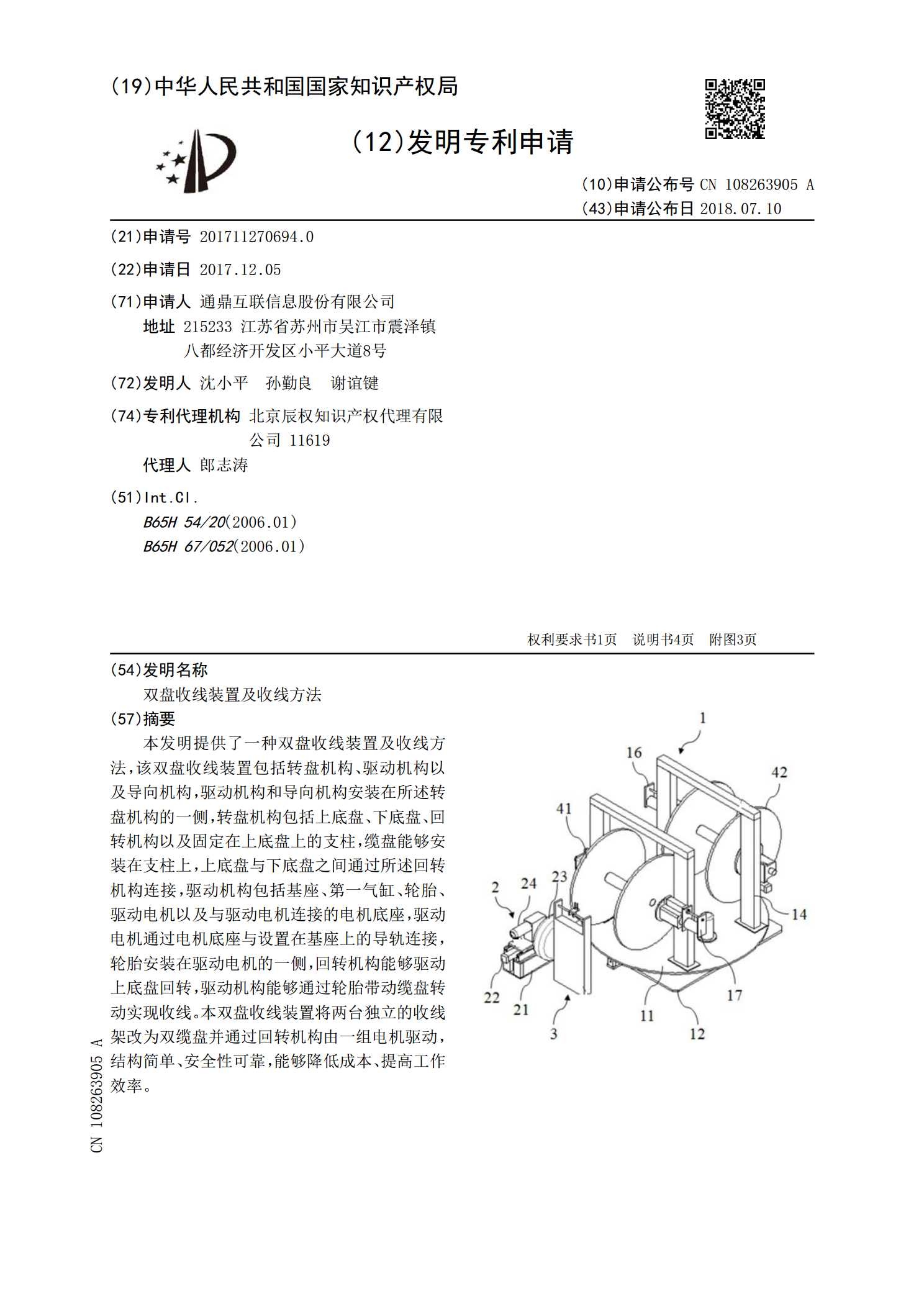
本发明提供了一种双盘收线装置及收线方法,该双盘收线装置包括转盘机构、驱动机构以及导向机构,驱动机构和导向机构安装在所述转盘机构的一侧,转盘机构包括上底盘、下底盘、回转机构以及固定在上底盘上的支柱,缆盘能够安装在支柱上,上底盘与下底盘之间通过所述回转机构连接,驱动机构包括基座、第一气缸、轮胎、驱动电机以及与驱动电机连接的电机底座,驱动电机通过电机底座与设置在基座上的导轨连接,轮胎安装在驱动电机的一侧,回转机构能够驱动上底盘回转,驱动机构能够通过轮胎带动缆盘转动实现收线。本双盘收线装置将两台独立的收线架改为双
立式收线盘定位装置.pdf
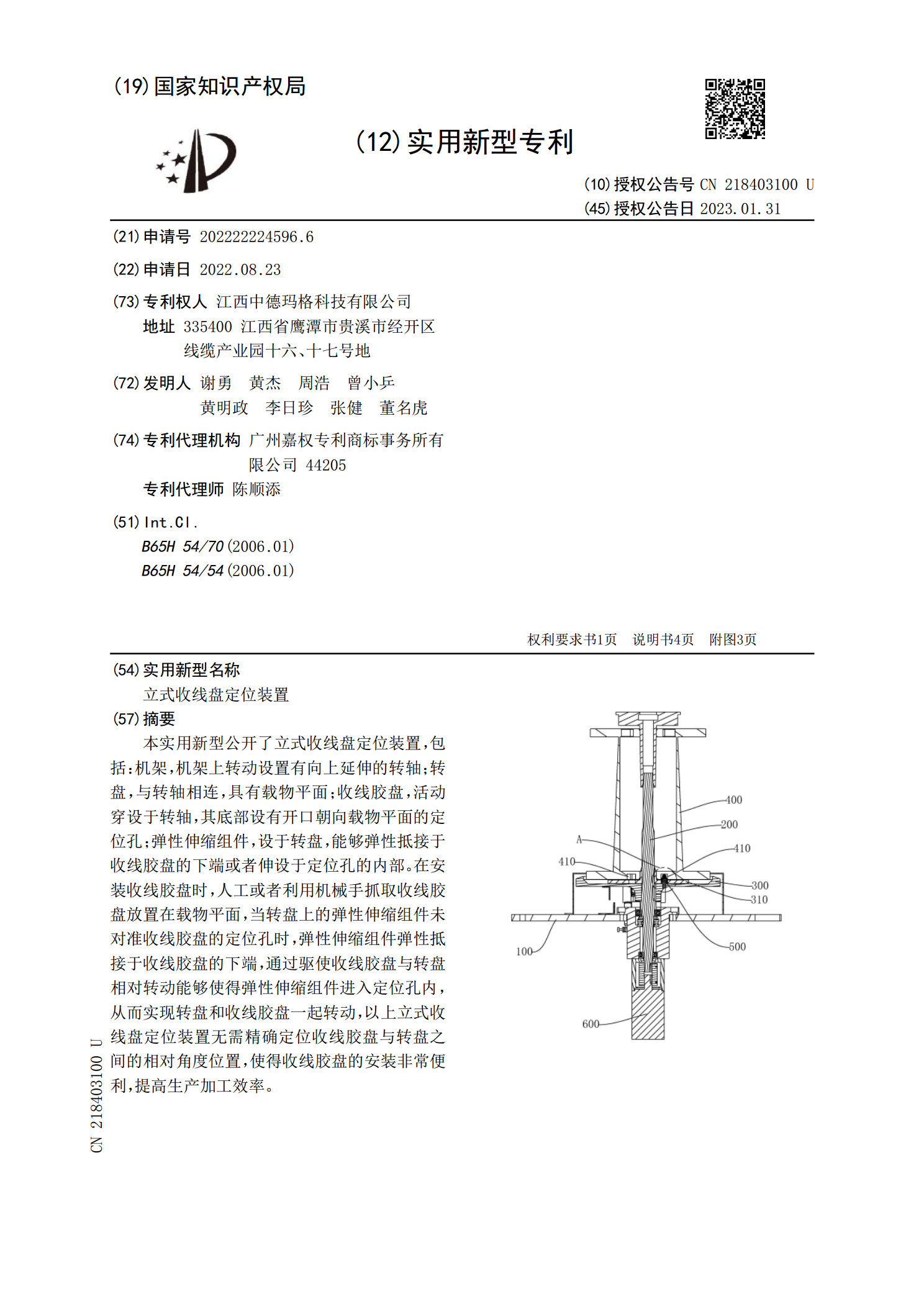
本实用新型公开了立式收线盘定位装置,包括:机架,机架上转动设置有向上延伸的转轴;转盘,与转轴相连,具有载物平面;收线胶盘,活动穿设于转轴,其底部设有开口朝向载物平面的定位孔;弹性伸缩组件,设于转盘,能够弹性抵接于收线胶盘的下端或者伸设于定位孔的内部。在安装收线胶盘时,人工或者利用机械手抓取收线胶盘放置在载物平面,当转盘上的弹性伸缩组件未对准收线胶盘的定位孔时,弹性伸缩组件弹性抵接于收线胶盘的下端,通过驱使收线胶盘与转盘相对转动能够使得弹性伸缩组件进入定位孔内,从而实现转盘和收线胶盘一起转动,以上立式收线盘
一种收线盘装置.pdf
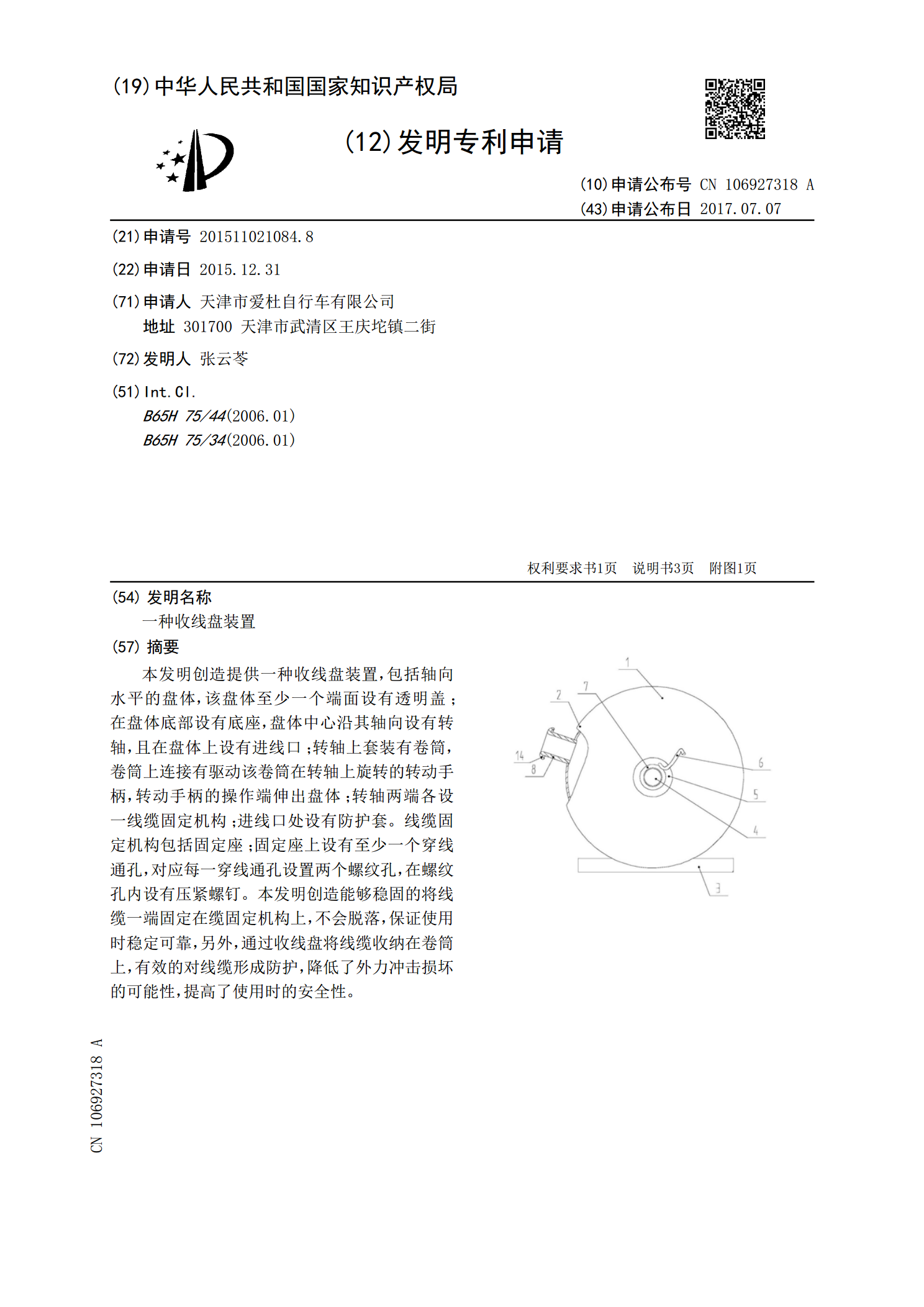
本发明创造提供一种收线盘装置,包括轴向水平的盘体,该盘体至少一个端面设有透明盖;在盘体底部设有底座,盘体中心沿其轴向设有转轴,且在盘体上设有进线口;转轴上套装有卷筒,卷筒上连接有驱动该卷筒在转轴上旋转的转动手柄,转动手柄的操作端伸出盘体;转轴两端各设一线缆固定机构;进线口处设有防护套。线缆固定机构包括固定座;固定座上设有至少一个穿线通孔,对应每一穿线通孔设置两个螺纹孔,在螺纹孔内设有压紧螺钉。本发明创造能够稳固的将线缆一端固定在缆固定机构上,不会脱落,保证使用时稳定可靠,另外,通过收线盘将线缆收纳在卷筒上

盘铣刀装卸装置.pdf
一种盘铣刀装卸装置,包括支架、升降轴、托刀盘和手轮;所述支架包括由若干条形制件固连成的框脚和固定在所述框脚上端中央的、其上设有竖直螺孔的连接螺块;所述托刀盘升降轴的下端与连接螺块螺纹连接,升降轴的上端与托刀盘铰接;所述手轮与升降轴固连于托刀盘的下方。使用时,所述盘铣刀装卸装置放在铣床的工作台上,用于盘铣刀与铣床的连接于拆卸作业,可以降低盘铣刀在铣床上的装卸难度,有利于提高盘铣刀的装卸效率和安全性,具有结构简单、使用方便的优点。