
滚丝闭环控制方法及装置.pdf

雨巷****莺莺

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
滚丝闭环控制方法及装置.pdf
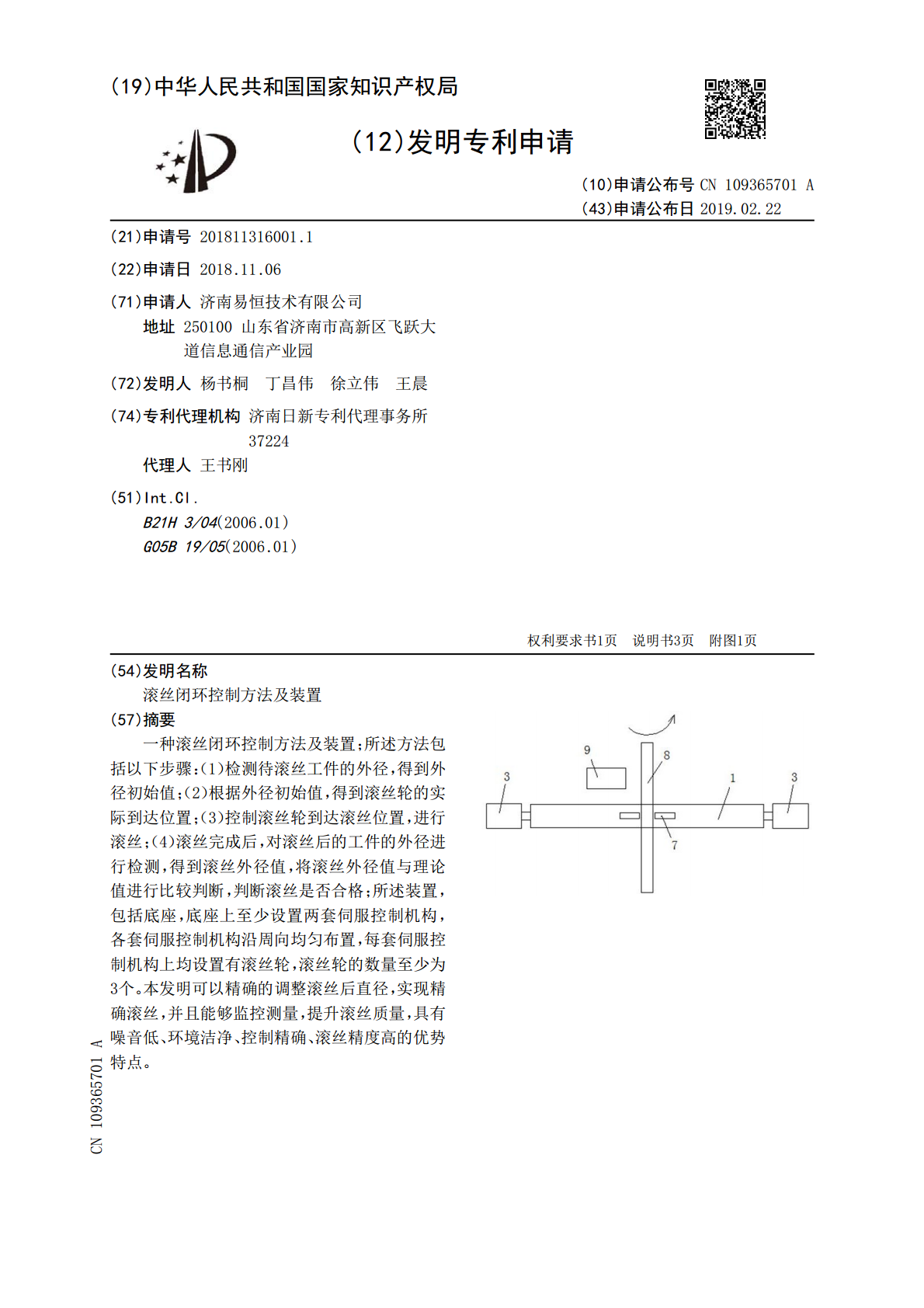
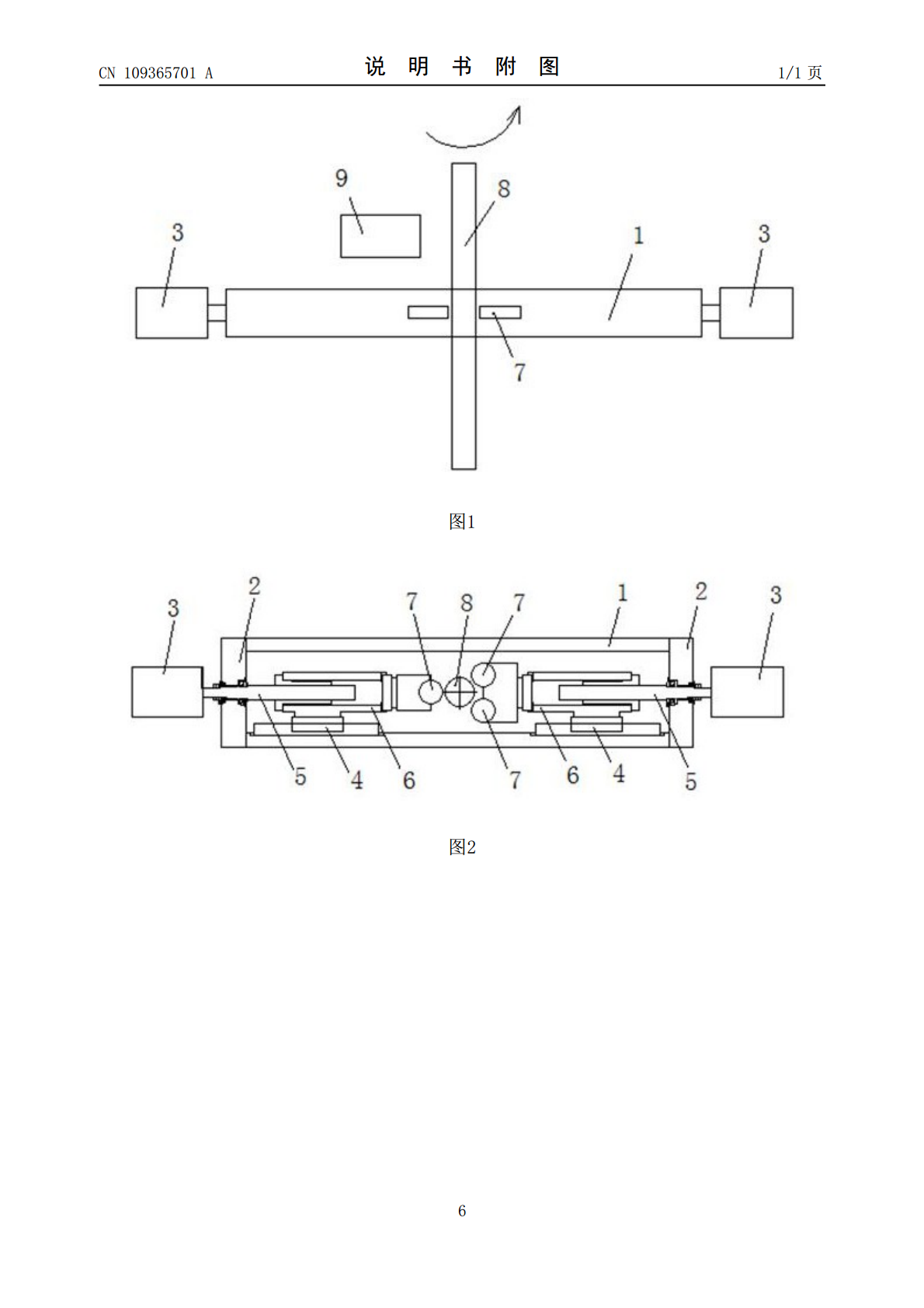
一种滚丝闭环控制方法及装置;所述方法包括以下步骤:(1)检测待滚丝工件的外径,得到外径初始值;(2)根据外径初始值,得到滚丝轮的实际到达位置;(3)控制滚丝轮到达滚丝位置,进行滚丝;(4)滚丝完成后,对滚丝后的工件的外径进行检测,得到滚丝外径值,将滚丝外径值与理论值进行比较判断,判断滚丝是否合格;所述装置,包括底座,底座上至少设置两套伺服控制机构,各套伺服控制机构沿周向均匀布置,每套伺服控制机构上均设置有滚丝轮,滚丝轮的数量至少为3个。本发明可以精确的调整滚丝后直径,实现精确滚丝,并且能够监控测量,提升滚
一种延长滚丝装置使用寿命的方法及滚丝装置.pdf
本发明涉及一种延长滚丝装置使用寿命的方法,该滚丝装置包括左滚丝轮和右滚丝轮,所述左滚丝轮和右滚丝轮的螺旋齿的两个端点分别为起点和终点,左滚丝轮和右滚丝轮的螺旋齿与待加工的杆件产品首先接触的端点为加工零点,所述左滚丝轮和右滚丝轮的螺旋齿的起点和终点先后作为加工零点加工杆件产品;当螺旋齿的起点和终点均磨损损坏后,左滚丝轮和右滚丝轮报废。与现有技术相比,本发明具有使用寿命长、模具利用率高、投入成本低等优点。
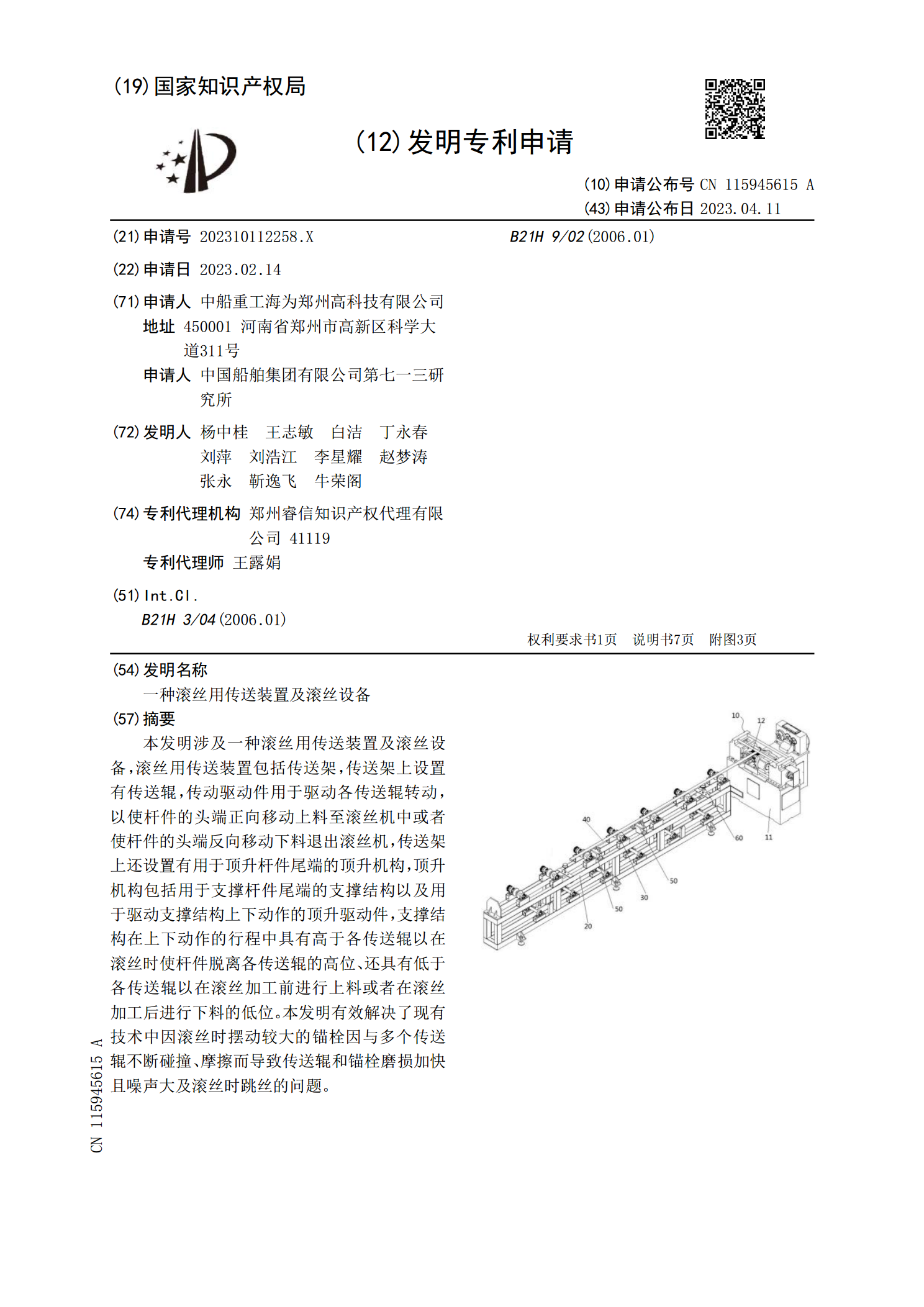
一种滚丝用传送装置及滚丝设备.pdf
本发明涉及一种滚丝用传送装置及滚丝设备,滚丝用传送装置包括传送架,传送架上设置有传送辊,传动驱动件用于驱动各传送辊转动,以使杆件的头端正向移动上料至滚丝机中或者使杆件的头端反向移动下料退出滚丝机,传送架上还设置有用于顶升杆件尾端的顶升机构,顶升机构包括用于支撑杆件尾端的支撑结构以及用于驱动支撑结构上下动作的顶升驱动件,支撑结构在上下动作的行程中具有高于各传送辊以在滚丝时使杆件脱离各传送辊的高位、还具有低于各传送辊以在滚丝加工前进行上料或者在滚丝加工后进行下料的低位。本发明有效解决了现有技术中因滚丝时摆动较
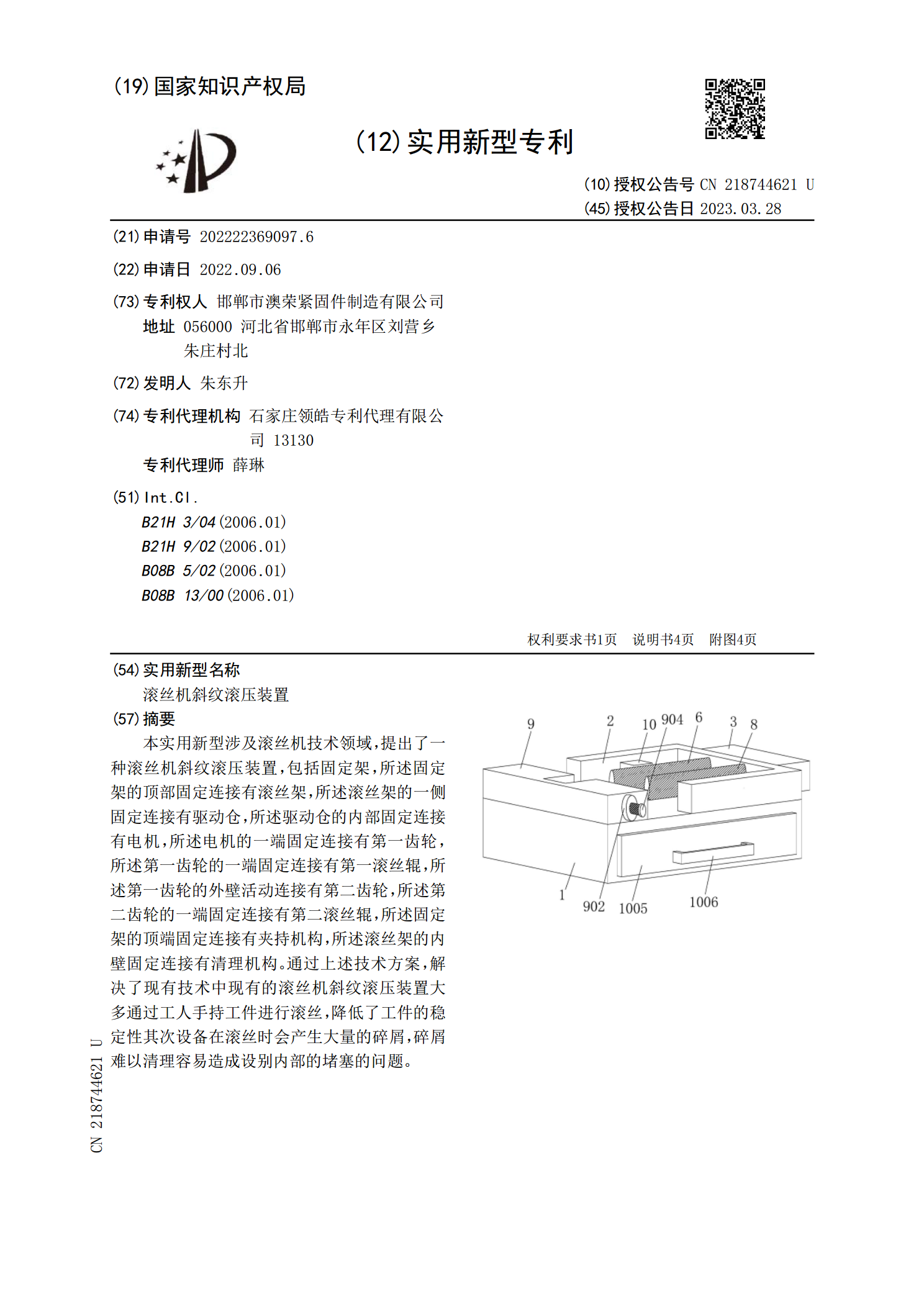
滚丝机斜纹滚压装置.pdf
本实用新型涉及滚丝机技术领域,提出了一种滚丝机斜纹滚压装置,包括固定架,所述固定架的顶部固定连接有滚丝架,所述滚丝架的一侧固定连接有驱动仓,所述驱动仓的内部固定连接有电机,所述电机的一端固定连接有第一齿轮,所述第一齿轮的一端固定连接有第一滚丝辊,所述第一齿轮的外壁活动连接有第二齿轮,所述第二齿轮的一端固定连接有第二滚丝辊,所述固定架的顶端固定连接有夹持机构,所述滚丝架的内壁固定连接有清理机构。通过上述技术方案,解决了现有技术中现有的滚丝机斜纹滚压装置大多通过工人手持工件进行滚丝,降低了工件的稳定性其次设备
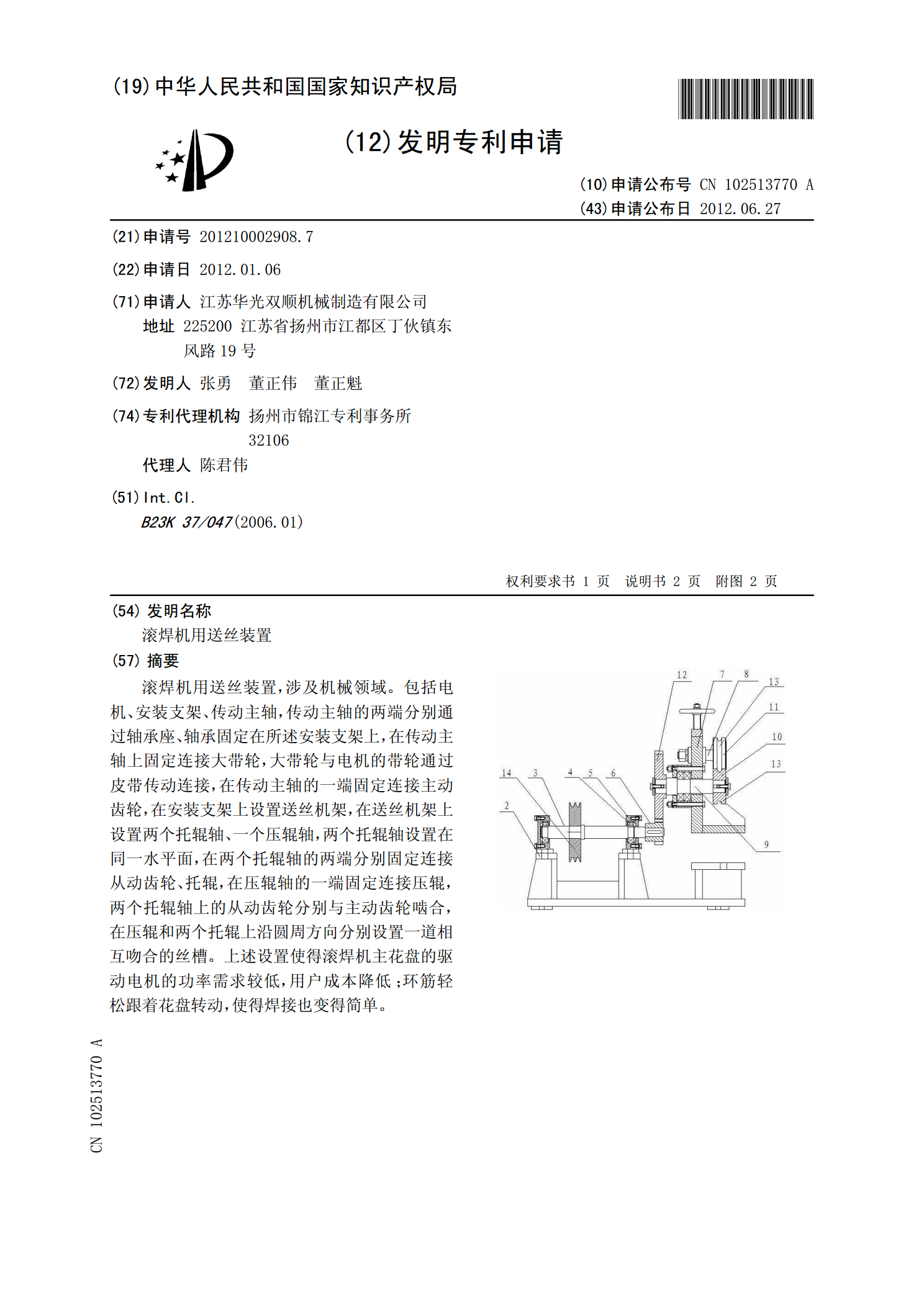
滚焊机用送丝装置.pdf
滚焊机用送丝装置,涉及机械领域。包括电机、安装支架、传动主轴,传动主轴的两端分别通过轴承座、轴承固定在所述安装支架上,在传动主轴上固定连接大带轮,大带轮与电机的带轮通过皮带传动连接,在传动主轴的一端固定连接主动齿轮,在安装支架上设置送丝机架,在送丝机架上设置两个托辊轴、一个压辊轴,两个托辊轴设置在同一水平面,在两个托辊轴的两端分别固定连接从动齿轮、托辊,在压辊轴的一端固定连接压辊,两个托辊轴上的从动齿轮分别与主动齿轮啮合,在压辊和两个托辊上沿圆周方向分别设置一道相互吻合的丝槽。上述设置使得滚焊机主花盘的驱