
一种多件回转类等分分度加工工件整体夹紧旋转加工夹具.pdf

猫巷****婉慧

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种多件回转类等分分度加工工件整体夹紧旋转加工夹具.pdf
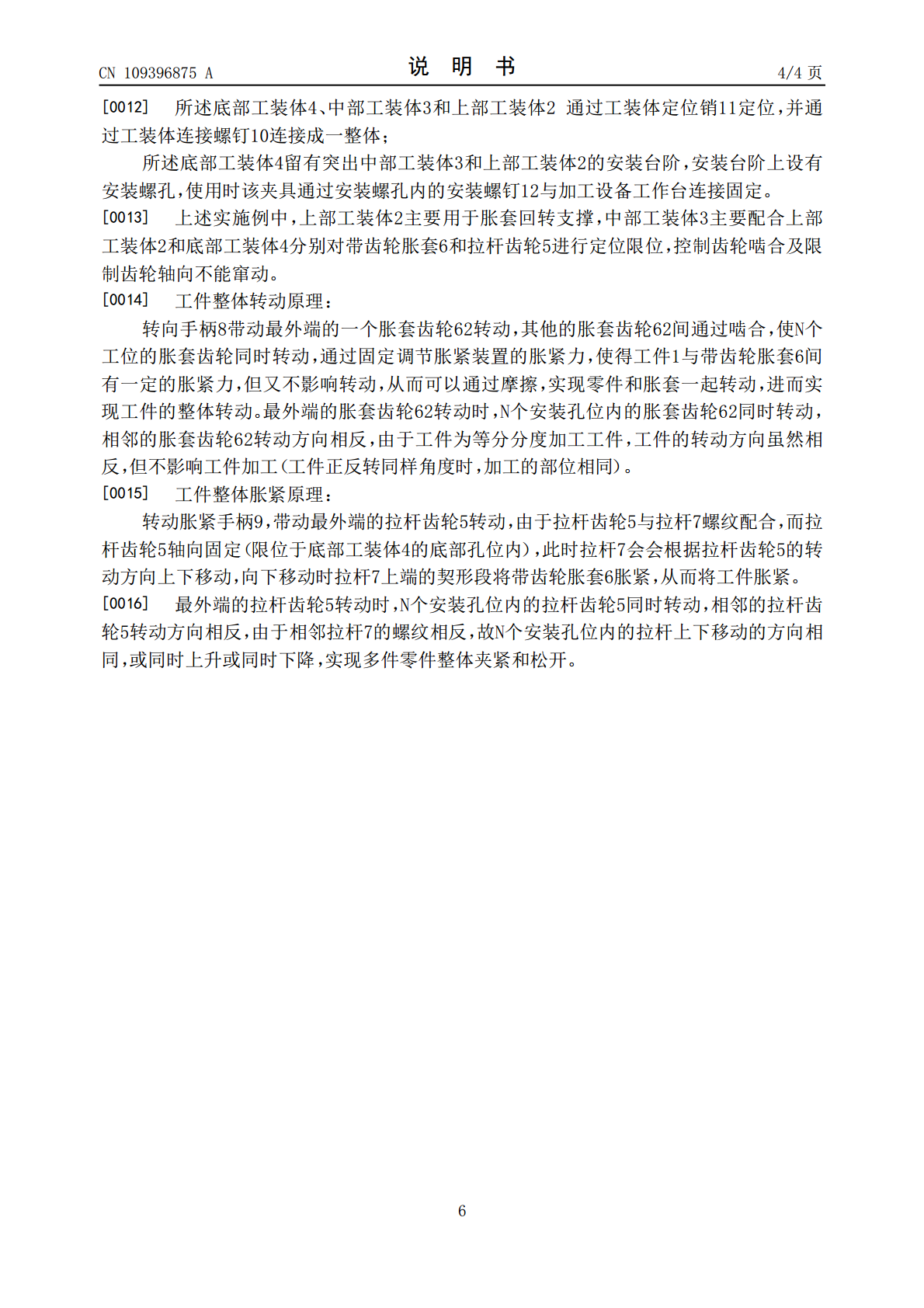
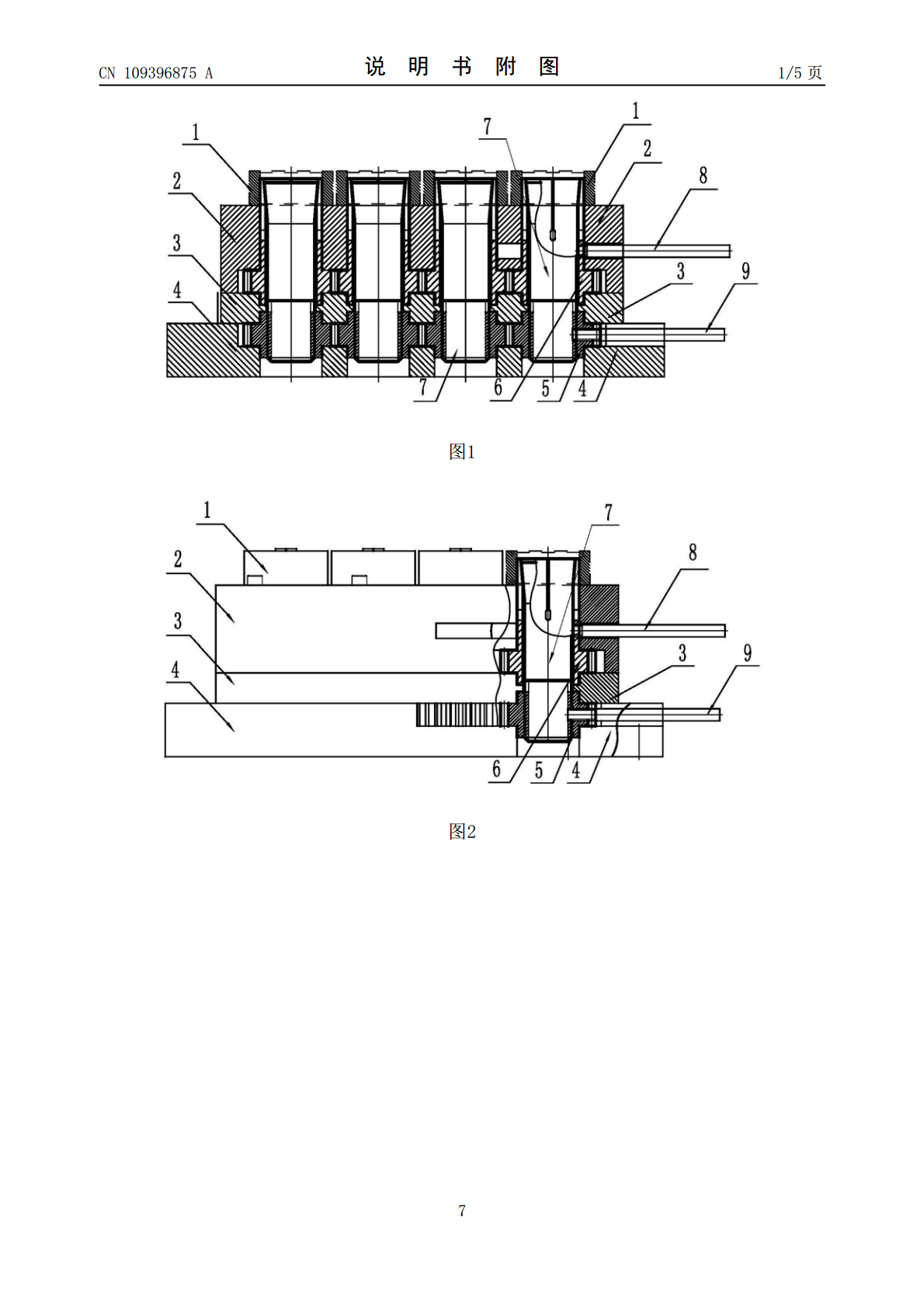
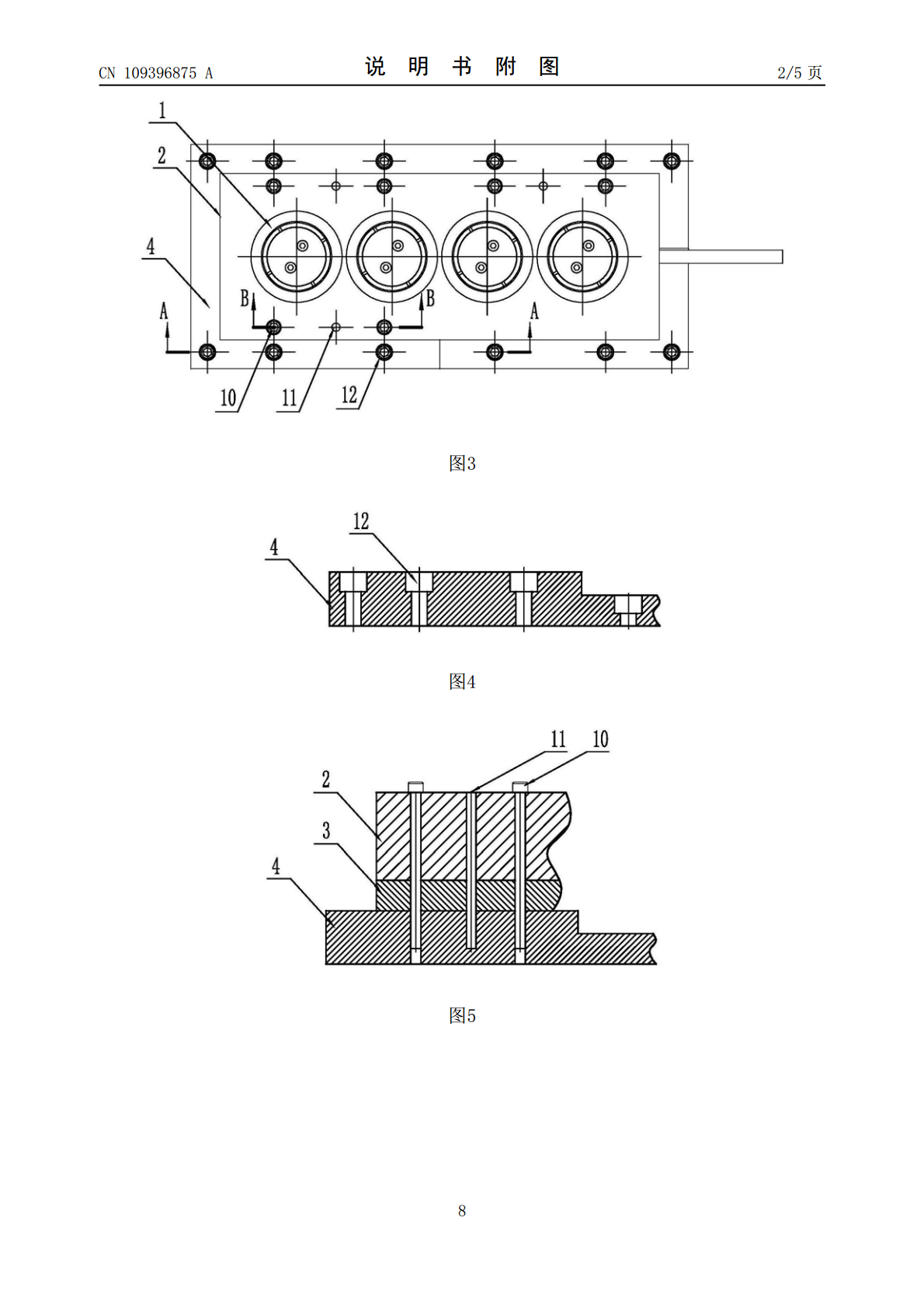
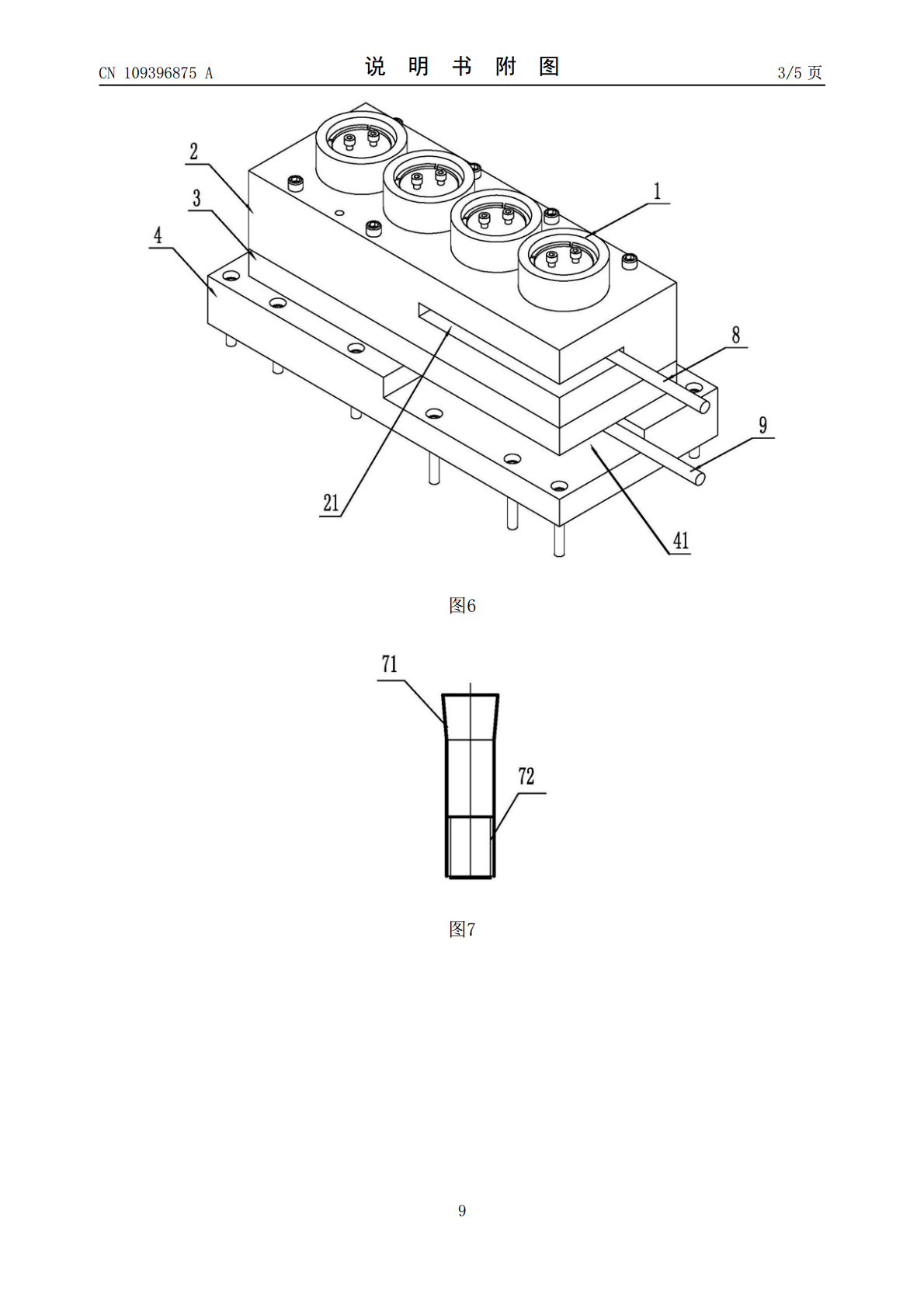
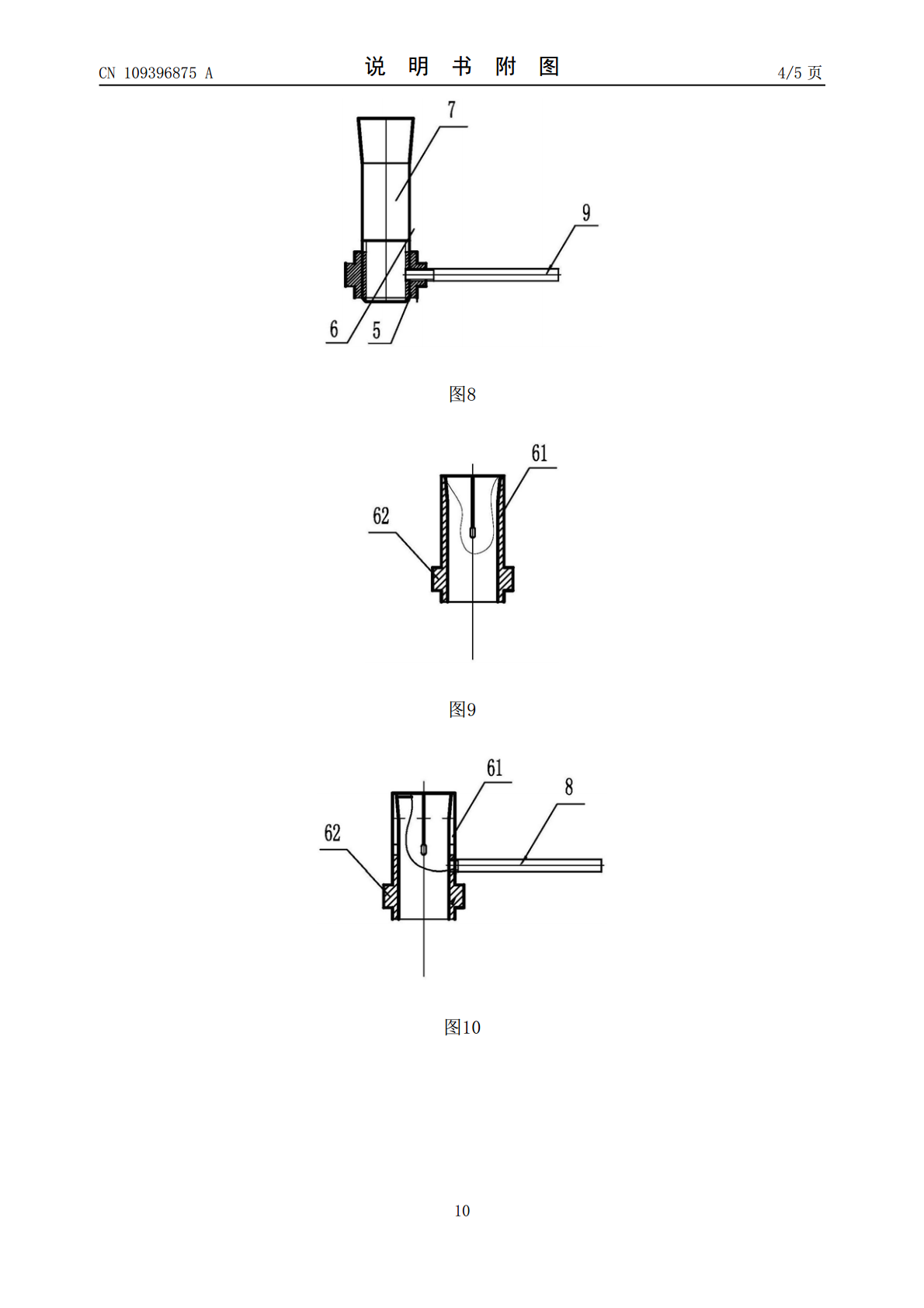
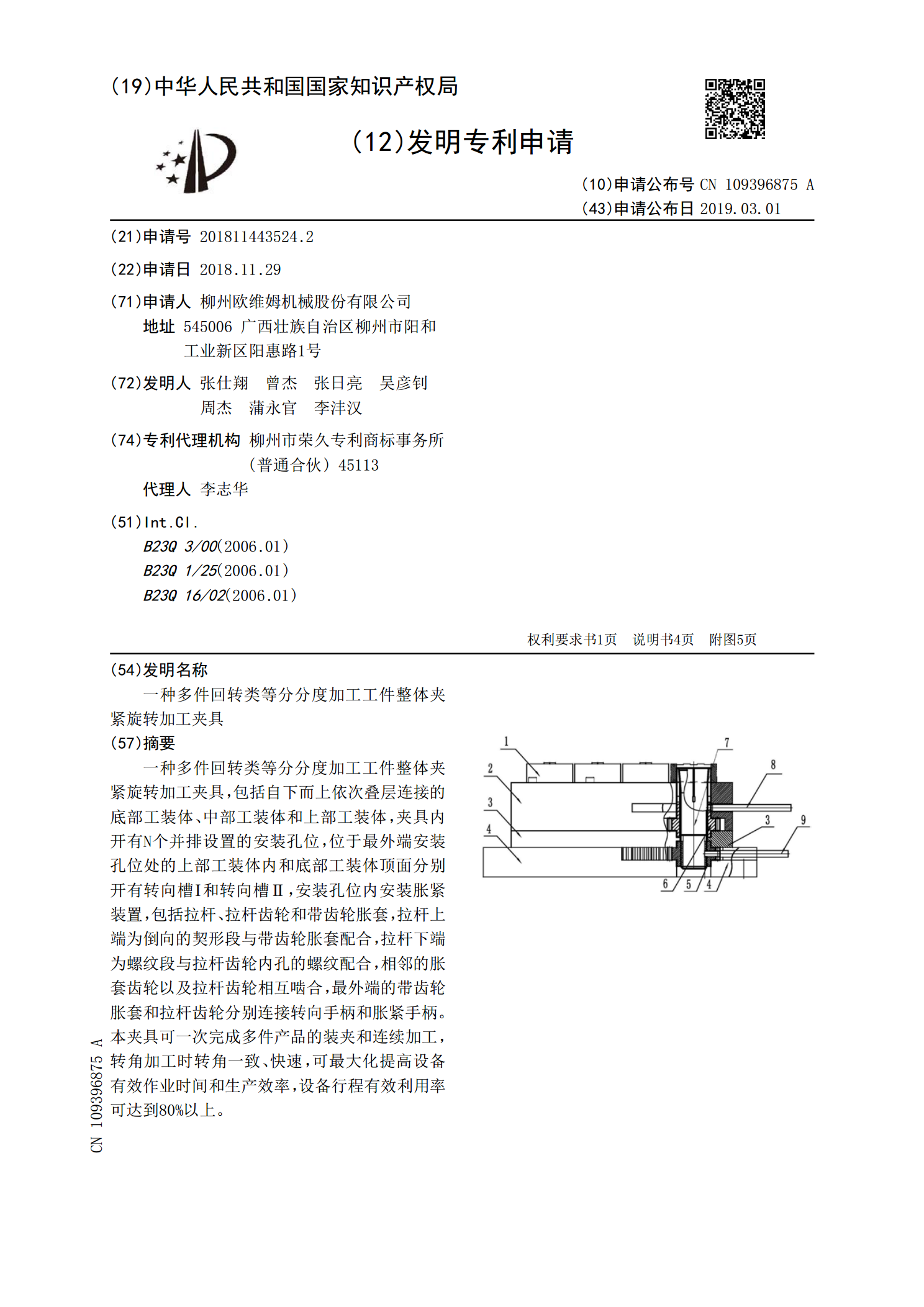
一种多件回转类等分分度加工工件整体夹紧旋转加工夹具,包括自下而上依次叠层连接的底部工装体、中部工装体和上部工装体,夹具内开有N个并排设置的安装孔位,位于最外端安装孔位处的上部工装体内和底部工装体顶面分别开有转向槽Ⅰ和转向槽Ⅱ,安装孔位内安装胀紧装置,包括拉杆、拉杆齿轮和带齿轮胀套,拉杆上端为倒向的契形段与带齿轮胀套配合,拉杆下端为螺纹段与拉杆齿轮内孔的螺纹配合,相邻的胀套齿轮以及拉杆齿轮相互啮合,最外端的带齿轮胀套和拉杆齿轮分别连接转向手柄和胀紧手柄。本夹具可一次完成多件产品的装夹和连续加工,转角加工时转

一种一次装夹加工多件工件多个面的夹紧夹具.pdf
一种一次装夹加工多件工件多个面的夹紧夹具,包括分度盘、尾座、桥板、多个转盘、多个夹紧件和驱动机构;所述桥板的一端与所述分度盘连接,另一端与所述尾座连接;所述驱动机构包括安装板、主动齿轮、多个从动齿轮和驱动装置;所述安装板平行于所述桥板,所述安装板通过两侧的固定座安装固定于所述桥板;所述主动齿轮和所述多个从动齿轮位于所述安装板与所述桥板之间,所述主动齿轮和多个所述从动齿轮均通过齿轮轴与多个所述转盘连接;所述驱动装置驱动所述主动齿轮转动;所述主动齿轮带动多个所述从动齿轮,从而带动多个转盘所述连动。本发明采用齿
一种加工工件的加工夹具.pdf
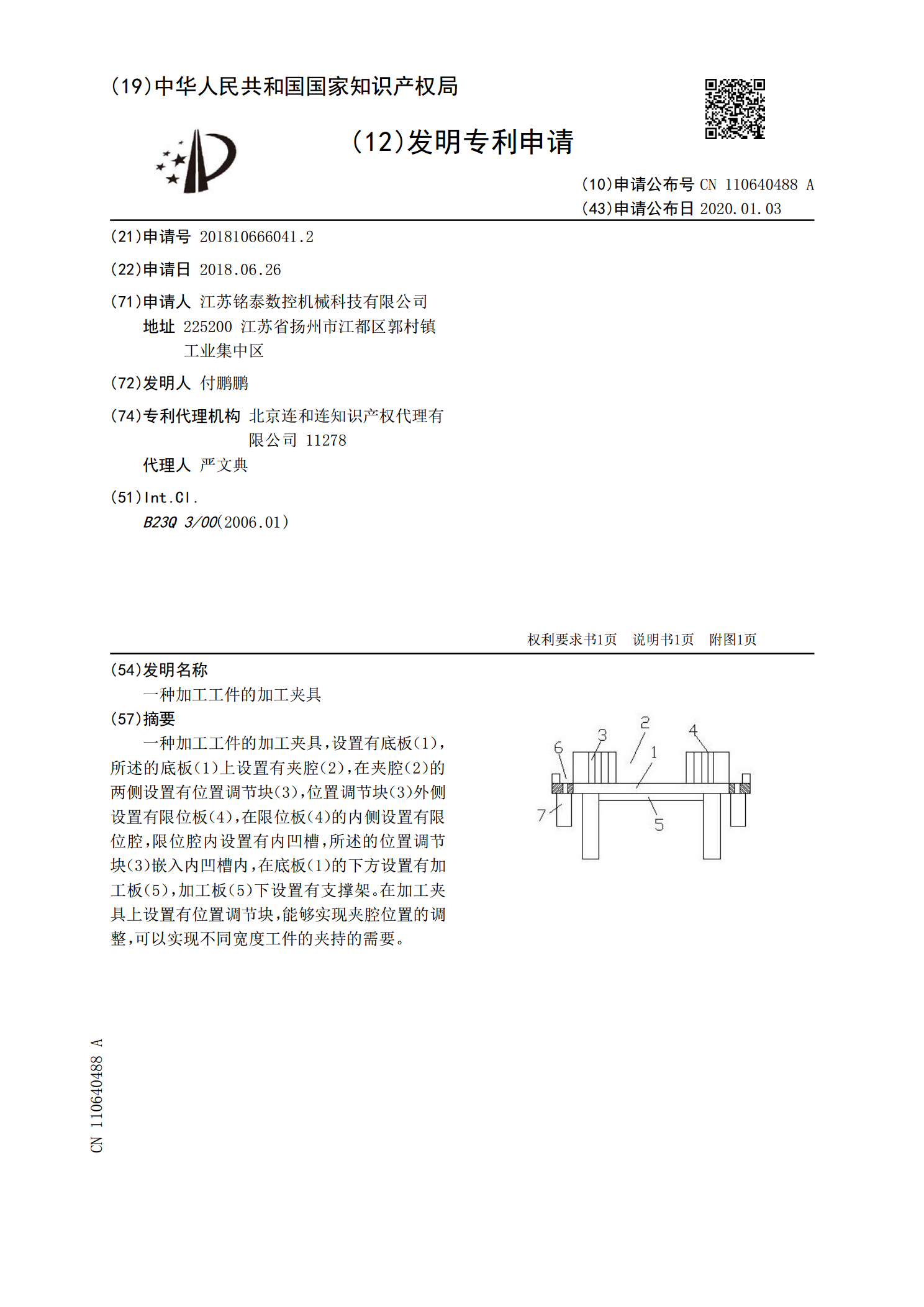
一种加工工件的加工夹具,设置有底板(1),所述的底板(1)上设置有夹腔(2),在夹腔(2)的两侧设置有位置调节块(3),位置调节块(3)外侧设置有限位板(4),在限位板(4)的内侧设置有限位腔,限位腔内设置有内凹槽,所述的位置调节块(3)嵌入内凹槽内,在底板(1)的下方设置有加工板(5),加工板(5)下设置有支撑架。在加工夹具上设置有位置调节块,能够实现夹腔位置的调整,可以实现不同宽度工件的夹持的需要。

加工回转分度类零件的工艺方案设计.docx
加工回转分度类零件的工艺方案设计加工回转分度类零件的工艺方案设计摘要:回转分度类零件是一类常见的零件,其形状特点复杂,加工难度大。本文结合一个具体的回转分度类零件进行了工艺方案设计,并详细介绍了加工过程中的主要工艺步骤和注意事项,以及机床设备的选择和刀具的应用等方面的内容。关键词:回转分度类零件、工艺方案、主要工艺步骤、机床设备、刀具应用引言:回转分度类零件是一类具有复杂形状特点的零件,其加工过程需要合理的工艺方案设计和精确的加工操作。本文以某型号回转分度类零件为例,详细介绍了工艺方案设计的主要内容,旨在
一种多件加工夹具.pdf
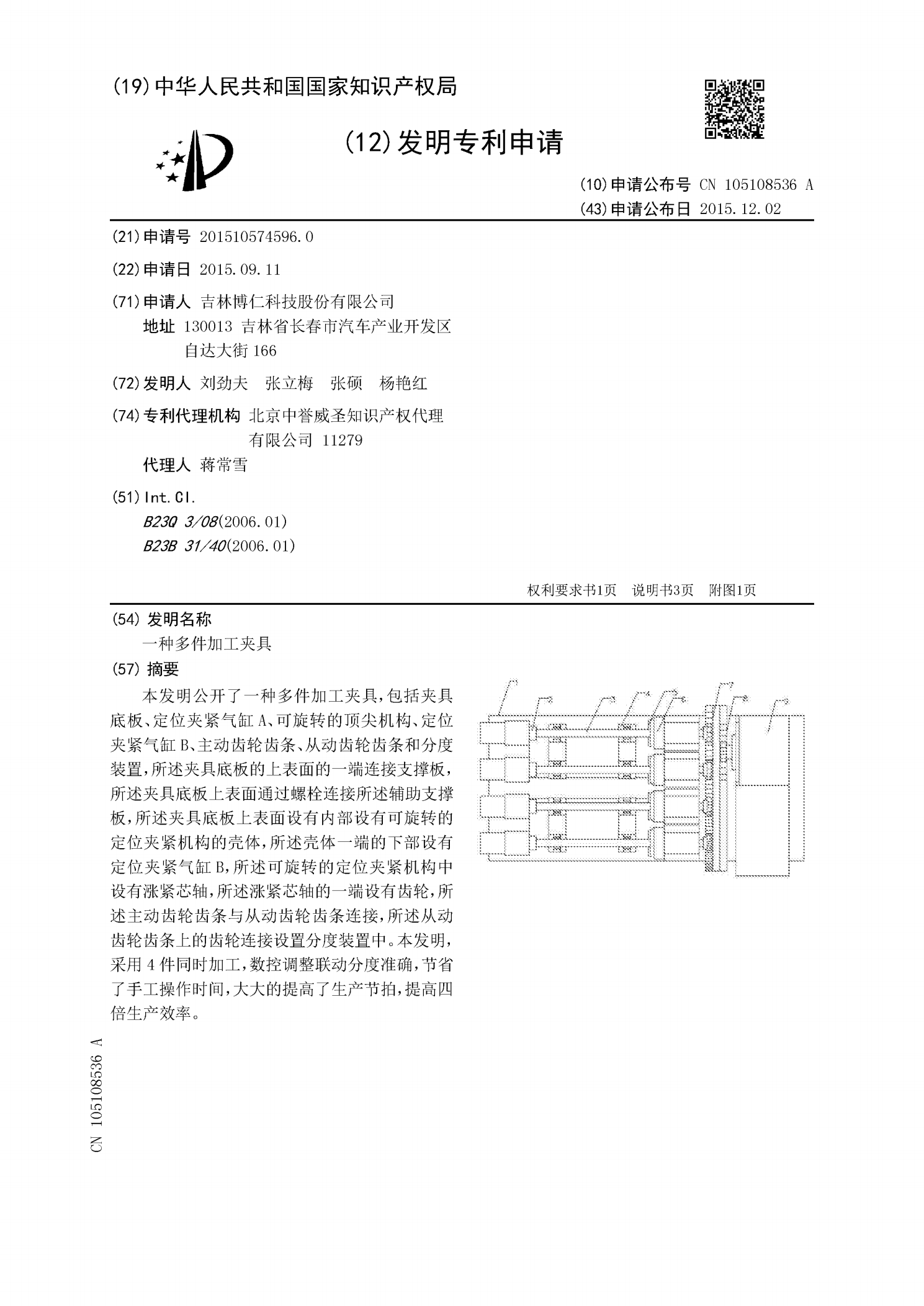
本发明公开了一种多件加工夹具,包括夹具底板、定位夹紧气缸A、可旋转的顶尖机构、定位夹紧气缸B、主动齿轮齿条、从动齿轮齿条和分度装置,所述夹具底板的上表面的一端连接支撑板,所述夹具底板上表面通过螺栓连接所述辅助支撑板,所述夹具底板上表面设有内部设有可旋转的定位夹紧机构的壳体,所述壳体一端的下部设有定位夹紧气缸B,所述可旋转的定位夹紧机构中设有涨紧芯轴,所述涨紧芯轴的一端设有齿轮,所述主动齿轮齿条与从动齿轮齿条连接,所述从动齿轮齿条上的齿轮连接设置分度装置中。本发明,采用4件同时加工,数控调整联动分度准确,节