
一种背板平面度检测装置及其检测方法.pdf

如灵****姐姐

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种背板平面度检测装置及其检测方法.pdf
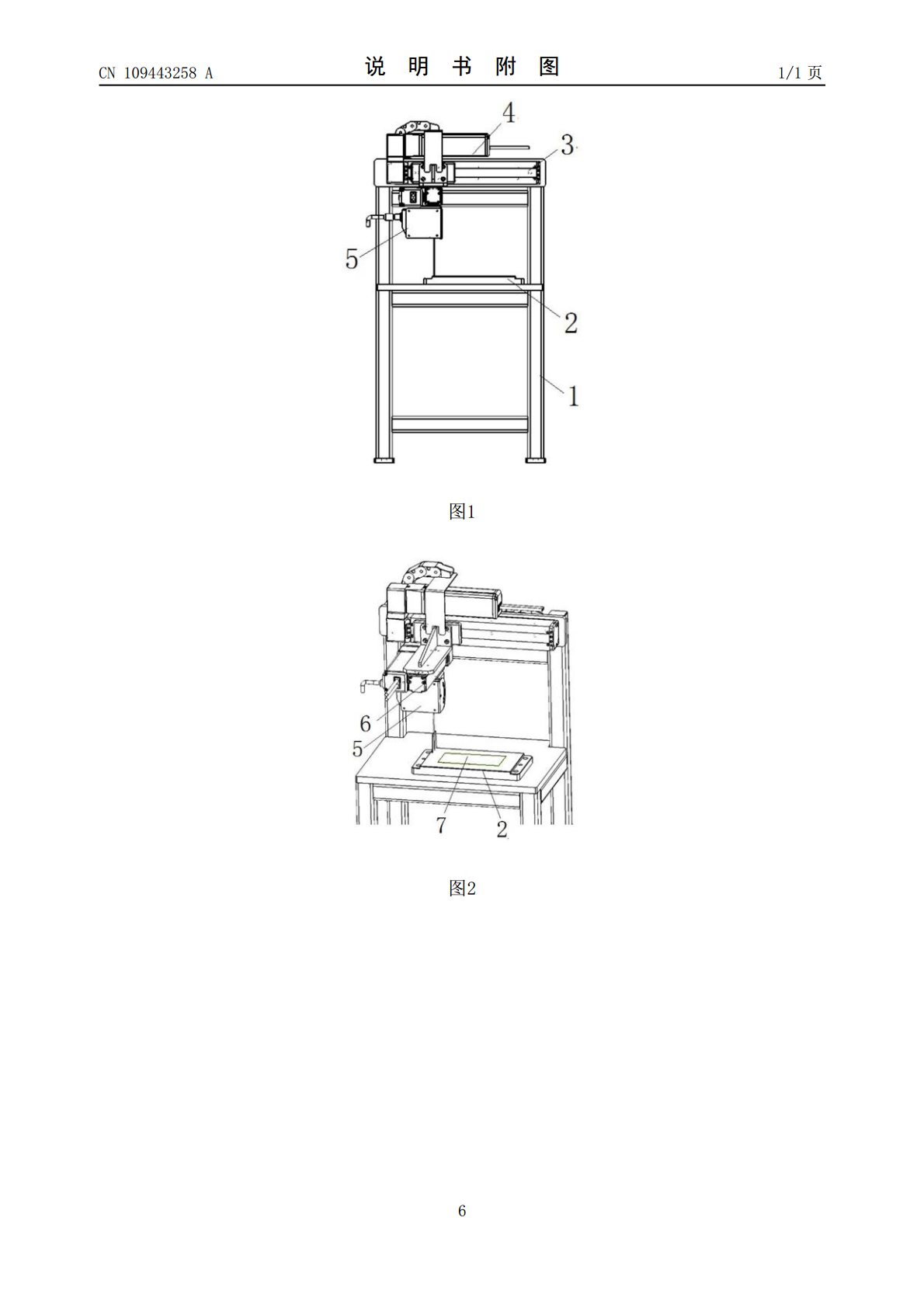
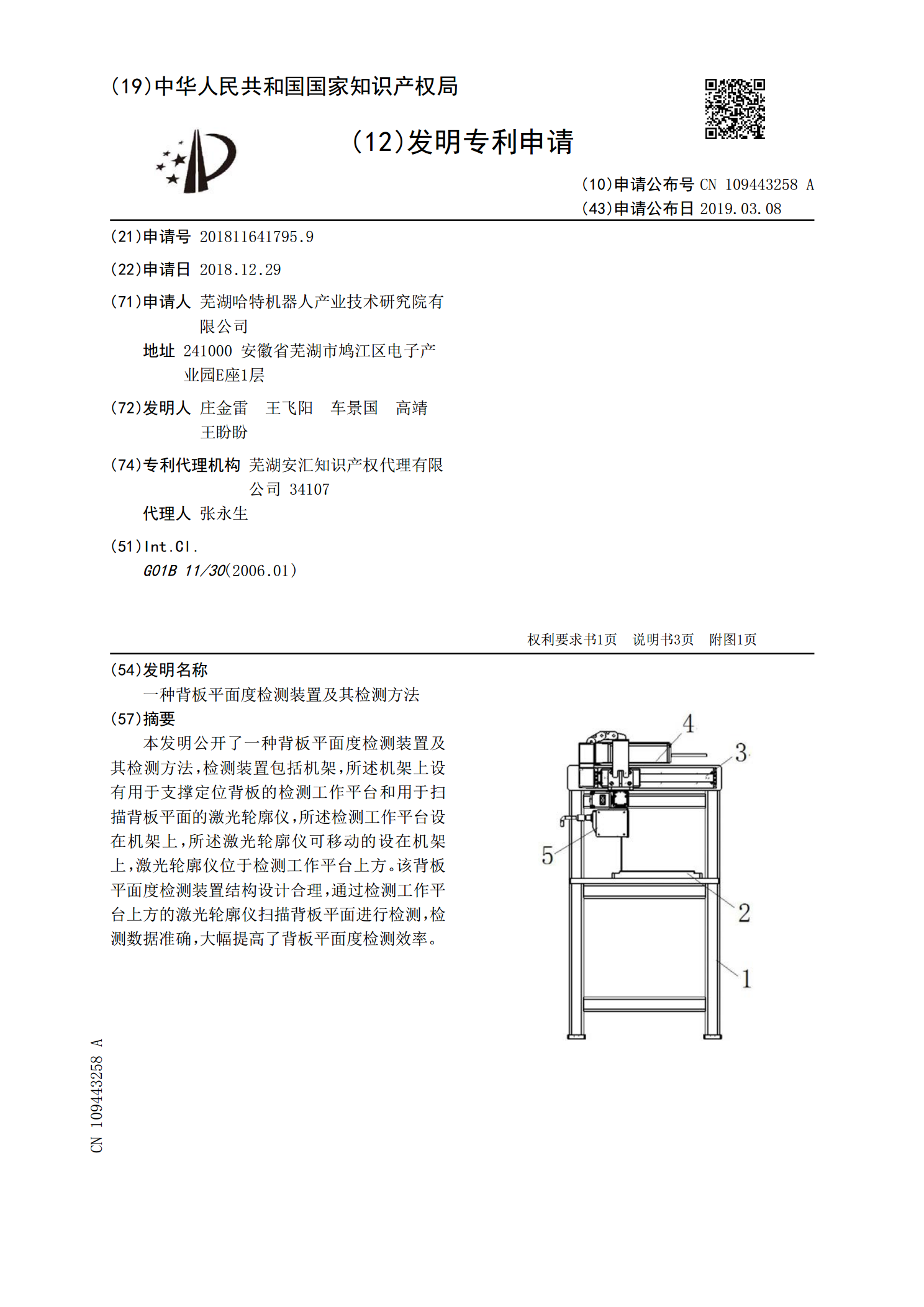
本发明公开了一种背板平面度检测装置及其检测方法,检测装置包括机架,所述机架上设有用于支撑定位背板的检测工作平台和用于扫描背板平面的激光轮廓仪,所述检测工作平台设在机架上,所述激光轮廓仪可移动的设在机架上,激光轮廓仪位于检测工作平台上方。该背板平面度检测装置结构设计合理,通过检测工作平台上方的激光轮廓仪扫描背板平面进行检测,检测数据准确,大幅提高了背板平面度检测效率。

一种弹性平挡圈平面度检测装置及其检测方法.pdf
本发明涉及平面度检测技术领域,具体是一种弹性平挡圈平面度检测装置及其检测方法,包括底板、分别设置在底板下端和上端的支脚和支杆,还包括:支撑装置,设置在底板上,用于对弹性平挡圈进行定位支撑;检测装置,设置在支撑装置上且与支撑装置配合,用于检测弹性平挡圈的平面度。检查方法步骤如下:S1:装配;S2:调整间隙;S3:卡入弹性平挡圈;S4:检测;本发明通过拉片与砝码组件的配合实现肉眼可见的直接检测,减少了不合格产品的使用,同时操作简单明了,无需过多学习即可直接检测,有效的提高了工作效率;通过调整背板与定位板之间的
一种测量液晶显示装置的背板平面度的方法及其装置.pdf
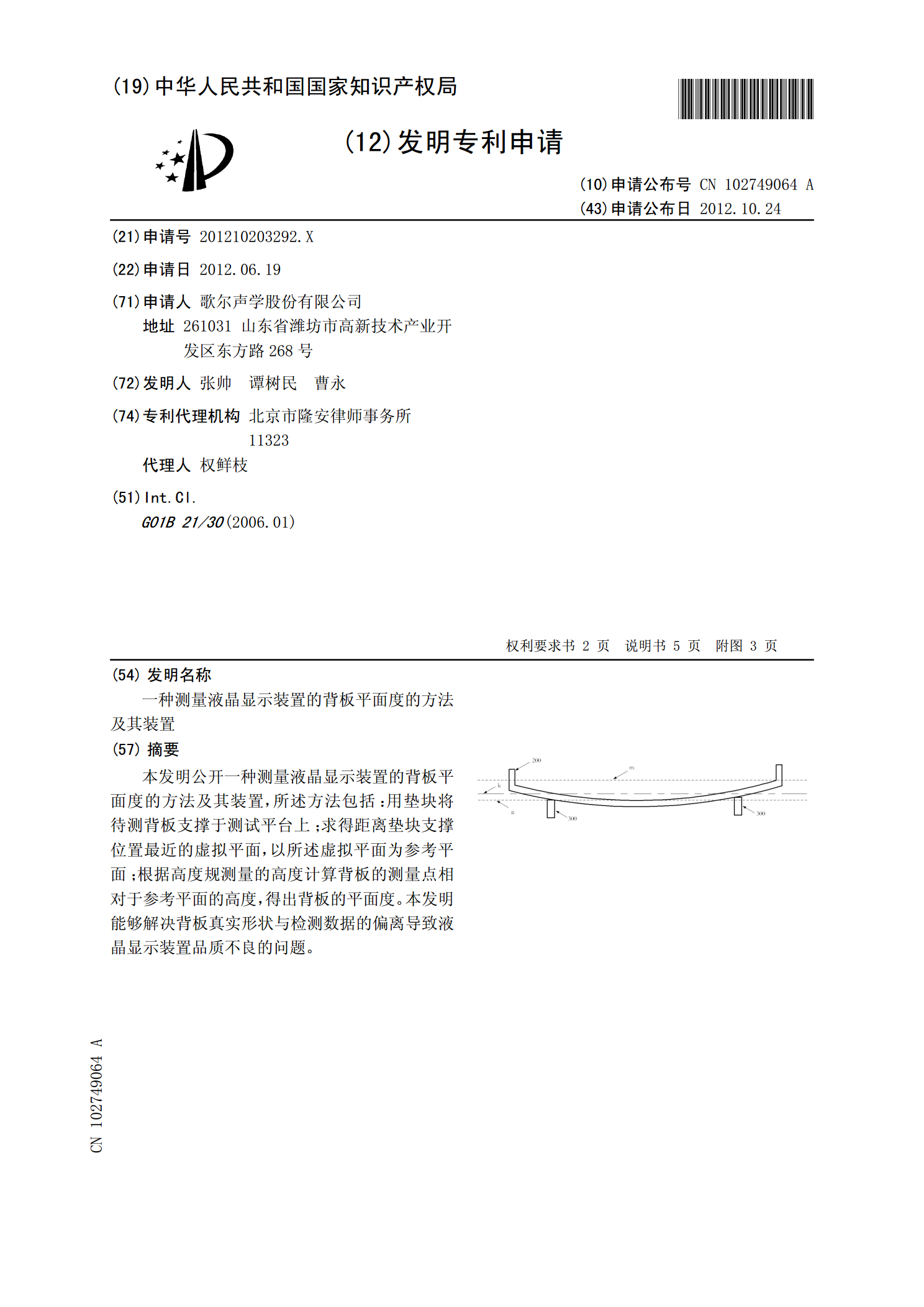
本发明公开一种测量液晶显示装置的背板平面度的方法及其装置,所述方法包括:用垫块将待测背板支撑于测试平台上;求得距离垫块支撑位置最近的虚拟平面,以所述虚拟平面为参考平面;根据高度规测量的高度计算背板的测量点相对于参考平面的高度,得出背板的平面度。本发明能够解决背板真实形状与检测数据的偏离导致液晶显示装置品质不良的问题。
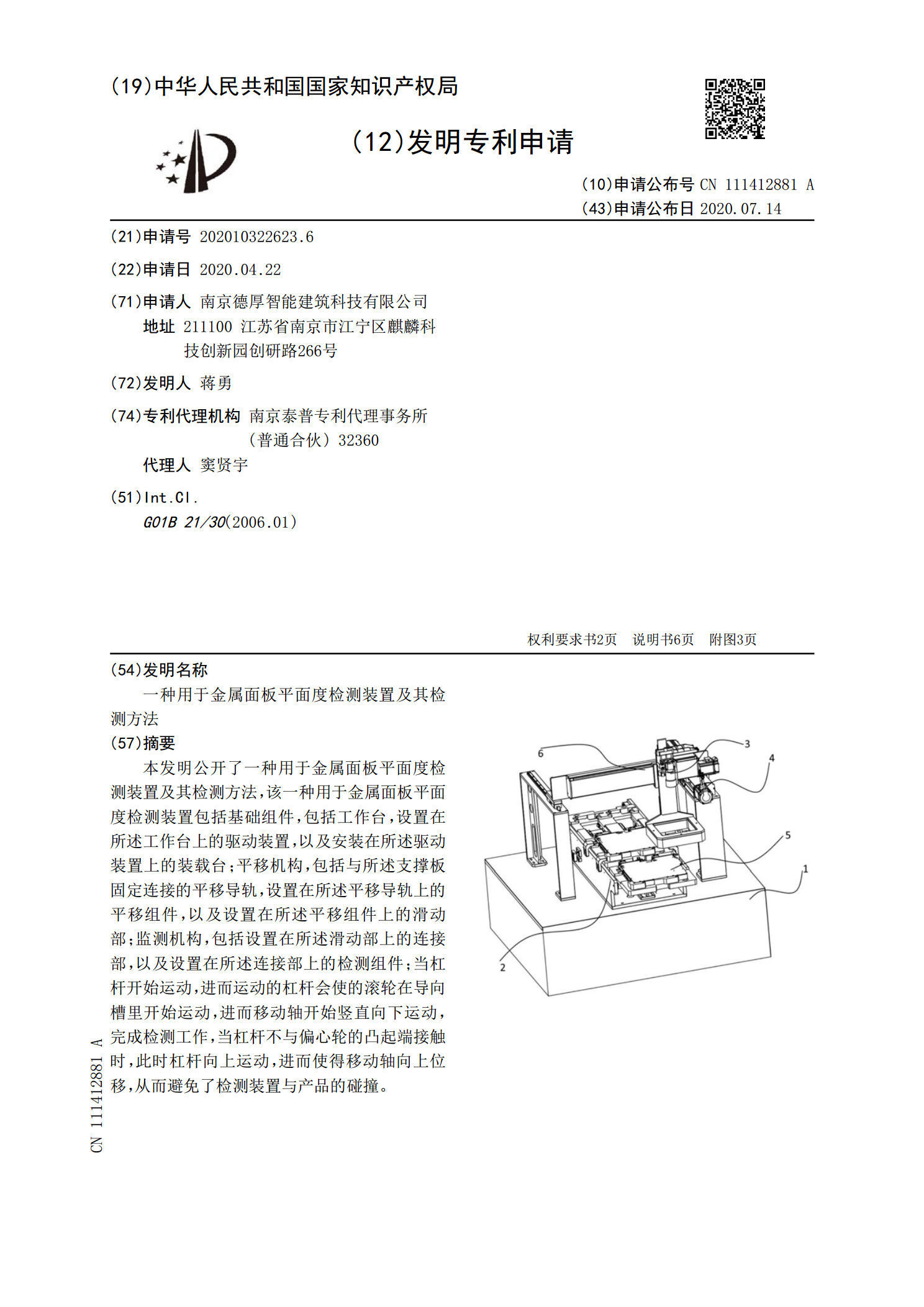
一种用于金属面板平面度检测装置及其检测方法.pdf
本发明公开了一种用于金属面板平面度检测装置及其检测方法,该一种用于金属面板平面度检测装置包括基础组件,包括工作台,设置在所述工作台上的驱动装置,以及安装在所述驱动装置上的装载台;平移机构,包括与所述支撑板固定连接的平移导轨,设置在所述平移导轨上的平移组件,以及设置在所述平移组件上的滑动部;监测机构,包括设置在所述滑动部上的连接部,以及设置在所述连接部上的检测组件;当杠杆开始运动,进而运动的杠杆会使的滚轮在导向槽里开始运动,进而移动轴开始竖直向下运动,完成检测工作,当杠杆不与偏心轮的凸起端接触时,此时杠杆向
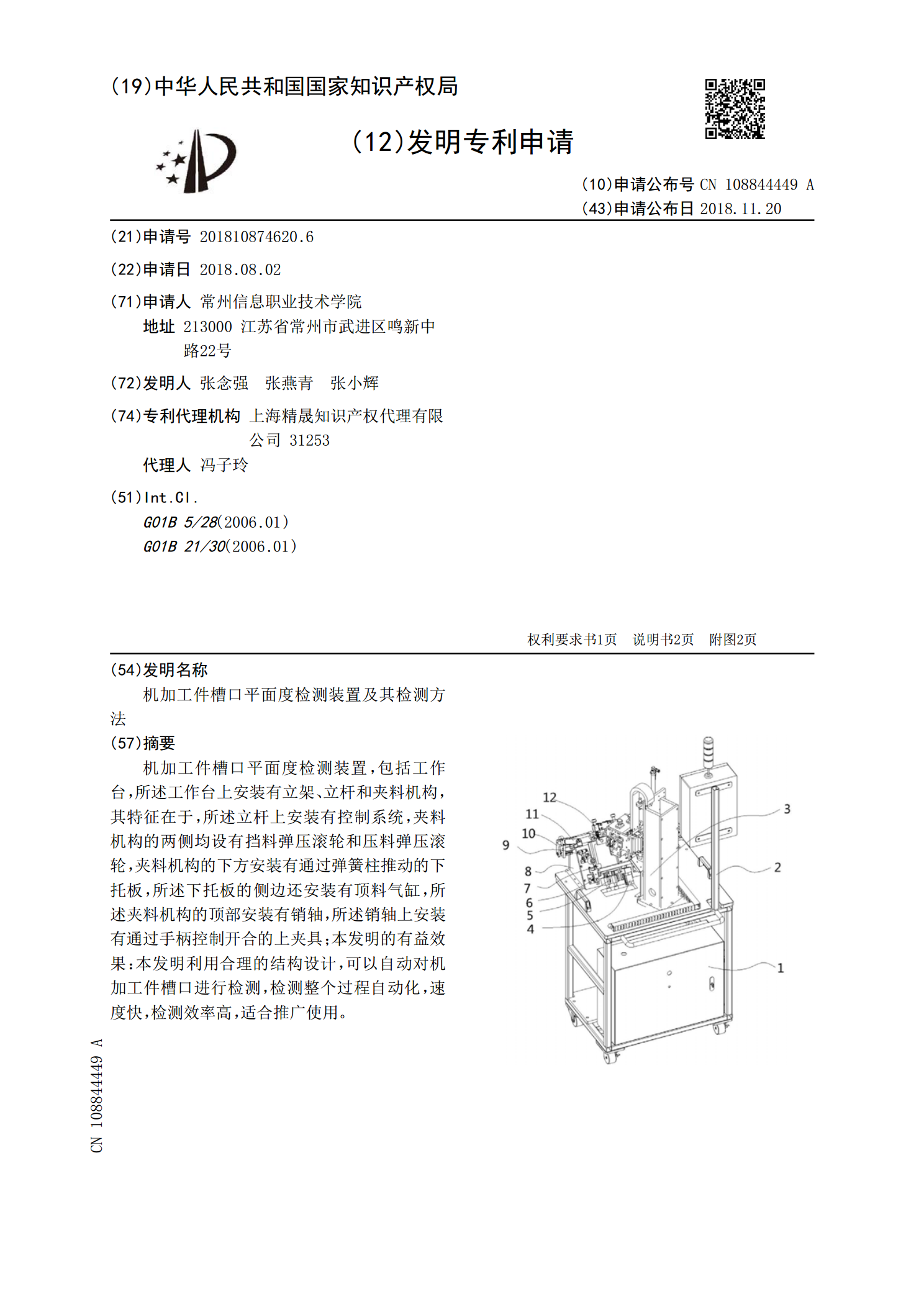
机加工件槽口平面度检测装置及其检测方法.pdf
机加工件槽口平面度检测装置,包括工作台,所述工作台上安装有立架、立杆和夹料机构,其特征在于,所述立杆上安装有控制系统,夹料机构的两侧均设有挡料弹压滚轮和压料弹压滚轮,夹料机构的下方安装有通过弹簧柱推动的下托板,所述下托板的侧边还安装有顶料气缸,所述夹料机构的顶部安装有销轴,所述销轴上安装有通过手柄控制开合的上夹具;本发明的有益效果:本发明利用合理的结构设计,可以自动对机加工件槽口进行检测,检测整个过程自动化,速度快,检测效率高,适合推广使用。