
一种大螺纹中径测量装置及大螺纹中径测量方法.pdf

是你****枝呀

1/9
2/9

3/9

4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大螺纹中径测量装置及大螺纹中径测量方法.pdf
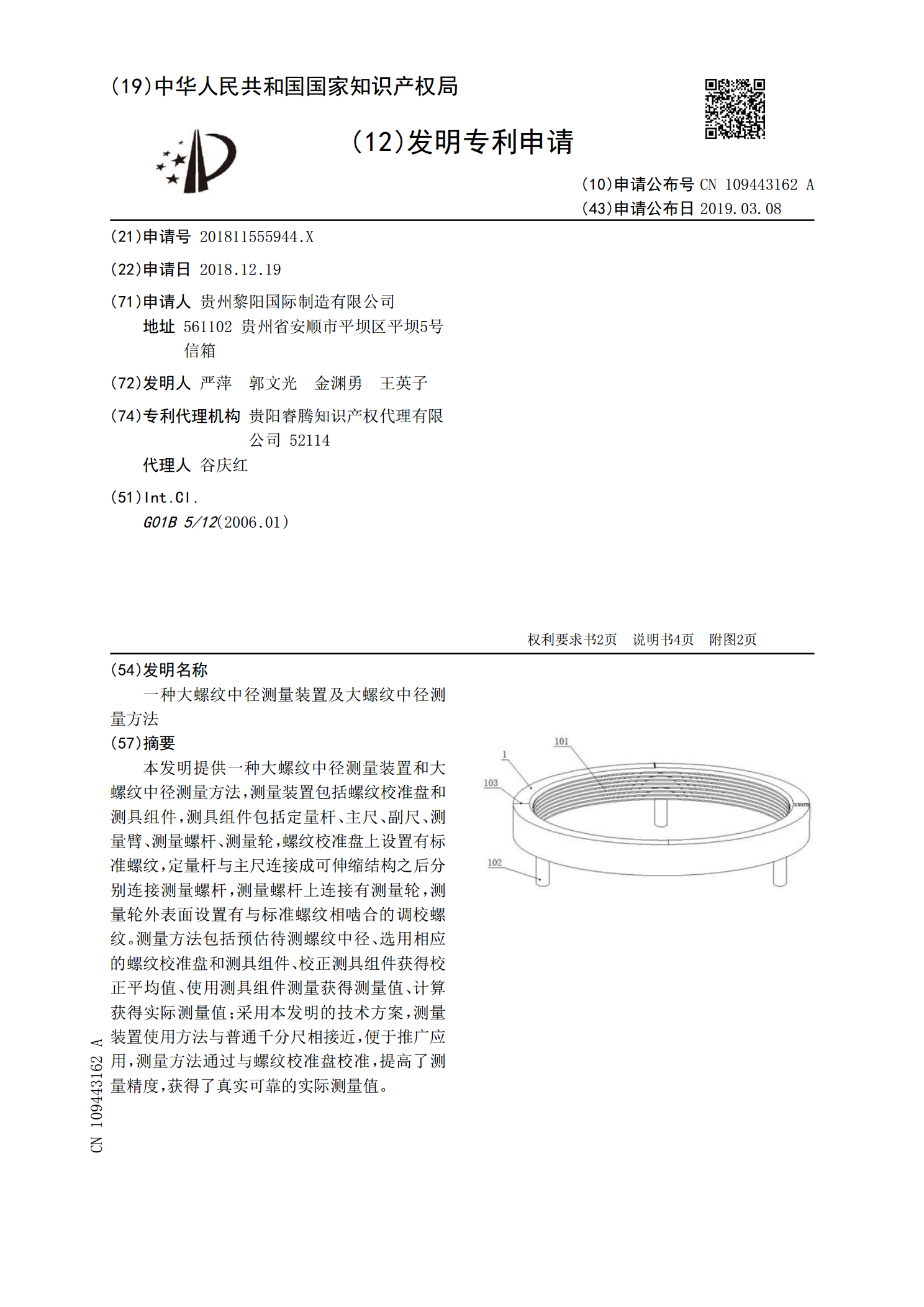
本发明提供一种大螺纹中径测量装置和大螺纹中径测量方法,测量装置包括螺纹校准盘和测具组件,测具组件包括定量杆、主尺、副尺、测量臂、测量螺杆、测量轮,螺纹校准盘上设置有标准螺纹,定量杆与主尺连接成可伸缩结构之后分别连接测量螺杆,测量螺杆上连接有测量轮,测量轮外表面设置有与标准螺纹相啮合的调校螺纹。测量方法包括预估待测螺纹中径、选用相应的螺纹校准盘和测具组件、校正测具组件获得校正平均值、使用测具组件测量获得测量值、计算获得实际测量值;采用本发明的技术方案,测量装置使用方法与普通千分尺相接近,便于推广应用,测量方

锥螺纹塞规中径测量方法.pdf
锥螺纹塞规中径测量方法,它涉及一种塞规中径测量方法。该方法解决现有测量塞规中径需使用专用仪器,投资较大且后期维护费用高的问题。所述方法包括以下步骤:步骤一、在锥螺纹上半部的相邻三个齿面上各采集一点;采在锥螺纹下半部的相邻三个齿面上各采集一点;步骤二、直线L2经过三个齿面的三个交点中相邻两个交点之间的距离定义为d1、d2,计算d1、d2值;步骤三、直线L3经过三个齿面的三个交点中相邻两个交点之间的距离定义为d3和d4,计算d3和d4值;步骤四、已知螺纹塞规基面的横坐标x0,即可求出锥螺纹塞规的基面中径值d。

圆柱螺纹量规中径的测量方法探析.docx
圆柱螺纹量规中径的测量方法探析摘要:圆柱螺纹量规中径的测量方法,通常有双球测量法对圆柱内、外螺纹量规的单一作用中径进行测量。本文重点对圆柱螺纹量规单一中径和作用中径检测多种方法进行探析。关键词:圆柱螺纹量规;中径测量法;单一中径;作用中径引言在古代,人们利用螺纹固定战袍、压榨油料和制酒等。当今,在各种现代装备系统的设计和制造工作中,螺纹被广泛地应用于机械制造领域、航空装备产业、卫星及应用产业、轨道交通装备产业、海洋工程装备产业、智能制造装备产业等。1螺纹量规中径测量简述随着精密仪器广泛使用,直径200mm

奇数槽丝锥螺纹中径的测量方法.docx
奇数槽丝锥螺纹中径的测量方法奇数槽丝锥螺纹中径的测量方法摘要:奇数槽丝锥螺纹作为一种常用的紧固连接方式,在工程中得到广泛应用。本文对奇数槽丝锥螺纹中径的测量方法进行了探讨和研究,以期提供一种精确、稳定的测量方法。引言:奇数槽丝锥螺纹的中径测量一直是制造行业中的难题之一。目前,常见的测量方法有游标卡尺法、光学投影法、三坐标测量法等。然而,这些方法在测量过程中存在一定的误差和不确定性,需要进一步改进和研究。方法一:游标卡尺法游标卡尺法是最常见的测量奇数槽丝锥螺纹中径的方法之一。通过将游标卡尺垂直于螺纹轴线放置

螺纹大径.pdf
螺纹大径————————————————————————————————作者:————————————————————————————————日期:螺纹大径:MajorDiam:机械性能ﻫ通止规:Go/Nogogageﻫ螺纹底径:Minordiamﻫ螺纹中径:Pitchdiamunifiedthread统一英制螺纹ﻫmechanica