
驱动轴切削快速精确定位及切料装置及切削工艺.pdf

一只****签网

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

驱动轴切削快速精确定位及切料装置及切削工艺.pdf
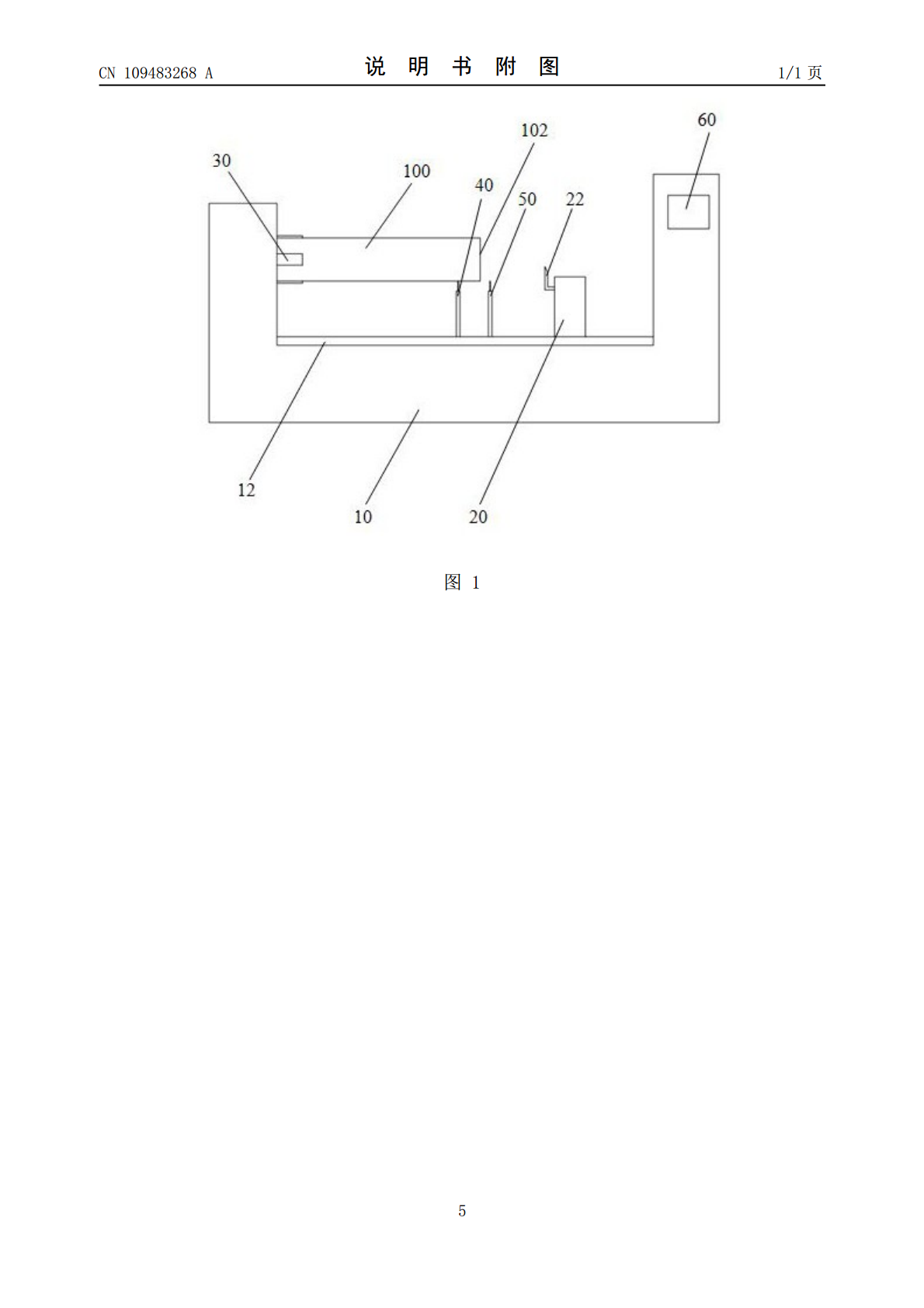
本发明提出一种驱动轴切削快速精确定位及切料装置,其包括装置基座,其上设有可移动的切削刀具座,工件固定结构,第一工件长度感测器,第二工件长度感测器以及控制模块;切削刀具座上设有切削刀具;工件固定机构将坯料固定;第一工件长度感测器控制设计的工件标准长度,第二工件长度感测器探测坯料的总长度,控制模块计算坯料需要切削的长度,并控制刀具每次的切削位置。本发明还提出基于所述的装置进行驱动轴的切削工艺。本发明的驱动轴切削快速精确定位及切料装置及切削工艺,可以实时探测工件的待加工余量,并根据刀具的设定最佳切削厚度进行坯料
快速切削装置.pdf
[课题]本发明提供一种快速切削装置,其用于对在外面上形成有隆起的工件进行安全地加工。[解决手段]一种快速切削装置(1),其用于对粘贴于工件(7)上的BG膜(75)的上面(75c)进行切削,该工件(7)包括于外面(72)上形成有隆起(71)的隆起区域(73)和隆起区域(73)周围的外周区域(74),该快速切削装置(1)包括:快速切削工具(21)、工具主轴(22)和卡盘(3),上述工具主轴(22)在其下端安装有快速切削工具(21),该工具主轴(22)可在快速切削工具(21)旋转的状态下升降,上述卡盘(3)以能

细长轴切削加工工艺方案研究.docx
细长轴切削加工工艺方案研究细长轴的切削加工工艺方案研究摘要:细长轴的切削加工是机械加工中的一项重要工艺,对于产品的质量和精度具有决定性的影响。本文通过对细长轴的切削加工工艺进行研究,总结了常见的切削加工方法,并探讨了不同切削参数对加工效果的影响。通过实验与分析,得出了一套适用于细长轴切削加工的工艺方案。关键词:细长轴;切削加工;工艺方案;切削参数1.引言细长轴是一种具有较小直径和较长长度的工件,在机械加工中具有一定的难度。由于细长轴的刚度较小,容易发生振动和刀具弯曲等情况。因此,细长轴的切削加工工艺方案的
一种销轴切削装置.pdf
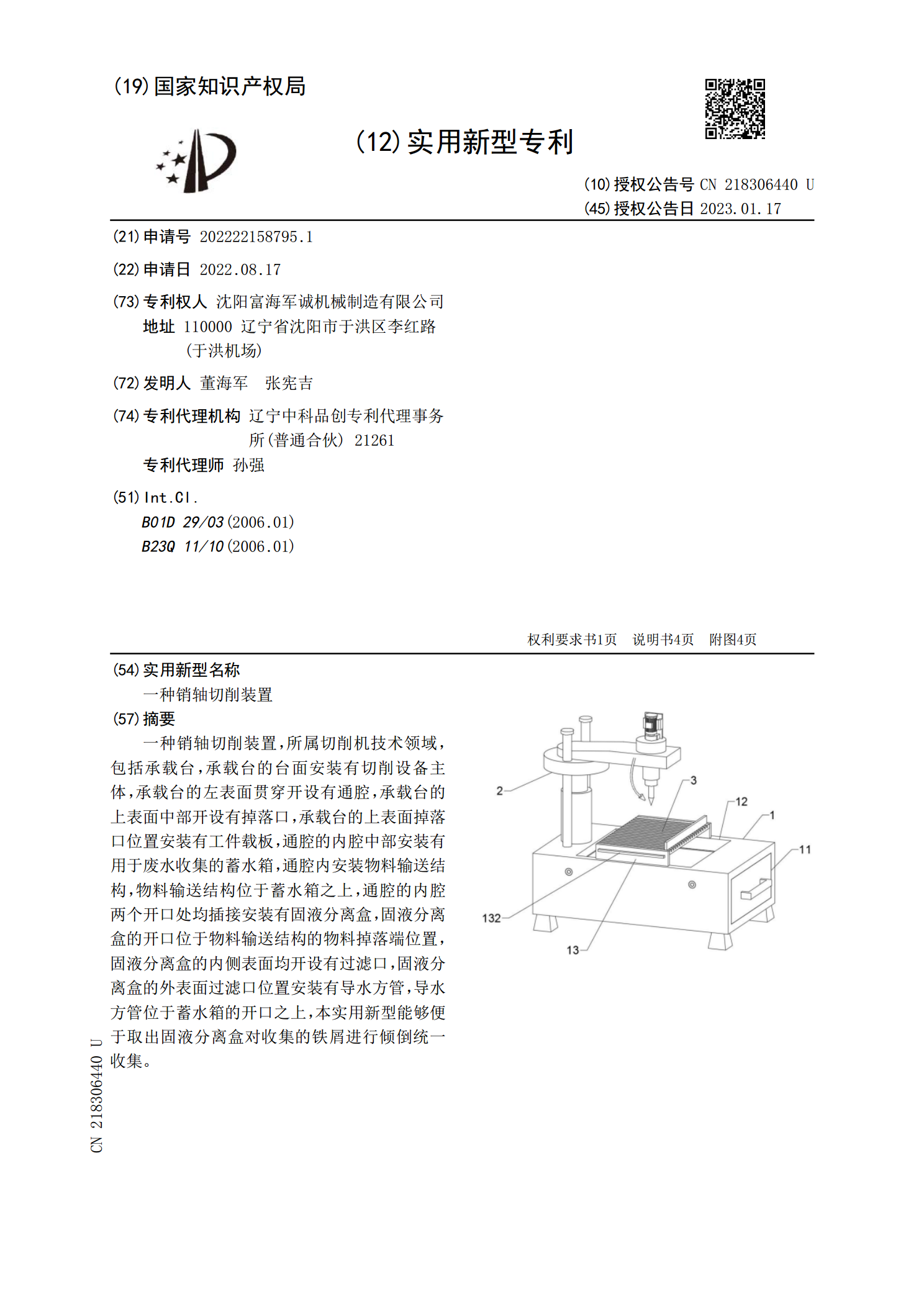
一种销轴切削装置,所属切削机技术领域,包括承载台,承载台的台面安装有切削设备主体,承载台的左表面贯穿开设有通腔,承载台的上表面中部开设有掉落口,承载台的上表面掉落口位置安装有工件载板,通腔的内腔中部安装有用于废水收集的蓄水箱,通腔内安装物料输送结构,物料输送结构位于蓄水箱之上,通腔的内腔两个开口处均插接安装有固液分离盒,固液分离盒的开口位于物料输送结构的物料掉落端位置,固液分离盒的内侧表面均开设有过滤口,固液分离盒的外表面过滤口位置安装有导水方管,导水方管位于蓄水箱的开口之上,本实用新型能够便于取出固液分

特种切削工艺——熨平切削.docx
特种切削工艺——熨平切削特种切削工艺——熨平切削摘要:熨平切削是一种特种切削工艺,在表面处理和改善工件表面质量方面具有重要的应用。本文将对熨平切削技术进行研究和讨论,包括其原理、方法、工艺参数等。通过对熨平切削的探讨,可以为切削加工提供新的思路和方法,从而提高工件的精度和表面质量。关键词:熨平切削、表面处理、改善工件质量、切削加工、工艺参数1.引言熨平切削是一种采用刀具和工件表面相对滑动的切削加工方法,由于其能够在切削时同时压制工件表面,使之具有较高的平整度和光洁度,因而在表面处理和改善工件表面质量方面具