
铜导线拉丝方法.pdf

努力****采萍

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铜导线拉丝方法.pdf
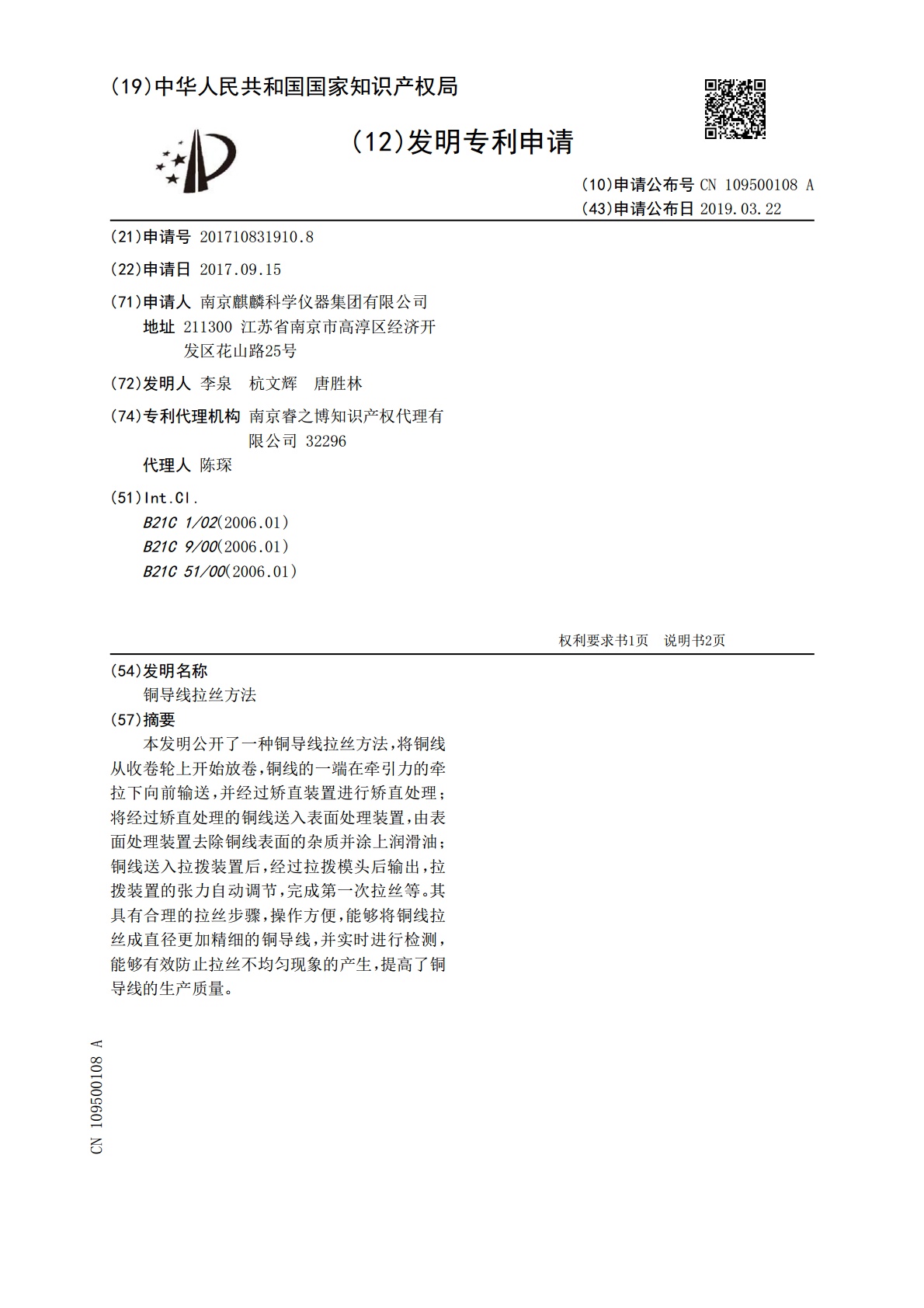
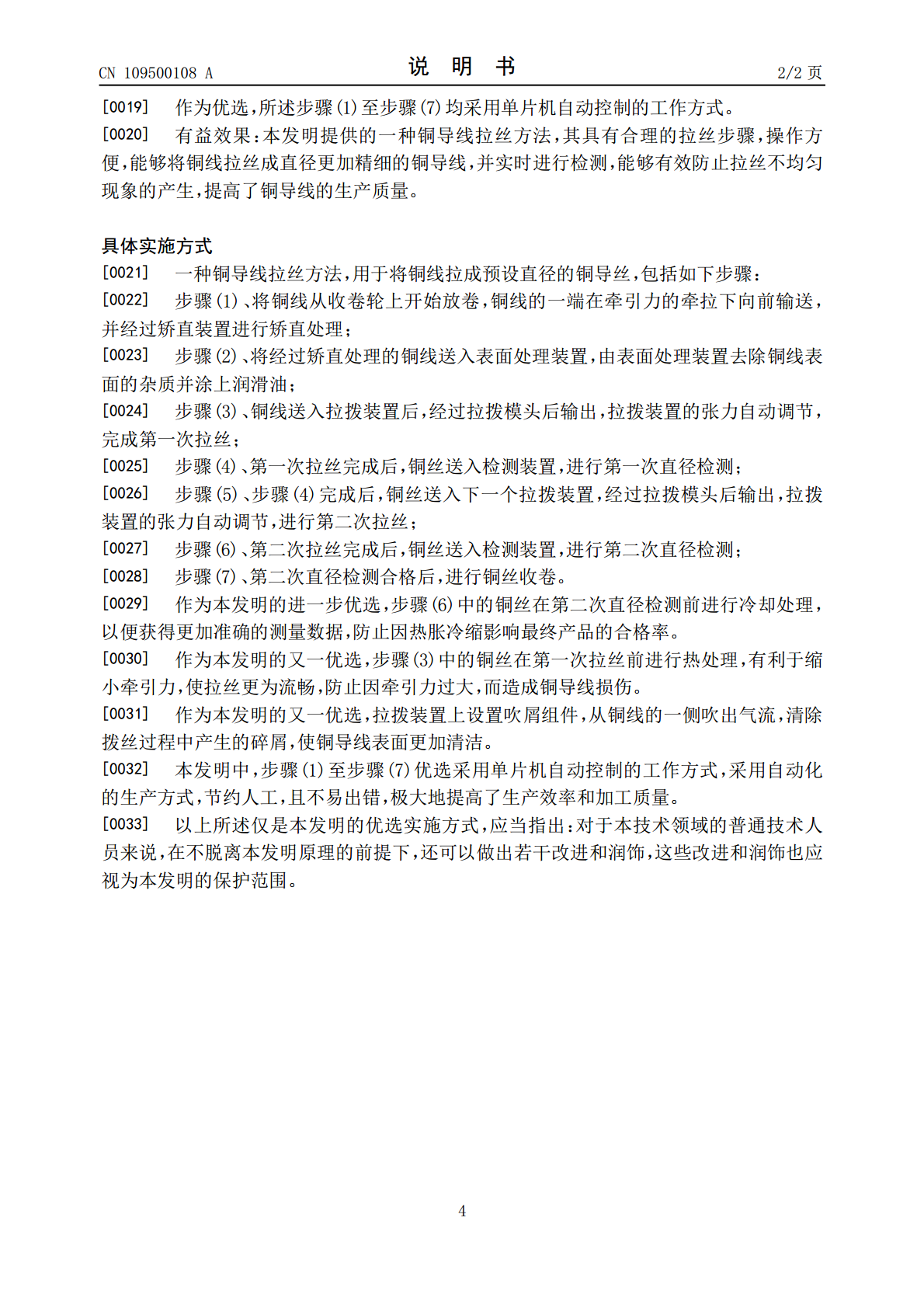
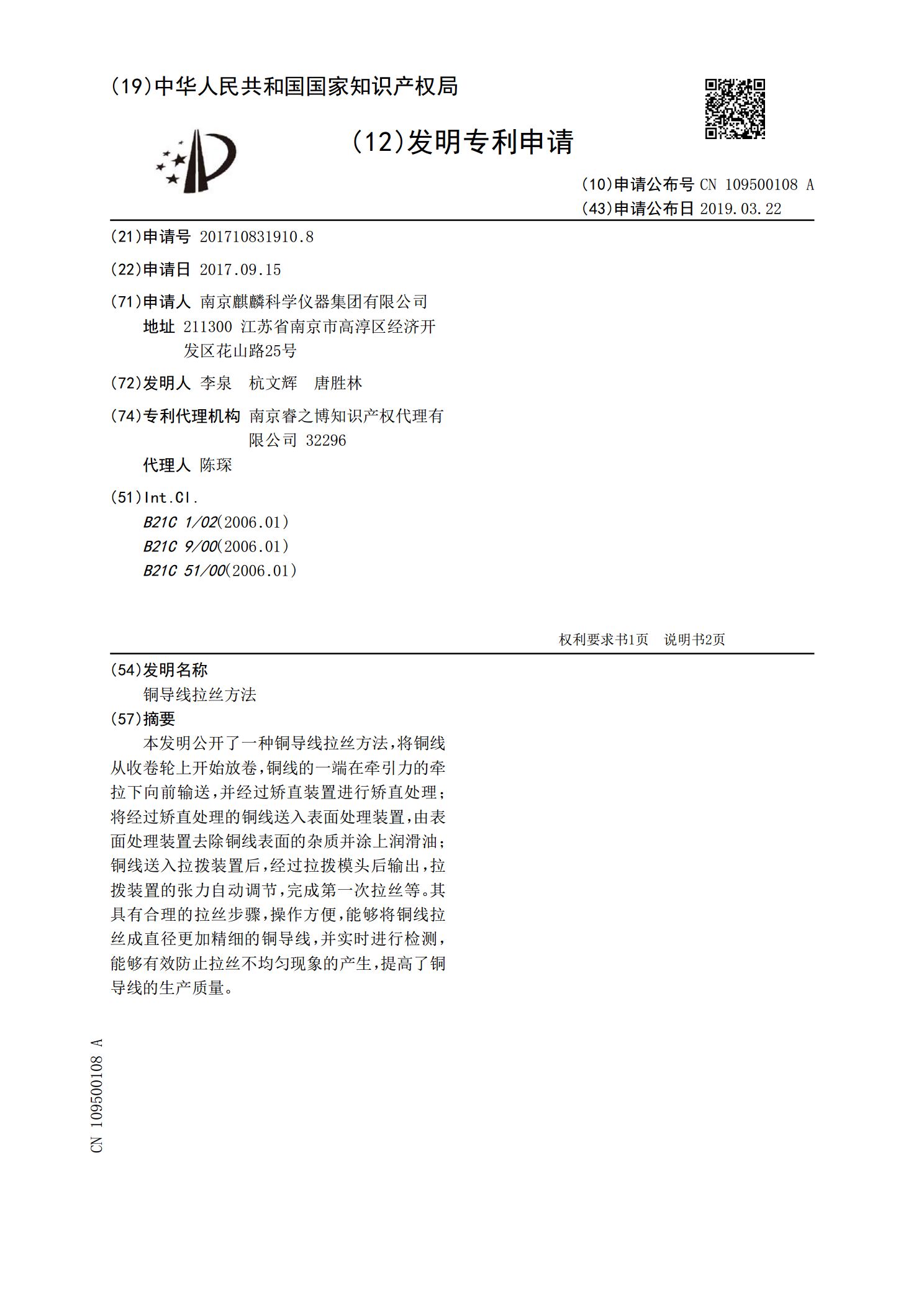
本发明公开了一种铜导线拉丝方法,将铜线从收卷轮上开始放卷,铜线的一端在牵引力的牵拉下向前输送,并经过矫直装置进行矫直处理;将经过矫直处理的铜线送入表面处理装置,由表面处理装置去除铜线表面的杂质并涂上润滑油;铜线送入拉拨装置后,经过拉拨模头后输出,拉拨装置的张力自动调节,完成第一次拉丝等。其具有合理的拉丝步骤,操作方便,能够将铜线拉丝成直径更加精细的铜导线,并实时进行检测,能够有效防止拉丝不均匀现象的产生,提高了铜导线的生产质量。
一种铜杆拉丝方法.pdf
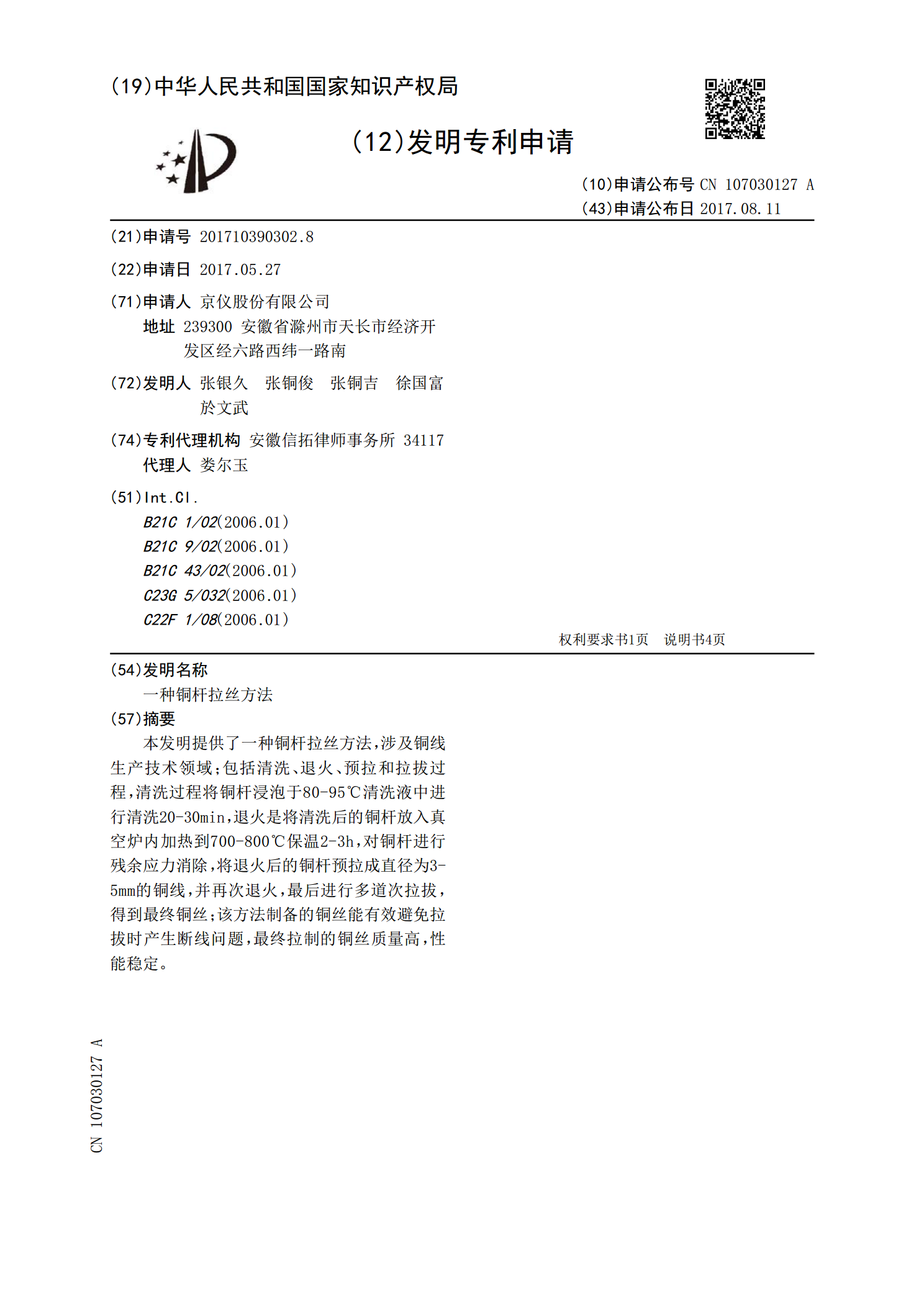
本发明提供了一种铜杆拉丝方法,涉及铜线生产技术领域;包括清洗、退火、预拉和拉拔过程,清洗过程将铜杆浸泡于80‑95℃清洗液中进行清洗20‑30min,退火是将清洗后的铜杆放入真空炉内加热到700‑800℃保温2‑3h,对铜杆进行残余应力消除,将退火后的铜杆预拉成直径为3‑5mm的铜线,并再次退火,最后进行多道次拉拔,得到最终铜丝;该方法制备的铜丝能有效避免拉拔时产生断线问题,最终拉制的铜丝质量高,性能稳定。

常用铜导线使用方法.doc
常用铜导线使用方法分享一下导线的使用有关知识。即电线的安全载流量是多少常用电线能带多少功率的用电器重点来看一下:01(1)一平方的铜芯线,安全载流量范围为(6-8)A,所能带动的功率范围为(1.3-1.7)KW。(2)1.5平方的铜芯线,安全载流量范围为(8-15)A,所能带动的功率范围为(1.7-3.3)KW。(3)2.5平方的铜芯线,安全载流量范围为(16-25)A,所能带动的功率为(3.5-5.5)KW。(4)4平方的铜芯线,安全载流量范围为(25-32)A,所能带动的
常用铜导线使用方法.doc
常用铜导线使用方法分享一下导线的使用有关知识。即电线的安全载流量是多少常用电线能带多少功率的用电器重点来看一下:01(1)一平方的铜芯线,安全载流量范围为(6-8)A,所能带动的功率范围为(1.3-1.7)KW。(2)1.5平方的铜芯线,安全载流量范围为(8-15)A,所能带动的功率范围为(1.7-3.3)KW。(3)2.5平方的铜芯线,安全载流量范围为(16-25)A,所能带动的功率为(3.5-5.5)KW。(4)4平方的铜芯线,安全载流量范围为(25-32)A,所能带动的
常用铜导线使用方法.doc
常用铜导线使用方法分享一下导线的使用有关知识。即电线的安全载流量是多少常用电线能带多少功率的用电器重点来看一下:01(1)一平方的铜芯线,安全载流量范围为(6-8)A,所能带动的功率范围为(1.3-1.7)KW。(2)1.5平方的铜芯线,安全载流量范围为(8-15)A,所能带动的功率范围为(1.7-3.3)KW。(3)2.5平方的铜芯线,安全载流量范围为(16-25)A,所能带动的功率为(3.5-5.5)KW。(4)4平方的铜芯线,安全载流量范围为(25-32)A,所能带动的