
一种加弹机生产DTY丝的工艺.pdf

冬易****娘子

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种加弹机生产DTY丝的工艺.pdf
本发明公开了一种加弹机生产DTY丝的工艺,将POY原丝依次经过如下步骤:POY原丝—剪丝器—第一罗拉—第一热箱—冷却板—假捻器—第二罗拉—第二热箱—网络器—第三罗拉—油轮—卷绕罗拉,本发明对第一热箱和第二热箱内壁进行结垢厚度处理,保持POY原丝处于第一热箱和第二热箱中部不触碰到结垢,且控制了POY原丝的上油率和摩擦盘的个数,有效地降低了DTY丝制作过程的毛丝产生率,提高了DTY丝手感爽滑度和柔软性。
一种加弹机及生产DTY丝的制备方法.pdf
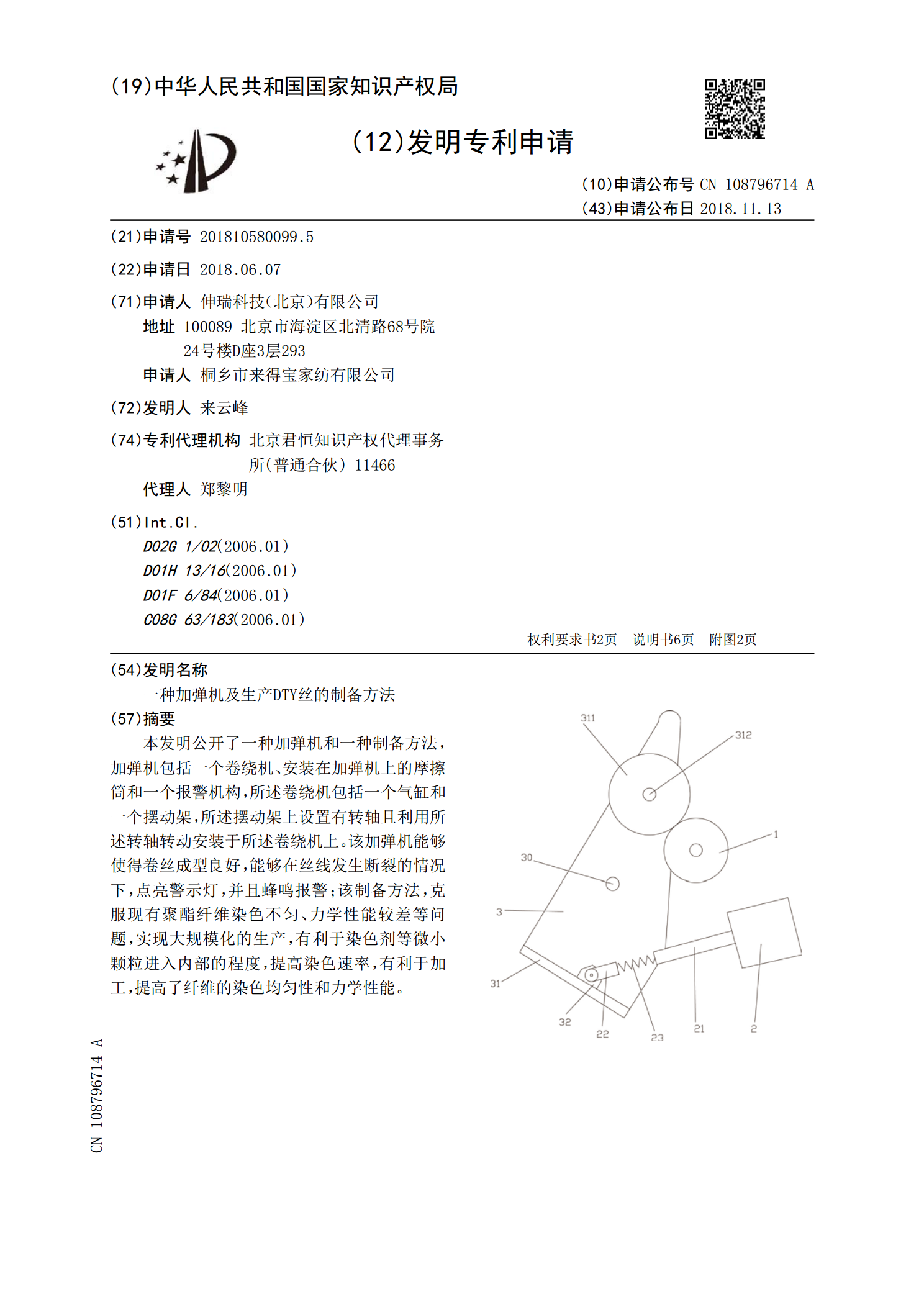
本发明公开了一种加弹机和一种制备方法,加弹机包括一个卷绕机、安装在加弹机上的摩擦筒和一个报警机构,所述卷绕机包括一个气缸和一个摆动架,所述摆动架上设置有转轴且利用所述转轴转动安装于所述卷绕机上。该加弹机能够使得卷丝成型良好,能够在丝线发生断裂的情况下,点亮警示灯,并且蜂鸣报警;该制备方法,克服现有聚酯纤维染色不匀、力学性能较差等问题,实现大规模化的生产,有利于染色剂等微小颗粒进入内部的程度,提高染色速率,有利于加工,提高了纤维的染色均匀性和力学性能。

海岛合股DTY丝加弹工艺探索.docx
海岛合股DTY丝加弹工艺探索海岛合股DTY丝加弹工艺探索摘要:近年来,海岛合股DTY丝加弹工艺成为纺织行业的研究热点之一。该工艺通过将海岛型涤纶与其他纤维进行合股,使得织物既具备了涤纶的优良性能,又融入了其他纤维的特点,使织物的舒适度、弹性和手感得以提升。本文将从工艺特点、工艺优势和工艺问题三个方面探讨海岛合股DTY丝加弹工艺的研究现状,并对其未来的发展进行展望。1.引言海岛合股DTY丝加弹工艺是指将海岛型涤纶(Polyester-PET)与其他纤维进行合股加工,制成加弹DTY(DrawTexturedY

各种织物对DTY丝的要求及加弹生产工艺探讨.docx
各种织物对DTY丝的要求及加弹生产工艺探讨DTY丝是一种加弹直纺涤纶丝,具有良好的弹性和柔软性,被广泛应用于各种织物中。不同种类的织物对DTY丝的要求不同,而加弹生产工艺也需要因不同织物的要求而有所改变。对于针织布料而言,DTY丝的弹性和柔韧性是非常重要的。为了保证针织布料具有良好的舒适性和穿着感觉,DTY丝需要具有高弹性和柔顺的手感。这就需要在生产过程中,保证DTY丝的拉伸率和回弹率的高度一致,同时保证DTY丝的表面光滑,结构均匀。对于丝绸织物,DTY丝的要求则主要在于光泽和柔软性。DTY丝必须保证表面
一种加弹机及网络丝生产工艺.pdf
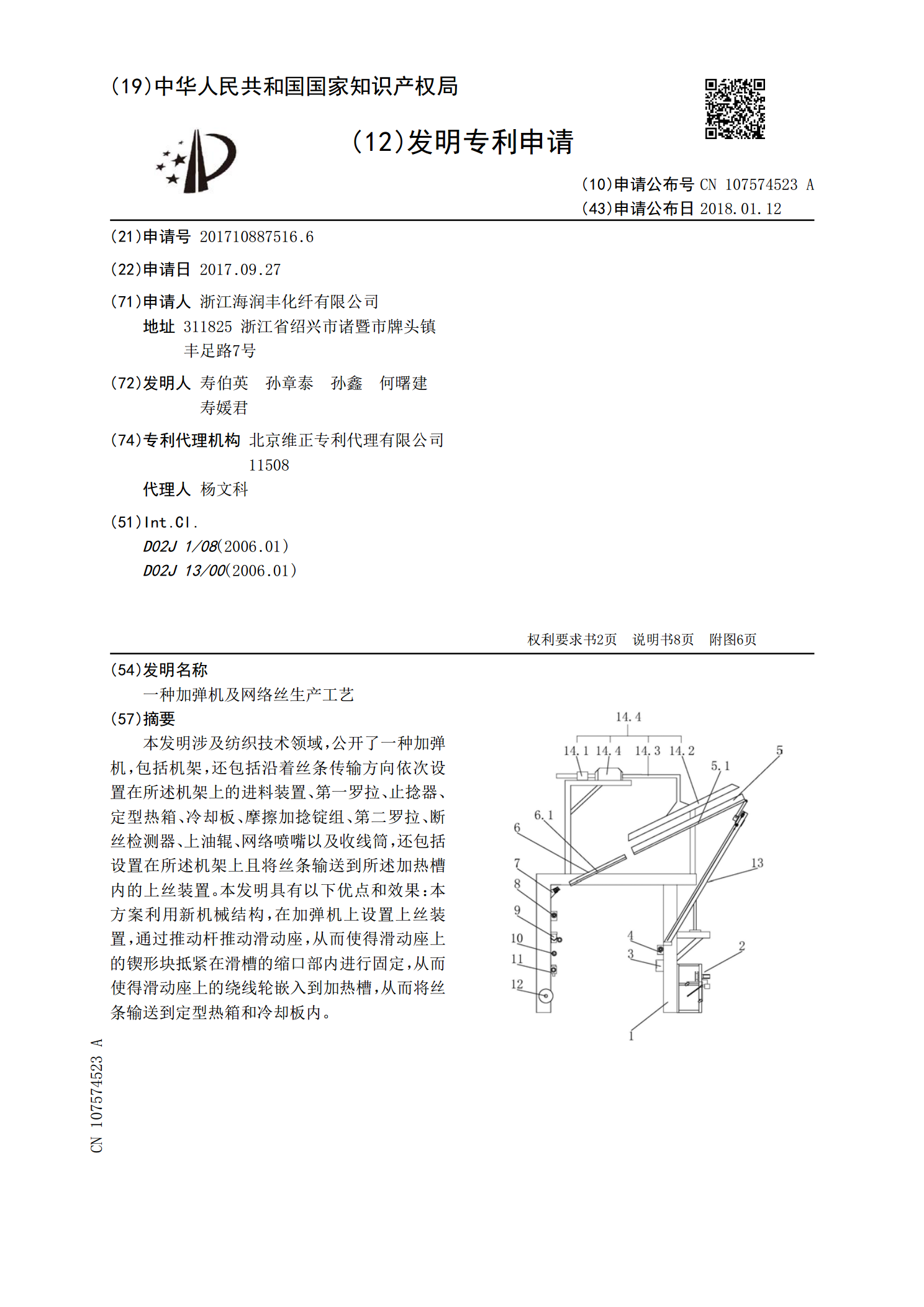
本发明涉及纺织技术领域,公开了一种加弹机,包括机架,还包括沿着丝条传输方向依次设置在所述机架上的进料装置、第一罗拉、止捻器、定型热箱、冷却板、摩擦加捻锭组、第二罗拉、断丝检测器、上油辊、网络喷嘴以及收线筒,还包括设置在所述机架上且将丝条输送到所述加热槽内的上丝装置。本发明具有以下优点和效果:本方案利用新机械结构,在加弹机上设置上丝装置,通过推动杆推动滑动座,从而使得滑动座上的锲形块抵紧在滑槽的缩口部内进行固定,从而使得滑动座上的绕线轮嵌入到加热槽,从而将丝条输送到定型热箱和冷却板内。