
一种蓝宝石衬底切割片再生加工方法.pdf

念珊****写意

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
蓝宝石衬底切割片再生加工方法.pdf
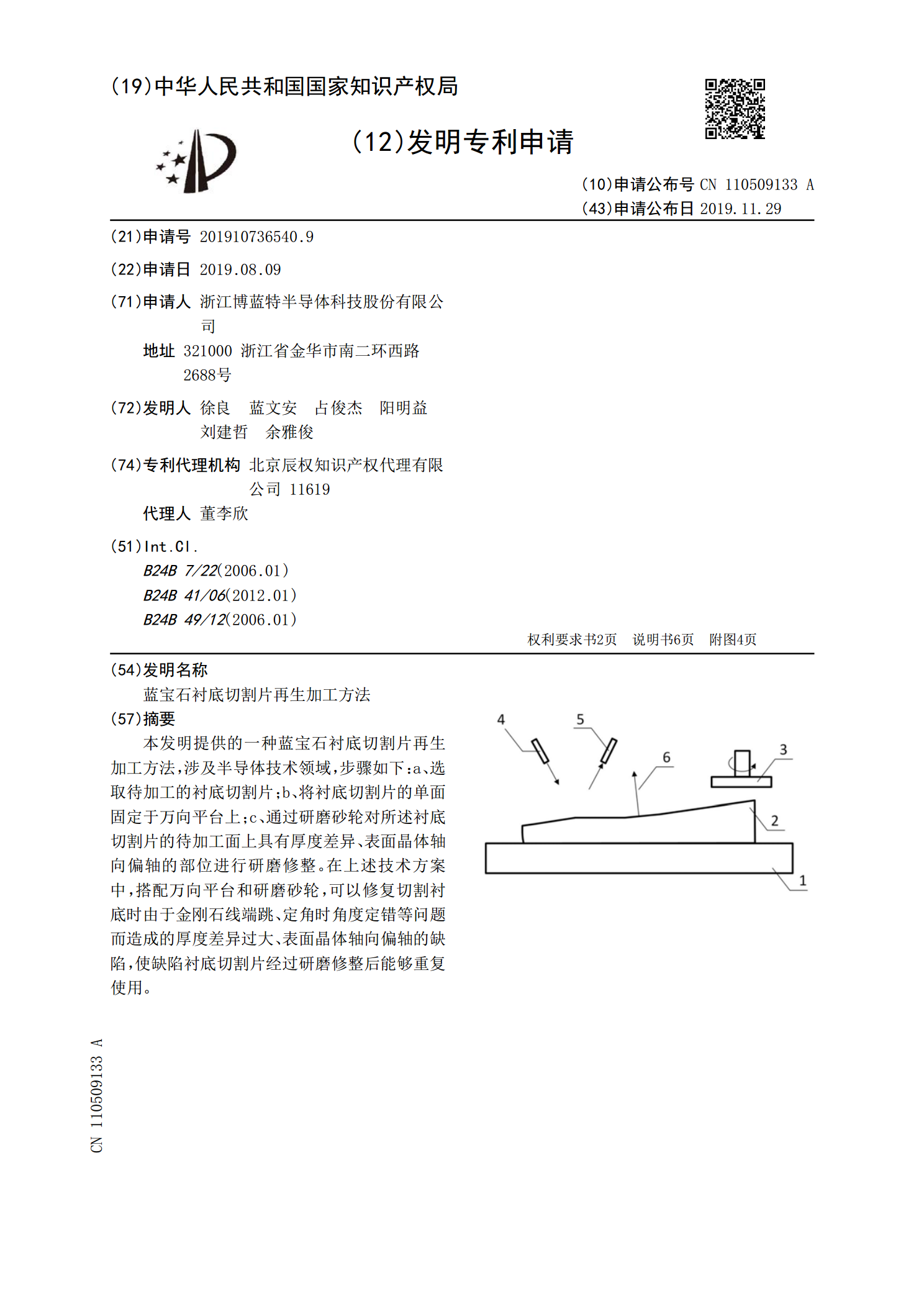
本发明提供的一种蓝宝石衬底切割片再生加工方法,涉及半导体技术领域,步骤如下:a、选取待加工的衬底切割片;b、将衬底切割片的单面固定于万向平台上;c、通过研磨砂轮对所述衬底切割片的待加工面上具有厚度差异、表面晶体轴向偏轴的部位进行研磨修整。在上述技术方案中,搭配万向平台和研磨砂轮,可以修复切割衬底时由于金刚石线端跳、定角时角度定错等问题而造成的厚度差异过大、表面晶体轴向偏轴的缺陷,使缺陷衬底切割片经过研磨修整后能够重复使用。
一种蓝宝石衬底切割片再生加工方法.pdf
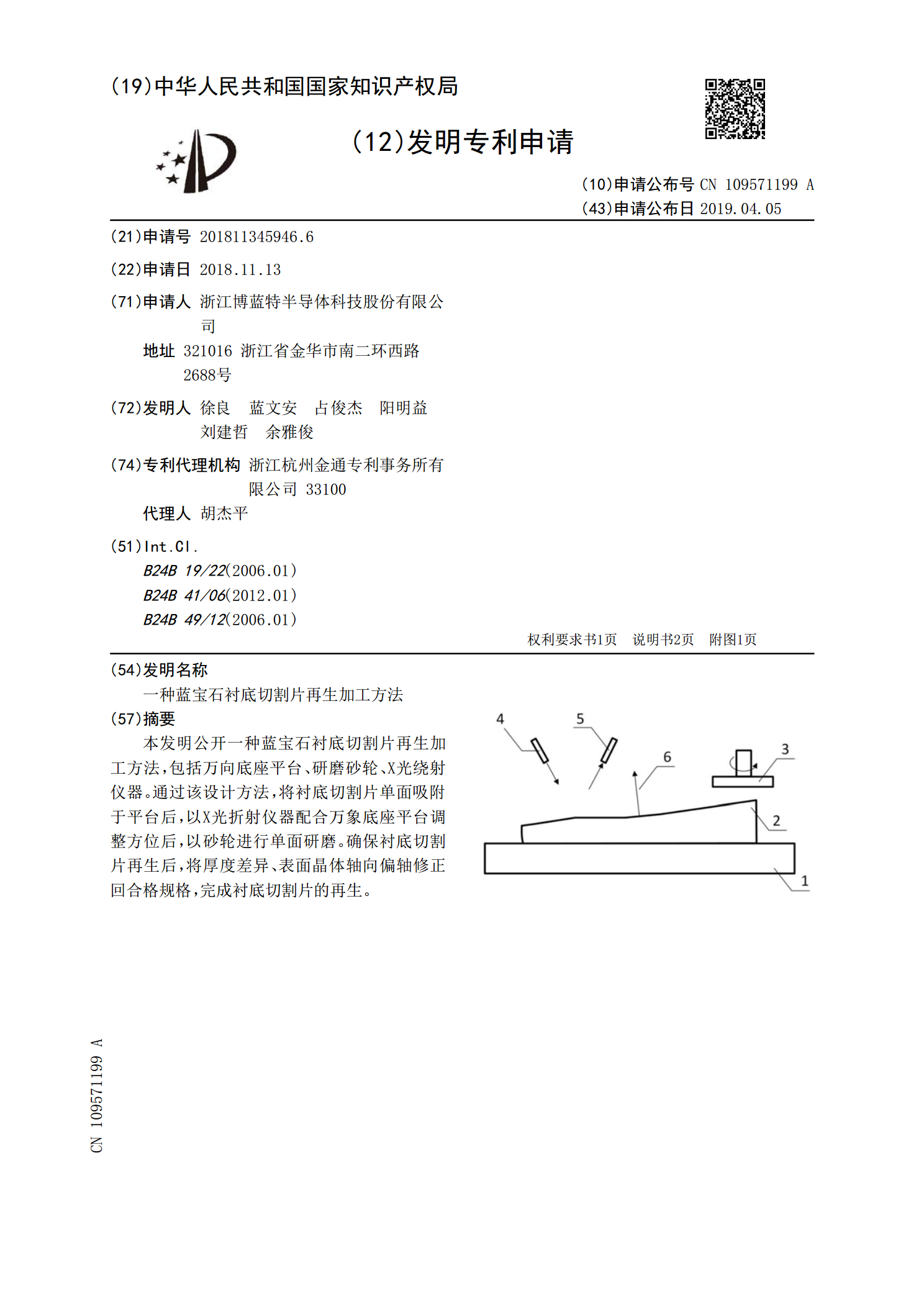
本发明公开一种蓝宝石衬底切割片再生加工方法,包括万向底座平台、研磨砂轮、X光绕射仪器。通过该设计方法,将衬底切割片单面吸附于平台后,以X光折射仪器配合万象底座平台调整方位后,以砂轮进行单面研磨。确保衬底切割片再生后,将厚度差异、表面晶体轴向偏轴修正回合格规格,完成衬底切割片的再生。
废弃蓝宝石衬底的再生方法及蓝宝石衬底.pdf
本发明公开了一种废弃蓝宝石衬底的再生方法,其包括:将废弃蓝宝石衬底采用第一溶液清洗;在1100~1400℃下进行热处理;再用第一溶液清洗,最后用氧化性溶液清洗,即得到再生蓝宝石衬底。其中,热处理过程中维持混合气体气氛,所述混合气体为氢气、氮气、氯气或氯化氢中的至少两种的混合物;第一溶液选用碱溶液,或所述第一溶液选用磷酸和/或硫酸;氧化性溶液选用硫酸、硝酸、双氧水中的一种或多种的混合物。相应的,本发明还公开了一种蓝宝石衬底,其采用上述再生方法再生得到。实施本发明,可解决大尺寸废弃蓝宝石衬底的再生问题,同时本

一种2吋、4吋蓝宝石衬底背面缺陷修复加工方法.pdf
本发明提供的一种2吋、4吋蓝宝石衬底背面缺陷修复加工方法,首先选用晶片贴片上蜡机将衬底的正面粘在陶瓷盘上,再将陶瓷盘放入自制游星轮中,通过双面研磨设备进行研磨,其中研磨液配置比例为碳化硅研磨粉:悬浮液:去离子水=1Kg:0.1L:1L~5L,其中悬浮液为亚硝酸钠与三乙醇胺的质量比是1:9的混合溶液,研磨设备的下盘速度设定为20转/分钟,上盘设定为15转/分钟,研磨液流量设定为300mL/分钟,压力为陶瓷盘的自重即为5.7KG,加工时间为10分钟;将研磨后的衬底进行脱胶、清洗、退火、抛光;经修复后的蓝宝石衬

一种SOI键合工艺后衬底片的再生加工方法.pdf
本发明属于集成电路单晶硅抛光片回收加工技术领域,具体涉及一种SOI键合工艺后衬底片的再生加工方法。该方法包括以下步骤:将回收的SOI衬底片进行脱模和清洗‑对衬底片进行正面抛光‑对衬底片进行第一次清洗‑对衬底硅片进行平整度均匀性、厚度测试‑对衬底片进行第二次清洗。本发明的再生加工方法实现了对SOI键合工艺后衬底片的回收,使衬底片重新达到具有表面高质量水平的衬底硅片,可以在SOI键合工艺中循环多次使用,实现加工成本远远低于购买新衬底硅片的价格。