
一种直线式切药机.pdf

是你****盟主

1/7

2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种直线式切药机.pdf
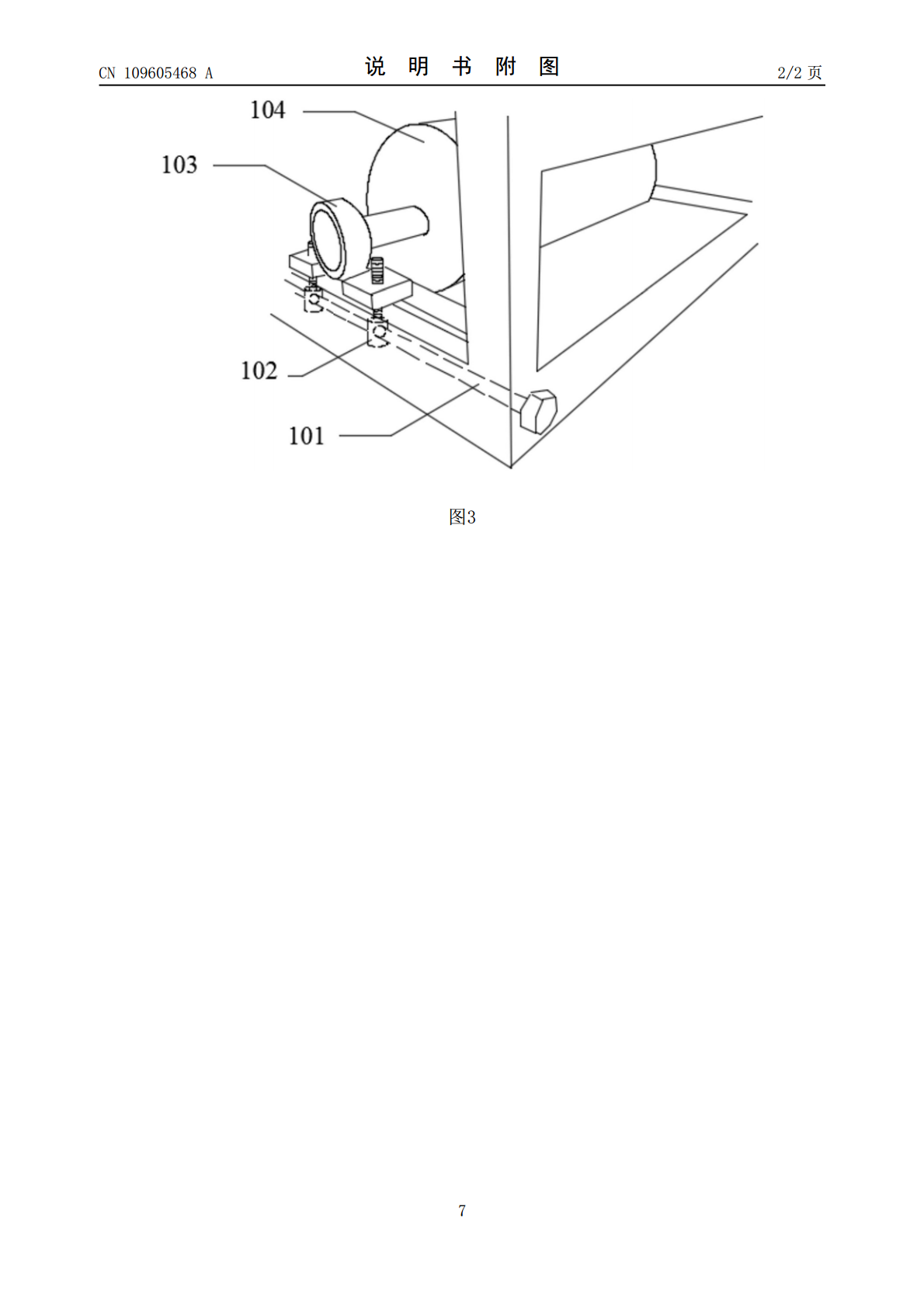
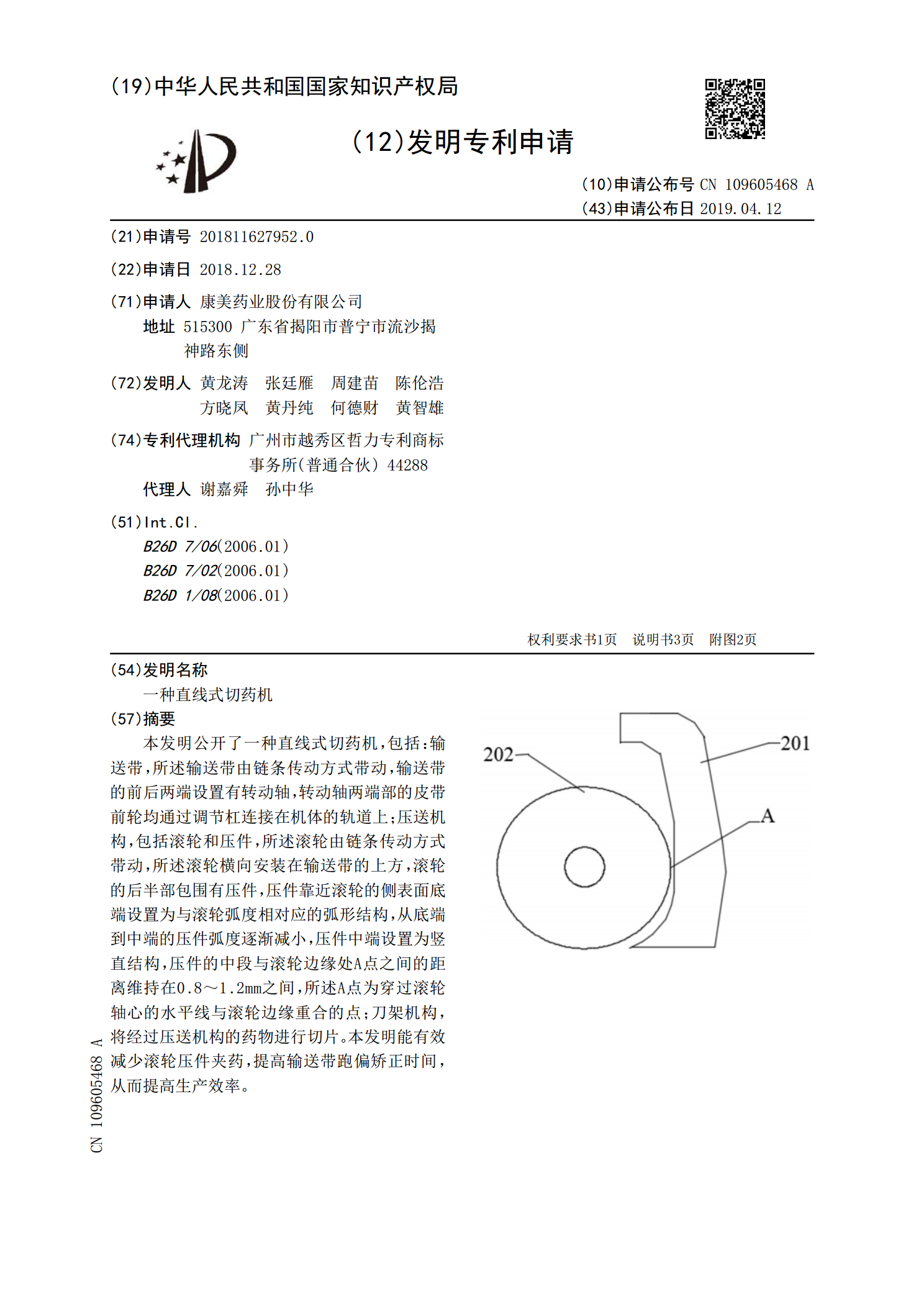
本发明公开了一种直线式切药机,包括:输送带,所述输送带由链条传动方式带动,输送带的前后两端设置有转动轴,转动轴两端部的皮带前轮均通过调节杠连接在机体的轨道上;压送机构,包括滚轮和压件,所述滚轮由链条传动方式带动,所述滚轮横向安装在输送带的上方,滚轮的后半部包围有压件,压件靠近滚轮的侧表面底端设置为与滚轮弧度相对应的弧形结构,从底端到中端的压件弧度逐渐减小,压件中端设置为竖直结构,压件的中段与滚轮边缘处A点之间的距离维持在0.8~1.2mm之间,所述A点为穿过滚轮轴心的水平线与滚轮边缘重合的点;刀架机构,将
一种直切式切药机.pdf
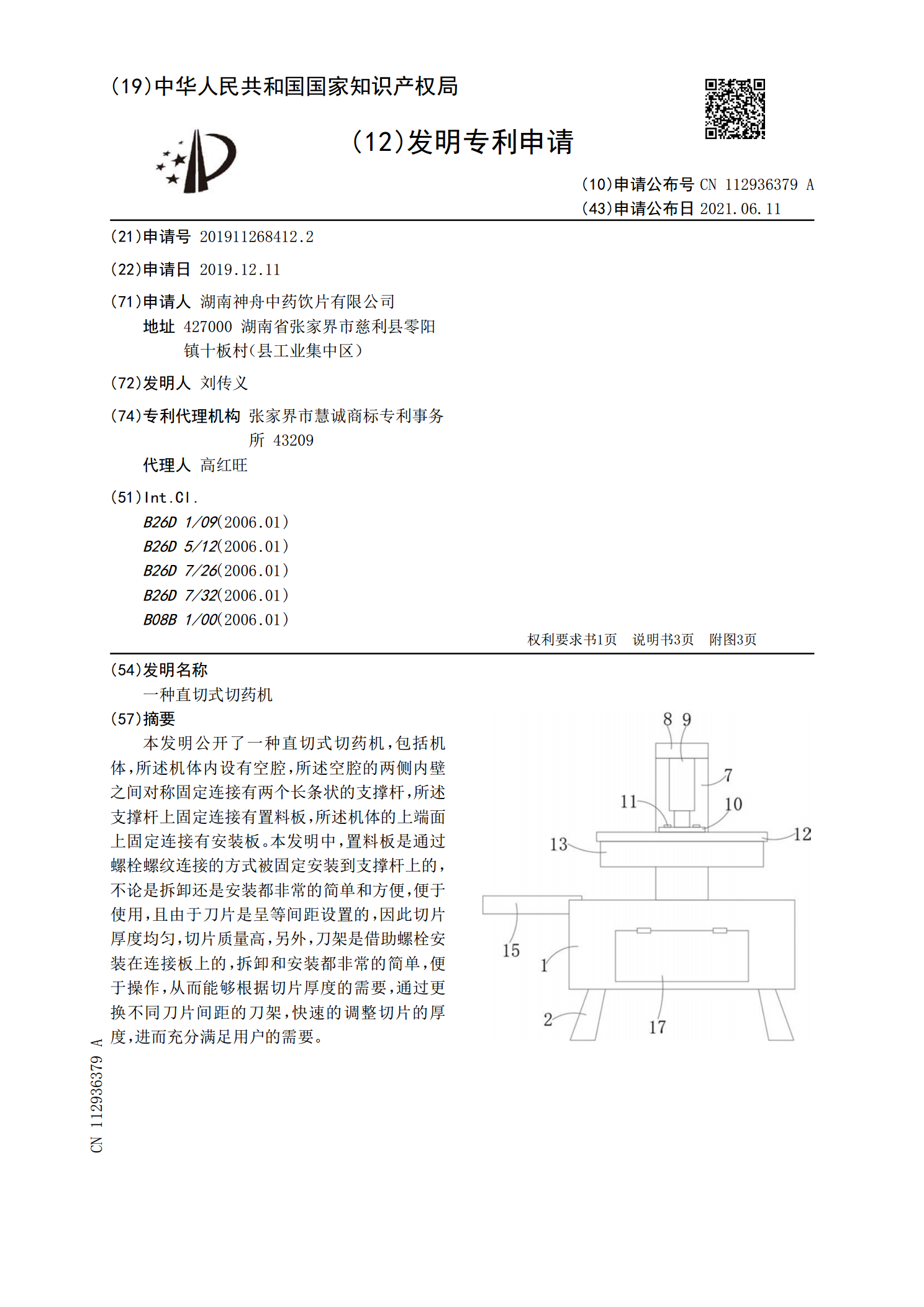
本发明公开了一种直切式切药机,包括机体,所述机体内设有空腔,所述空腔的两侧内壁之间对称固定连接有两个长条状的支撑杆,所述支撑杆上固定连接有置料板,所述机体的上端面上固定连接有安装板。本发明中,置料板是通过螺栓螺纹连接的方式被固定安装到支撑杆上的,不论是拆卸还是安装都非常的简单和方便,便于使用,且由于刀片是呈等间距设置的,因此切片厚度均匀,切片质量高,另外,刀架是借助螺栓安装在连接板上的,拆卸和安装都非常的简单,便于操作,从而能够根据切片厚度的需要,通过更换不同刀片间距的刀架,快速的调整切片的厚度,进而充分

直切式切药机.pdf
本发明公开了直切式切药机,包括切动力装置、物料传输装置,物料传输装置位于切动力装置上方,其中,切动力装置包括上下位置设置的上切刀和下切刀,上切刀固定,下切刀通过连接块连接有上顶轴,上顶轴远离连接块的一端连接有偏心定位块,偏心定位块轴转动连接有偏心块,偏心块远离偏心定位块的一端连接有转轴,转轴通过皮带连动到动力机的动力机输出轴上,还包括支撑座,支撑座设置有延伸支撑块,转轴贯穿延伸支撑块并与延伸支撑块进行轴承配合转动,其中,转轴的轴线均与偏心块的轴线和上顶轴的轴线垂直,转轴外径面设置有与转轴同轴用于配重防抖的

一种直线往复式切药机.pdf
本发明公开了一种直线往复式切药机,包括机架,所述机架的底部设置有支腿,所述支腿的底部设置有带刹万向轮,所述机架的一端设置有进料板,所述机架的另一端设置有卸料板,所述机架的内部设置有输送带,所述机架的顶部固定设置有龙门架,所述龙门架的横梁侧面与固定架固定连接,所述固定架内固定设置有第一气缸,所述第一气缸内的活塞杆的端部与安装架的顶部固定连接,所述安装架内设置有压紧辊,所述龙门架的横梁中部固定设置有第二气缸,所述第二气缸内的活塞杆的端部与活动架的一端固定连接。本发明通过设置输送带、压紧辊、刀架滚筒和平键,解决
一种斜置式转盘切药机.pdf
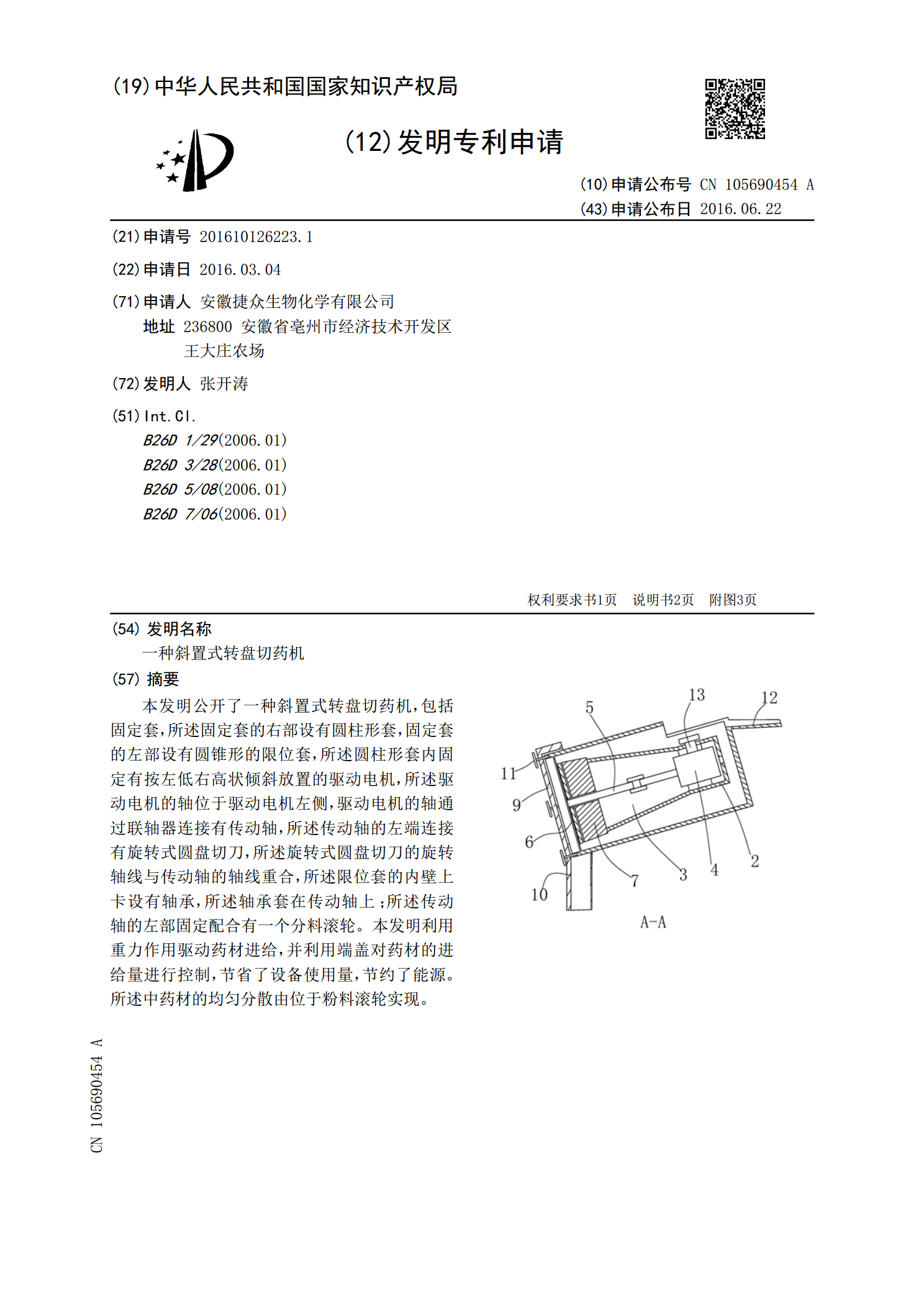
本发明公开了一种斜置式转盘切药机,包括固定套,所述固定套的右部设有圆柱形套,固定套的左部设有圆锥形的限位套,所述圆柱形套内固定有按左低右高状倾斜放置的驱动电机,所述驱动电机的轴位于驱动电机左侧,驱动电机的轴通过联轴器连接有传动轴,所述传动轴的左端连接有旋转式圆盘切刀,所述旋转式圆盘切刀的旋转轴线与传动轴的轴线重合,所述限位套的内壁上卡设有轴承,所述轴承套在传动轴上;所述传动轴的左部固定配合有一个分料滚轮。本发明利用重力作用驱动药材进给,并利用端盖对药材的进给量进行控制,节省了设备使用量,节约了能源。所述中