
板坯热连轧粗轧和精轧对中匹配设备.pdf

文库****坚白


1/7
2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
板坯热连轧粗轧和精轧对中匹配设备.pdf
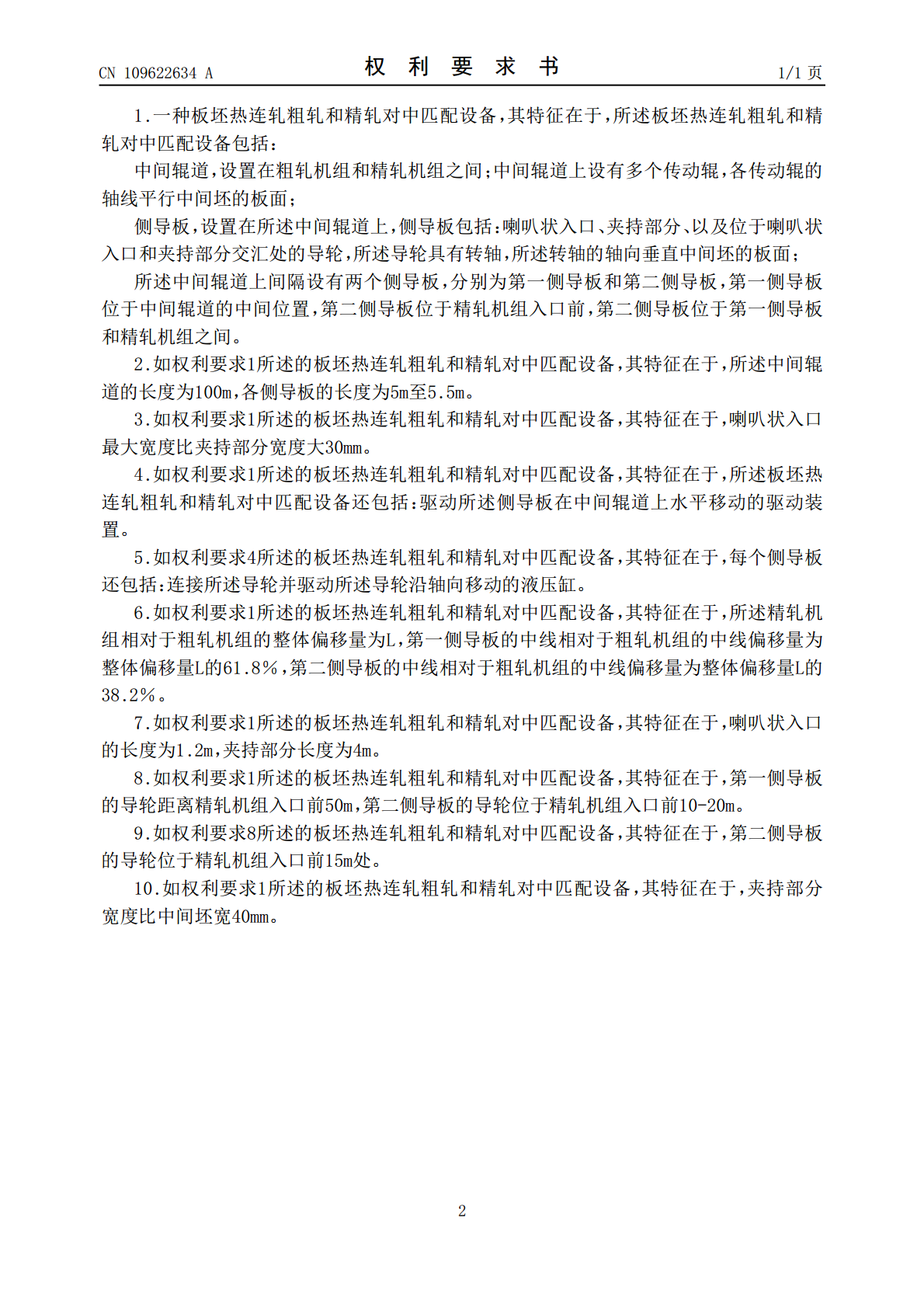
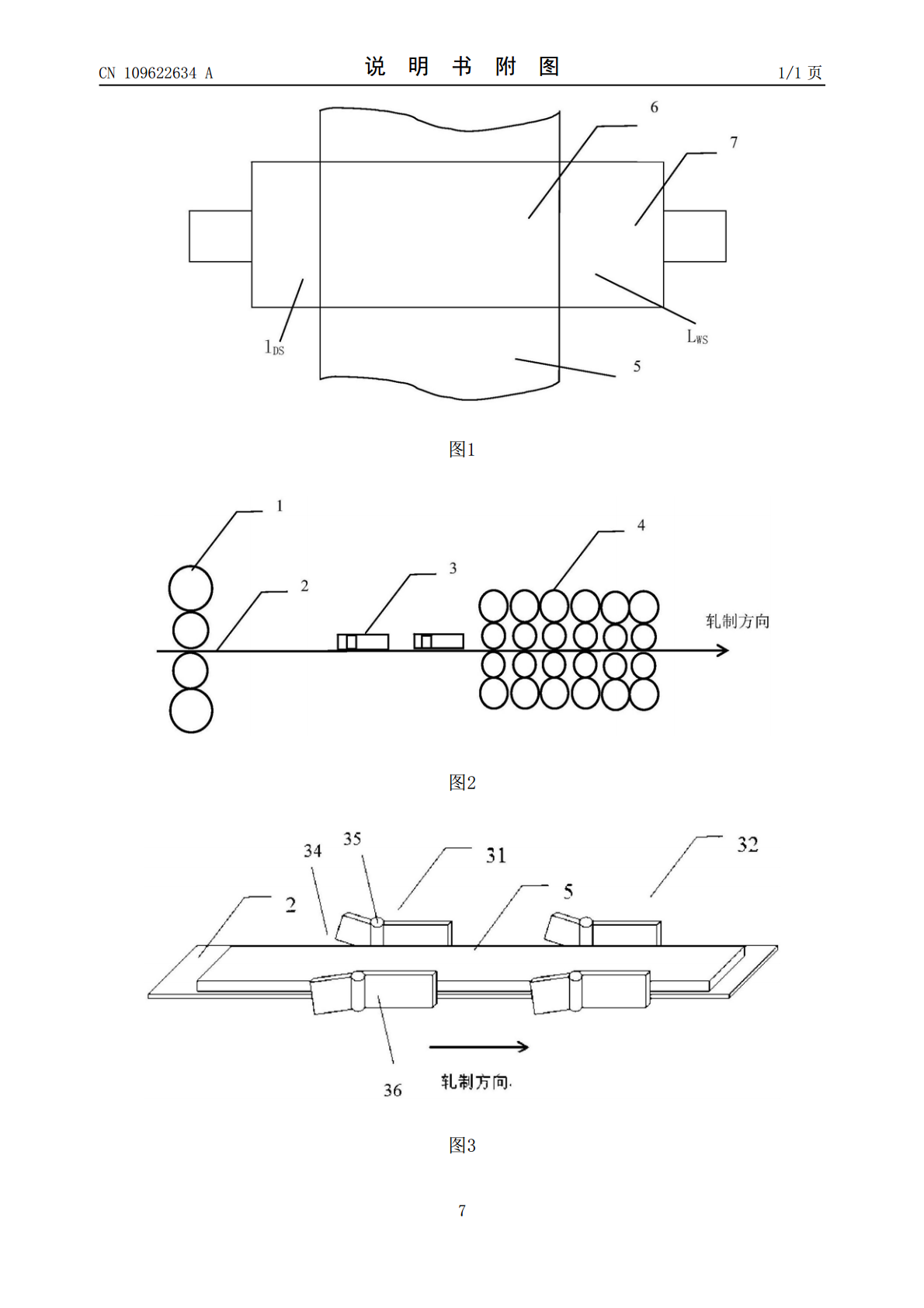
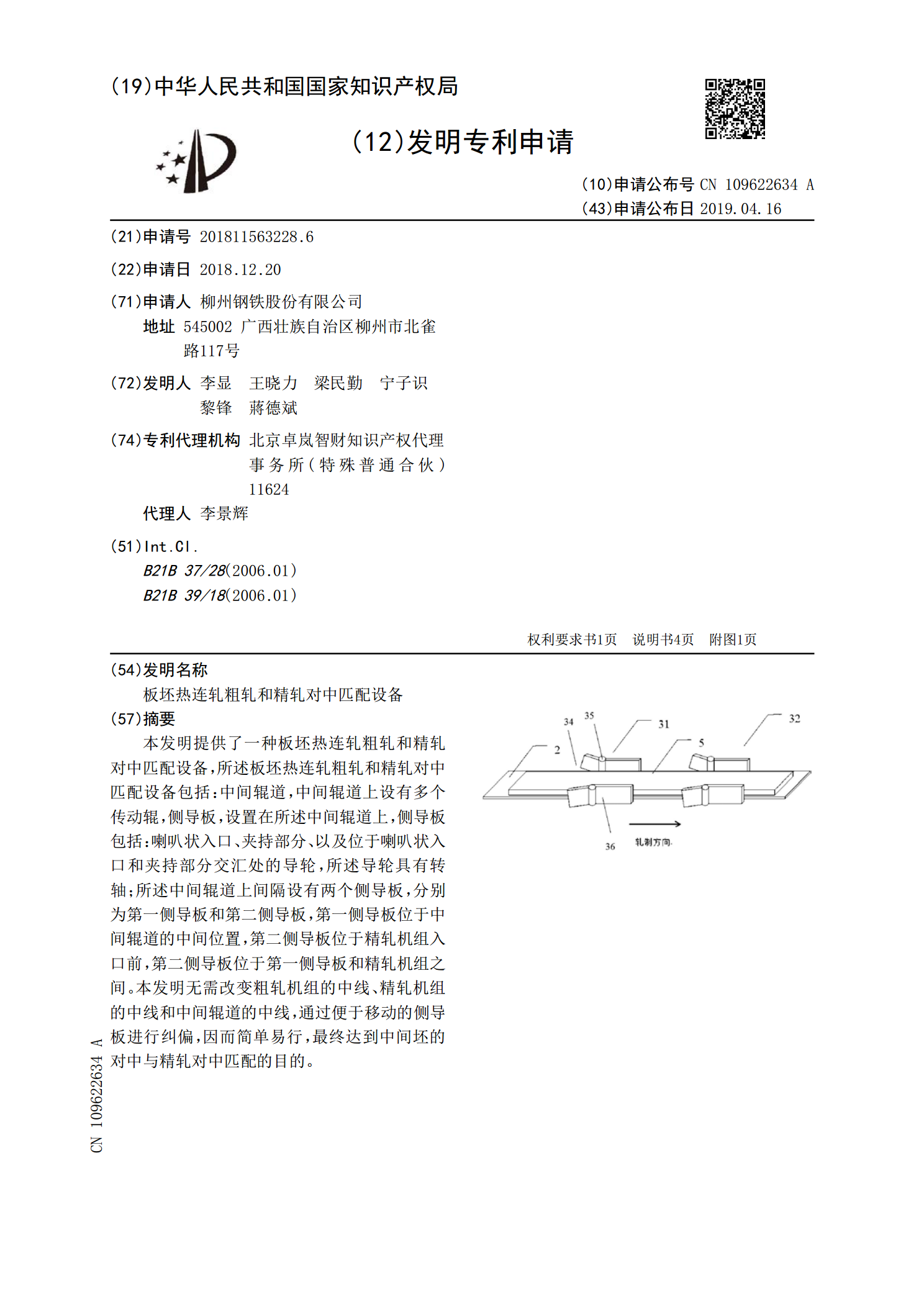
本发明提供了一种板坯热连轧粗轧和精轧对中匹配设备,所述板坯热连轧粗轧和精轧对中匹配设备包括:中间辊道,中间辊道上设有多个传动辊,侧导板,设置在所述中间辊道上,侧导板包括:喇叭状入口、夹持部分、以及位于喇叭状入口和夹持部分交汇处的导轮,所述导轮具有转轴;所述中间辊道上间隔设有两个侧导板,分别为第一侧导板和第二侧导板,第一侧导板位于中间辊道的中间位置,第二侧导板位于精轧机组入口前,第二侧导板位于第一侧导板和精轧机组之间。本发明无需改变粗轧机组的中线、精轧机组的中线和中间辊道的中线,通过便于移动的侧导板进行纠偏

基于机器学习的热连轧板坯粗轧过程建模研究.docx
基于机器学习的热连轧板坯粗轧过程建模研究热连轧板坯粗轧过程是钢材生产中的重要环节,对于保证板坯的质量和形状具有关键作用。然而,由于该过程涉及到复杂的力学、热学和金属学等多个因素,传统的建模方法难以准确预测和控制该过程。为此,基于机器学习的热连轧板坯粗轧过程建模成为了研究的热点之一。首先,本文将对热连轧板坯粗轧过程进行详细的介绍。热连轧板坯粗轧是指将高温下的板坯通过轧机进行弯曲与压制,以达到制定的厚度和宽度。该过程中受到的力量主要有垂向力、凸轮力、辊弯力等,并伴随着温度、应变率等因素的变化。因此,建立准确的

基于机器学习的热连轧板坯粗轧过程建模研究的开题报告.docx
基于机器学习的热连轧板坯粗轧过程建模研究的开题报告一、研究背景及意义现代工业生产中的钢铁行业是最具有代表性的行业之一,其发展水平直接影响国民经济的发展水平及产业结构的合理调整。其中,热连轧是钢铁生产中的重要工序之一,它是将钢坯加工成加工成中厚板、热轧带钢、热轧薄板和精轧冷板等产品的主要方法之一。粗轧过程是热连轧过程中最重要的一环,其对后续制品的质量、表面均匀度、机械性能等均有较大影响。因此,对于板坯粗轧过程的数据分析和建模研究也变得至关重要。近年来,机器学习技术在钢铁领域的发展非常迅速,由此引发了热连轧板

热连轧精轧设定模型的试验研究.docx
热连轧精轧设定模型的试验研究热连轧精轧设定模型的试验研究摘要:热连轧精轧设定模型是指通过试验研究,建立热连轧和精轧过程中的设定参数模型,以优化生产过程,提高产品质量和生产效率。本文通过实验研究,从材料性能、轧制工艺和设定参数等方面进行分析,得出了一定的结论,并提出了进一步研究的方向。引言:热连轧和精轧是金属材料加工过程中常用的轧制工艺,广泛应用于钢铁、铜、铝等金属材料的生产中。热连轧是指将金属坯料在高温下进行连续轧制,使其形成所需的截面形状和尺寸。精轧是在热轧后对轧制板坯进行精细轧制,以进一步改善尺寸精度

带钢热连轧粗轧过程FEM分析前处理模块开发.docx
带钢热连轧粗轧过程FEM分析前处理模块开发介绍热连轧带钢粗轧是钢铁生产中的关键工艺环节,其质量直接影响到后续制品的质量和性能。随着计算机仿真技术的发展,有限元分析技术已经广泛应用于热轧生产中。本文主要介绍带钢热连轧粗轧过程FEM分析前处理模块的开发。FEM分析前处理模块的基本功能FEM分析前处理是指在进行有限元分析之前,进行建模、网格划分、边界条件的设定等各种准备工作的过程。带钢热连轧粗轧过程FEM分析前处理模块的基本功能包括:1.建模功能:根据热连轧带钢粗轧过程的工艺流程,建立合适的三维有限元模型,建模