
一种正反叠片设备及其叠片方法.pdf

沛芹****ng


1/8

2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种正反叠片设备及其叠片方法.pdf
本发明涉及卫生用品制造技术领域,具体涉及到一种正反叠片设备及其叠片方法。该种正反叠片设备包括正反输送装置、上输送装置、移动装置、下输送装置、叠片装置,所述正反输送装置包括三个第一转轮、第一传送带,所述第一传送带套设于三个第一转轮上形成左右两个传送斜面,所述移动装置与上输送装置连接并驱动上输送装置左右移动,所述叠片装置设置于下输送装置一端。本发明的正反叠片设备设有正反输送装置,所述正反输送装置形成左右两个传送斜面,从左右两个传送斜面进入下输送装置的产品分别为正反面朝上,通过移动装置调整上输送装置的位置,对产
一种锂电池极片叠片设备及其叠片方法.pdf
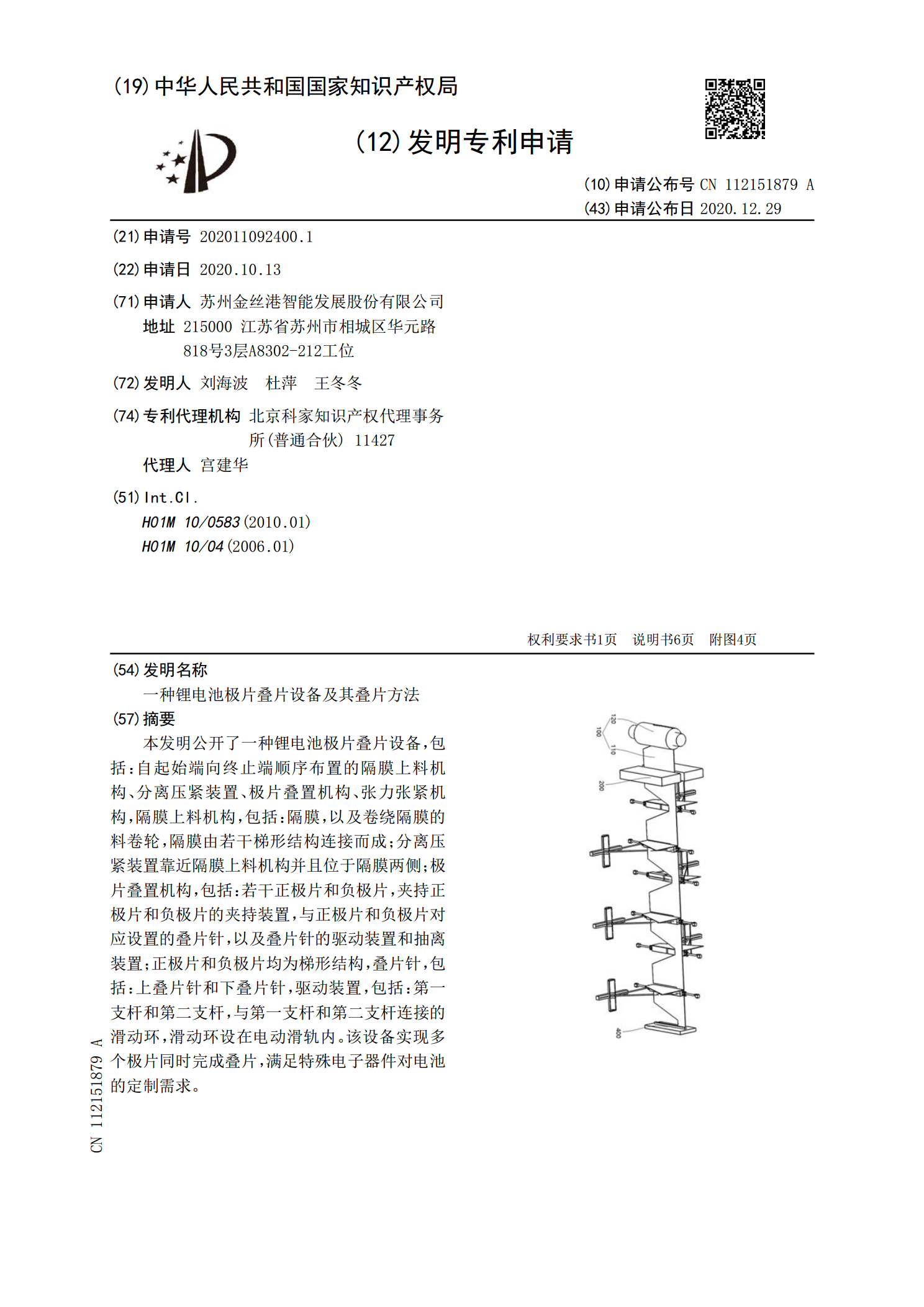
本发明公开了一种锂电池极片叠片设备,包括:自起始端向终止端顺序布置的隔膜上料机构、分离压紧装置、极片叠置机构、张力张紧机构,隔膜上料机构,包括:隔膜,以及卷绕隔膜的料卷轮,隔膜由若干梯形结构连接而成;分离压紧装置靠近隔膜上料机构并且位于隔膜两侧;极片叠置机构,包括:若干正极片和负极片,夹持正极片和负极片的夹持装置,与正极片和负极片对应设置的叠片针,以及叠片针的驱动装置和抽离装置;正极片和负极片均为梯形结构,叠片针,包括:上叠片针和下叠片针,驱动装置,包括:第一支杆和第二支杆,与第一支杆和第二支杆连接的滑动
叠片电池的叠片方法及设备.pdf
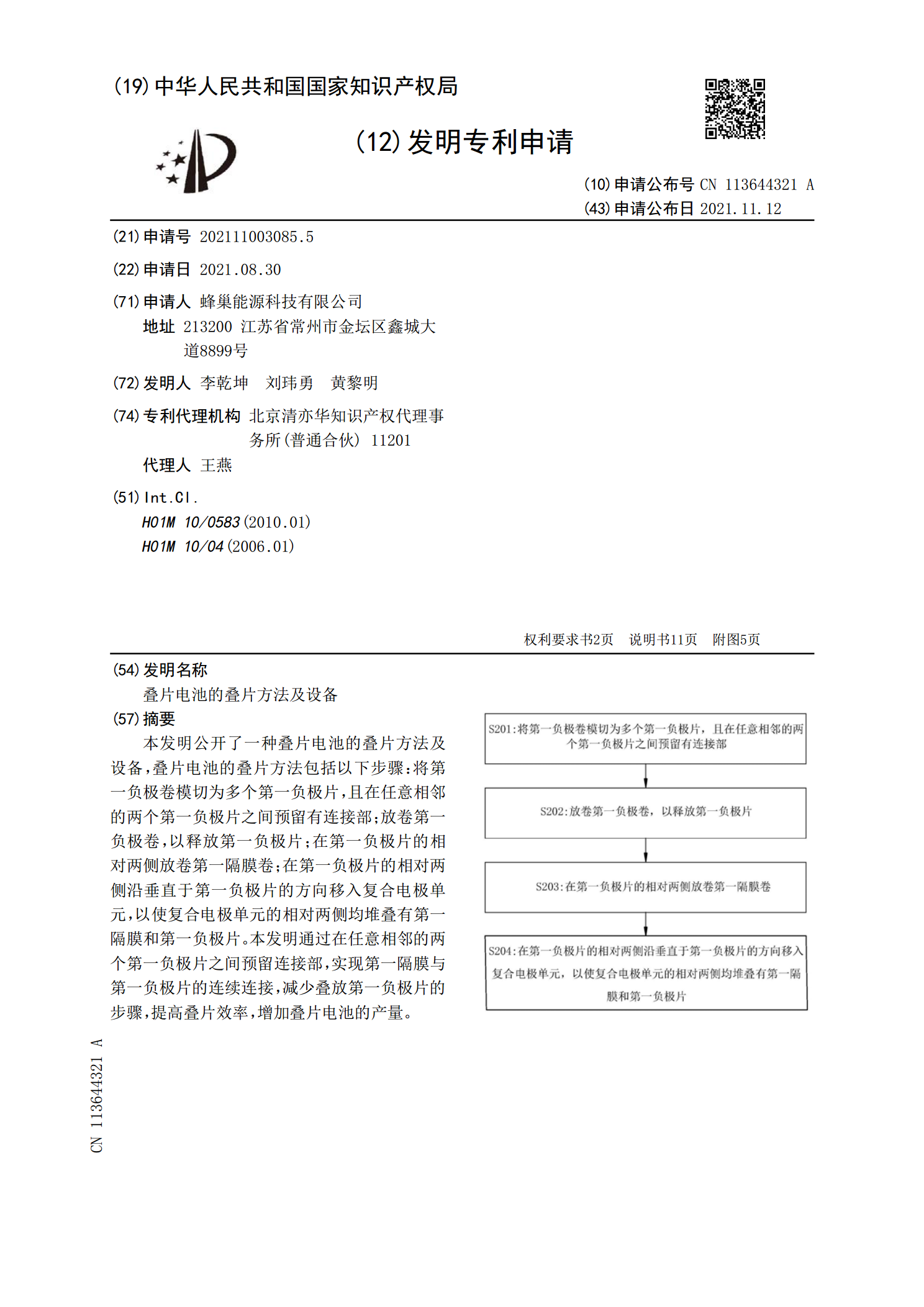
本发明公开了一种叠片电池的叠片方法及设备,叠片电池的叠片方法包括以下步骤:将第一负极卷模切为多个第一负极片,且在任意相邻的两个第一负极片之间预留有连接部;放卷第一负极卷,以释放第一负极片;在第一负极片的相对两侧放卷第一隔膜卷;在第一负极片的相对两侧沿垂直于第一负极片的方向移入复合电极单元,以使复合电极单元的相对两侧均堆叠有第一隔膜和第一负极片。本发明通过在任意相邻的两个第一负极片之间预留连接部,实现第一隔膜与第一负极片的连续连接,减少叠放第一负极片的步骤,提高叠片效率,增加叠片电池的产量。
一种多工位叠片装置及其叠片方法.pdf
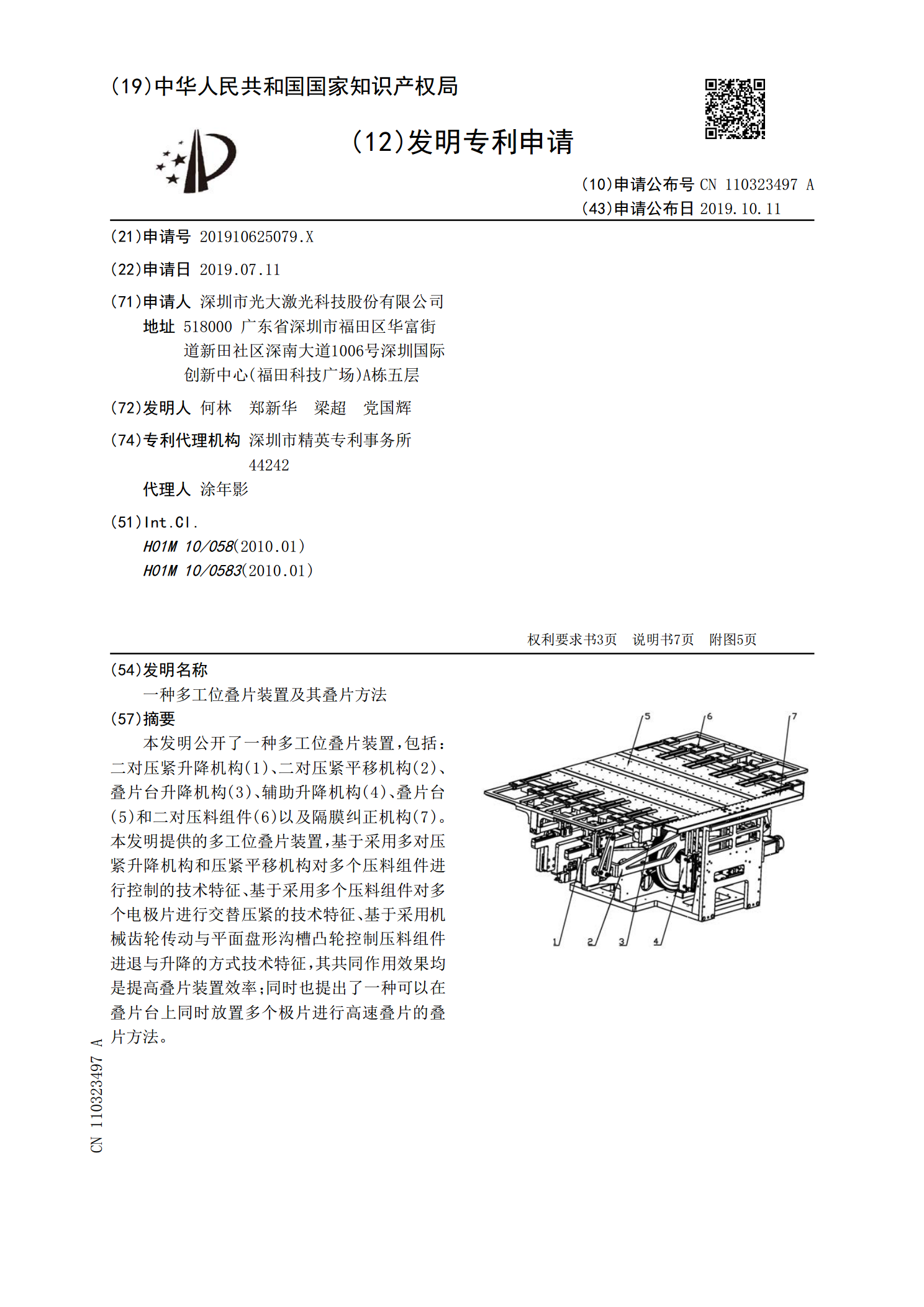
本发明公开了一种多工位叠片装置,包括:二对压紧升降机构(1)、二对压紧平移机构(2)、叠片台升降机构(3)、辅助升降机构(4)、叠片台(5)和二对压料组件(6)以及隔膜纠正机构(7)。本发明提供的多工位叠片装置,基于采用多对压紧升降机构和压紧平移机构对多个压料组件进行控制的技术特征、基于采用多个压料组件对多个电极片进行交替压紧的技术特征、基于采用机械齿轮传动与平面盘形沟槽凸轮控制压料组件进退与升降的方式技术特征,其共同作用效果均是提高叠片装置效率;同时也提出了一种可以在叠片台上同时放置多个极片进行高速叠片
一种电池极片叠片设备及电芯叠片方法.pdf
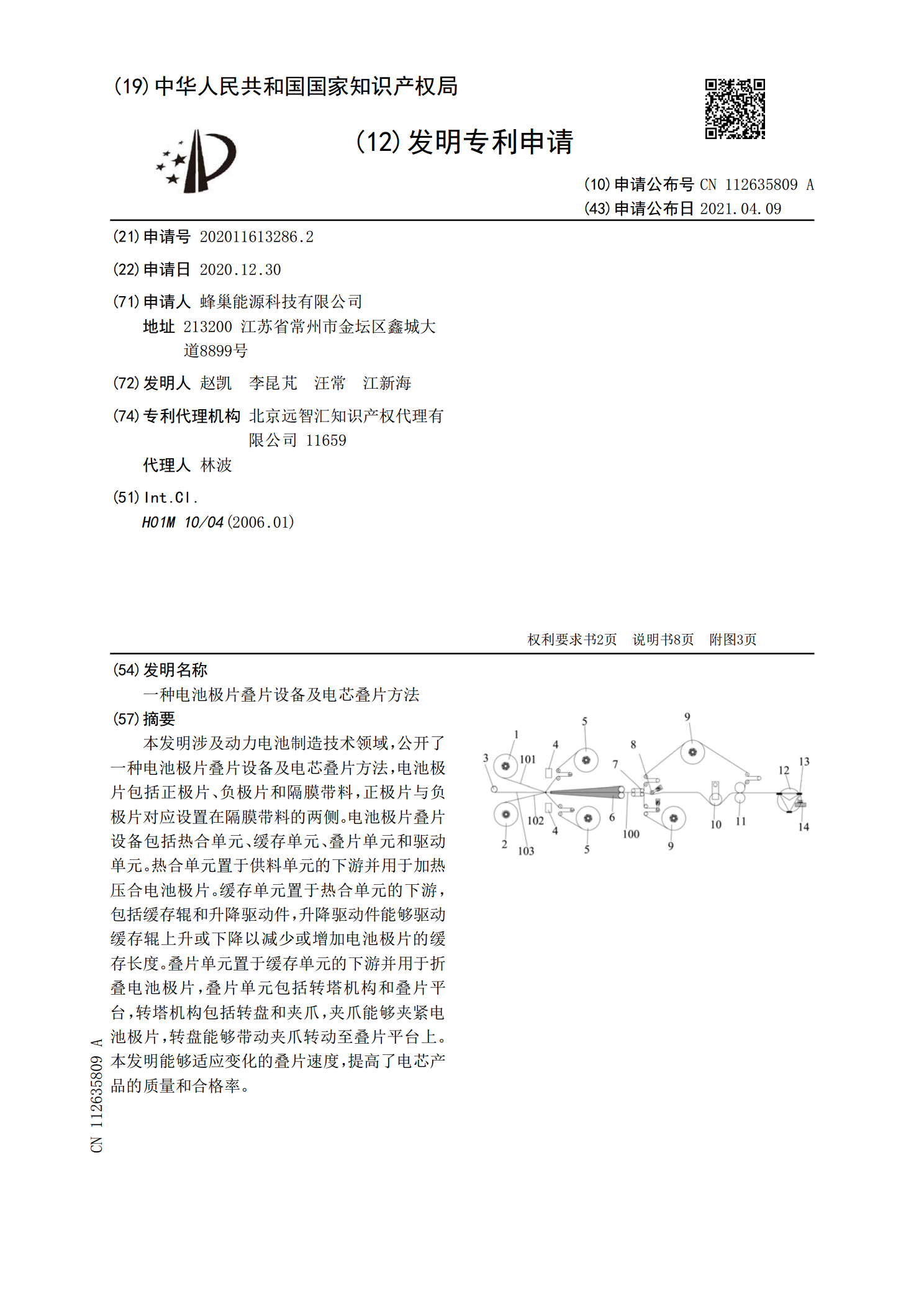
本发明涉及动力电池制造技术领域,公开了一种电池极片叠片设备及电芯叠片方法,电池极片包括正极片、负极片和隔膜带料,正极片与负极片对应设置在隔膜带料的两侧。电池极片叠片设备包括热合单元、缓存单元、叠片单元和驱动单元。热合单元置于供料单元的下游并用于加热压合电池极片。缓存单元置于热合单元的下游,包括缓存辊和升降驱动件,升降驱动件能够驱动缓存辊上升或下降以减少或增加电池极片的缓存长度。叠片单元置于缓存单元的下游并用于折叠电池极片,叠片单元包括转塔机构和叠片平台,转塔机构包括转盘和夹爪,夹爪能够夹紧电池极片,转盘能