
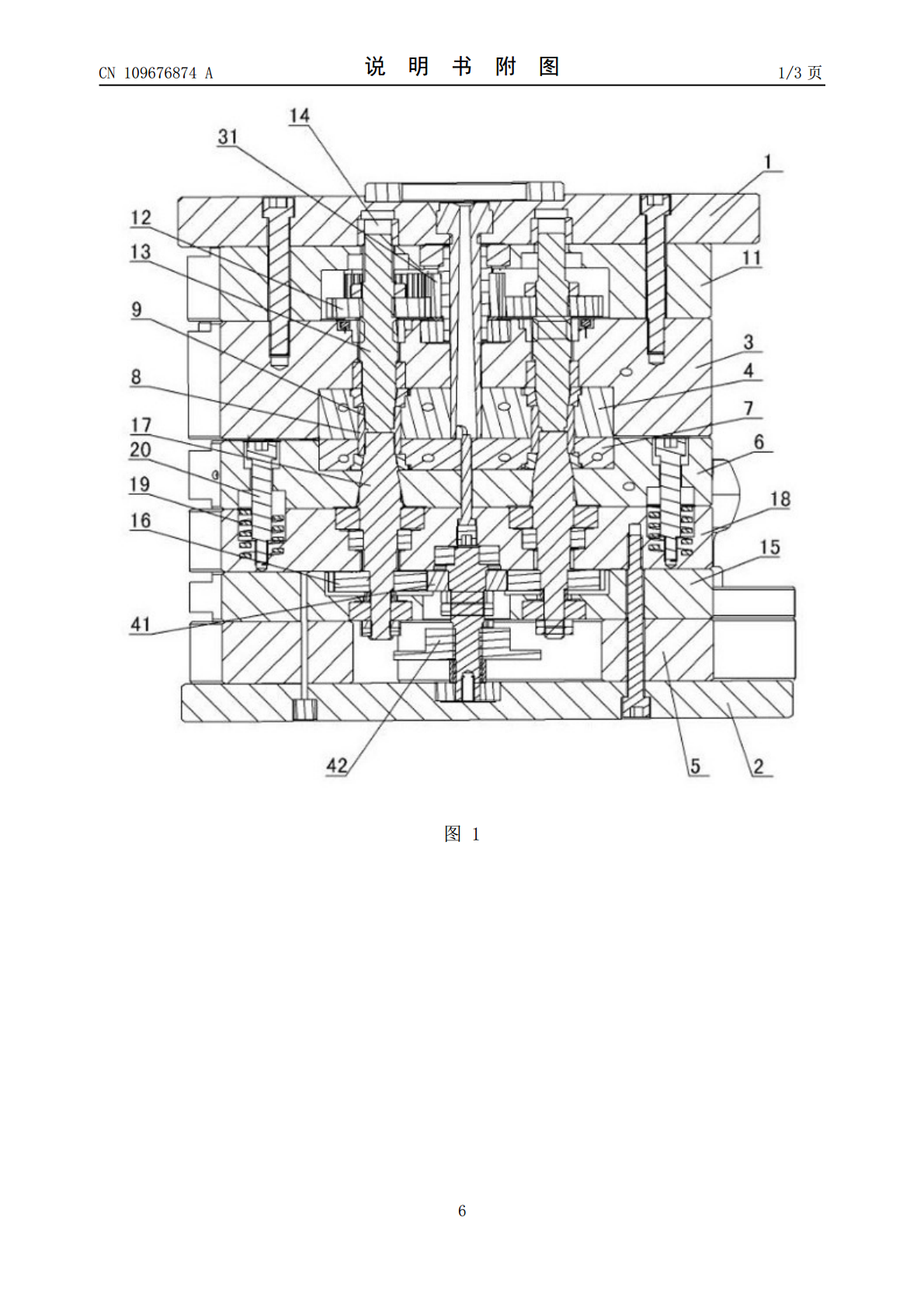
一出四直通内螺纹管件模具脱模机构.pdf

曾琪****是我


1/8

2/8
3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一出四直通内螺纹管件模具脱模机构.pdf
一出四直通内螺纹管件模具脱模机构,包括定模复板、定模板和定模镶块,动模复板、模脚、动模板和动模镶块,动模镶块与定模镶块之间有四个注塑成型的管件,管件内壁设置内螺纹,定模复板与定模板之间设置定模固定板,定模固定板中设置四个定模转动齿轮,每个定模转动齿轮中连接定模内螺纹芯杆,各根定模内螺纹芯杆与各自对应的定模侧内螺纹相配合,每个定模转动齿轮由定模传动机构带动;模脚与动模板之间设置动模固定板,动模固定板中设置四个动模转动齿轮,每个动模转动齿轮中连接动模内螺纹芯杆,各根动模内螺纹芯杆与各自对应的动模侧内螺纹相配合
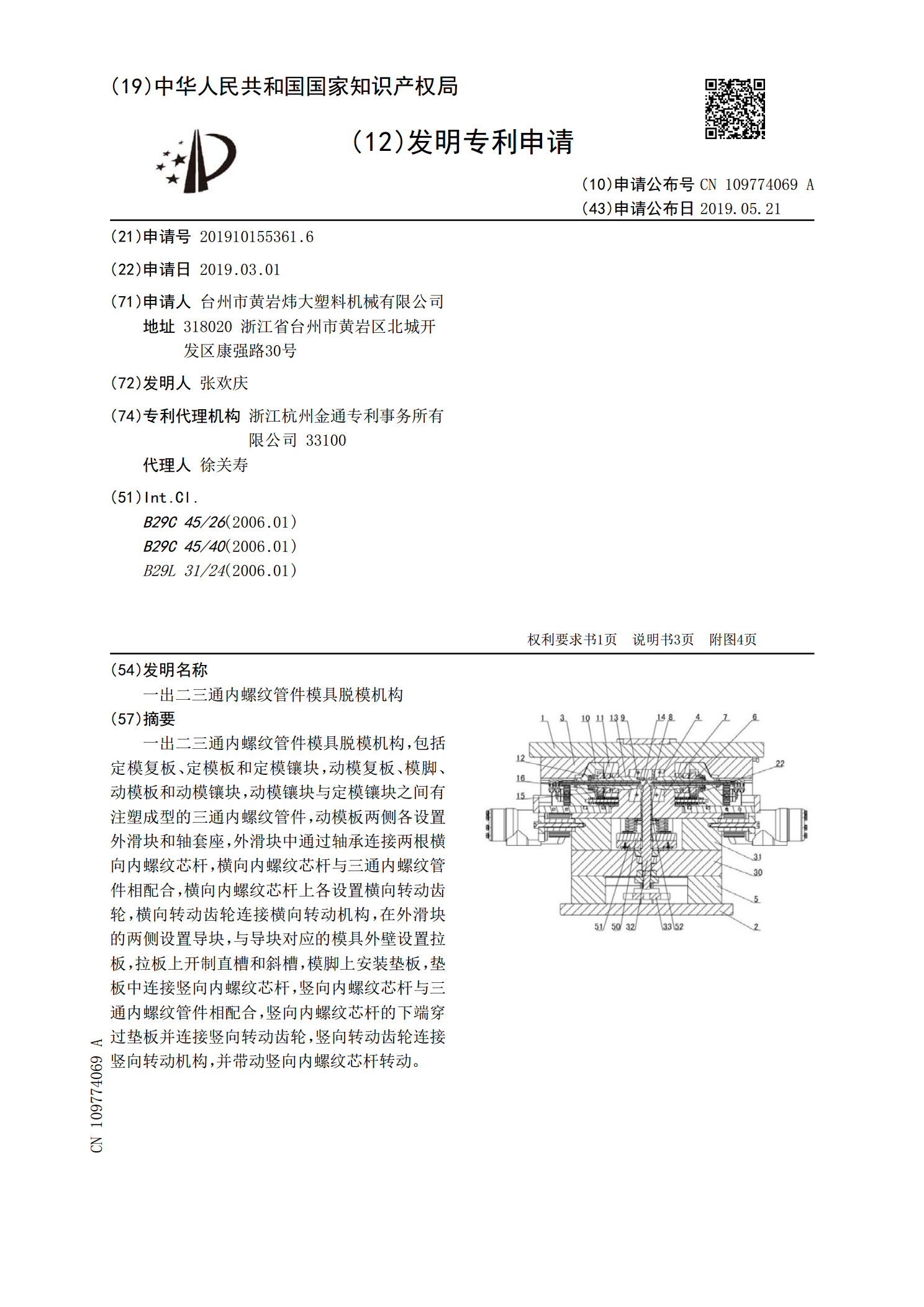
一出二三通内螺纹管件模具脱模机构.pdf
一出二三通内螺纹管件模具脱模机构,包括定模复板、定模板和定模镶块,动模复板、模脚、动模板和动模镶块,动模镶块与定模镶块之间有注塑成型的三通内螺纹管件,动模板两侧各设置外滑块和轴套座,外滑块中通过轴承连接两根横向内螺纹芯杆,横向内螺纹芯杆与三通内螺纹管件相配合,横向内螺纹芯杆上各设置横向转动齿轮,横向转动齿轮连接横向转动机构,在外滑块的两侧设置导块,与导块对应的模具外壁设置拉板,拉板上开制直槽和斜槽,模脚上安装垫板,垫板中连接竖向内螺纹芯杆,竖向内螺纹芯杆与三通内螺纹管件相配合,竖向内螺纹芯杆的下端穿过垫板

内外双螺纹管件模具同步旋转脱模机构.pdf
内外双螺纹管件模具同步旋转脱模机构,包括上、下复板,上复板下安装齿轮装配板和定模板,齿轮装配板中设置齿轮传动机构,定模板上安有定模镶块,下复板上安装模脚,模脚上安装动模板和动模镶块,下复板上安装固定芯杆,固定芯杆穿过动模板与动模镶块相配合,齿轮传动机构上设置旋转芯杆,旋转芯杆穿过定模板与固定芯杆相配合,旋转芯杆的头部设置内螺纹,在定模板中设置外螺套,外螺套中制有外螺纹,外螺套套在旋转芯杆外围,且外螺纹与内螺纹相对应,外螺套上设置横向对穿的长槽,旋转芯杆上设置同步定位销杆,同步定位销杆插入长槽中。

内螺纹三通管接头模具脱模机构.pdf
内螺纹三通管接头模具脱模机构,包括底板和面板,所述底板上安后模中心轴,后模中心轴上安装后模链轮和后模中心齿轮,后模中心齿轮连接后模螺纹芯子,后模螺纹芯子与管接头的后内螺纹相接触;热嘴外安装前模中心轴,前模中心轴上安装前模链轮和前模中心齿轮,前模中心齿轮连接前模螺纹芯子,前模螺纹芯子与管接头的前内螺纹相接触;前模型腔板和后模型腔板外侧安装内滑块和外滑块,外滑块中安装滑块中心轴,滑块中心轴上安装滑块中心齿轮,滑块中心齿轮连接滑块螺纹芯子,滑块螺纹芯子与管接头的侧内螺纹相接触;前模轴承板下连接滑块锁块,锁块与滑
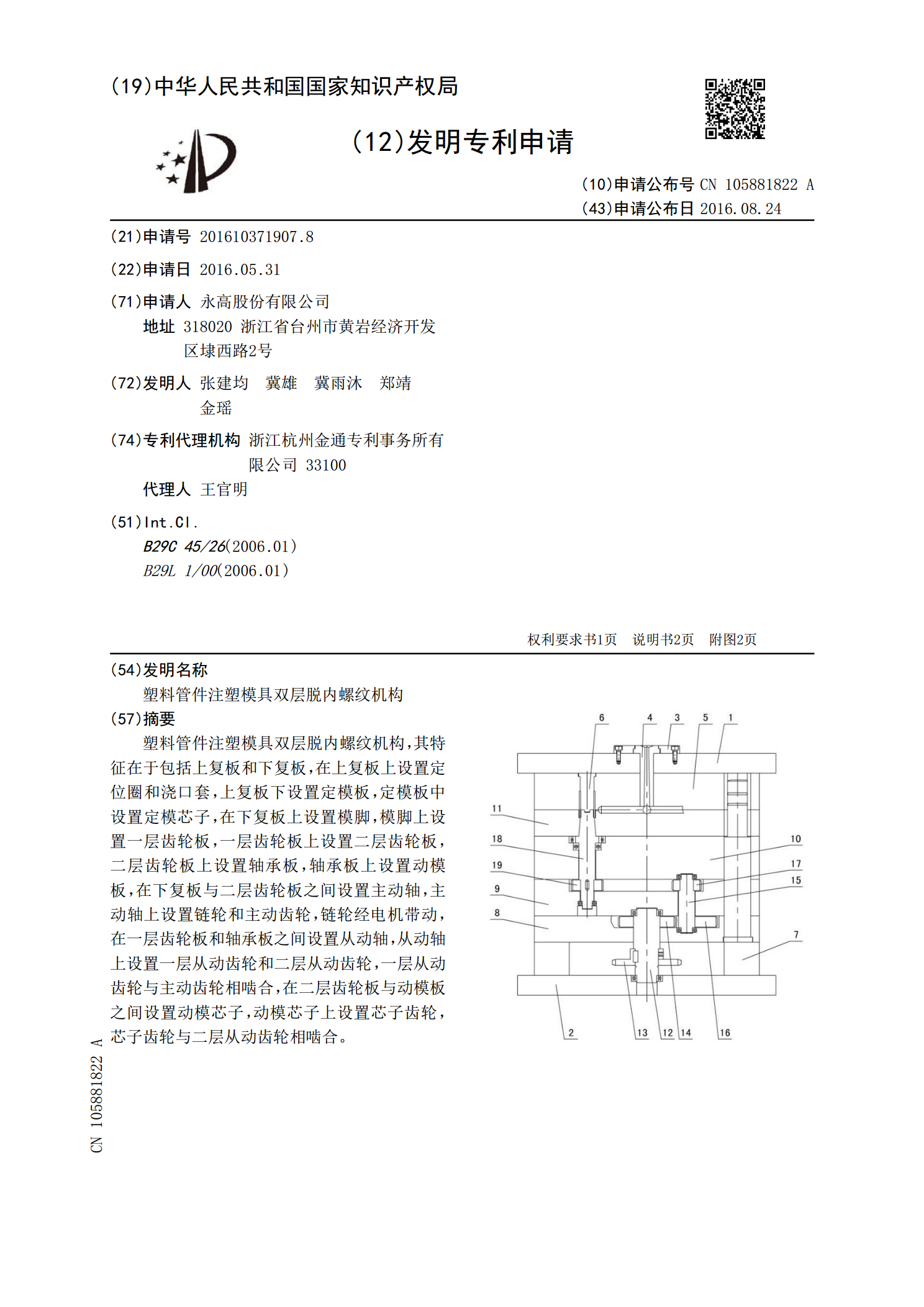
塑料管件注塑模具双层脱内螺纹机构.pdf
塑料管件注塑模具双层脱内螺纹机构,其特征在于包括上复板和下复板,在上复板上设置定位圈和浇口套,上复板下设置定模板,定模板中设置定模芯子,在下复板上设置模脚,模脚上设置一层齿轮板,一层齿轮板上设置二层齿轮板,二层齿轮板上设置轴承板,轴承板上设置动模板,在下复板与二层齿轮板之间设置主动轴,主动轴上设置链轮和主动齿轮,链轮经电机带动,在一层齿轮板和轴承板之间设置从动轴,从动轴上设置一层从动齿轮和二层从动齿轮,一层从动齿轮与主动齿轮相啮合,在二层齿轮板与动模板之间设置动模芯子,动模芯子上设置芯子齿轮,芯子齿轮与二