
一种管道用侧驱式全位置自动焊接小车行走机构.pdf

努力****爱静

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种管道用侧驱式全位置自动焊接小车行走机构.pdf
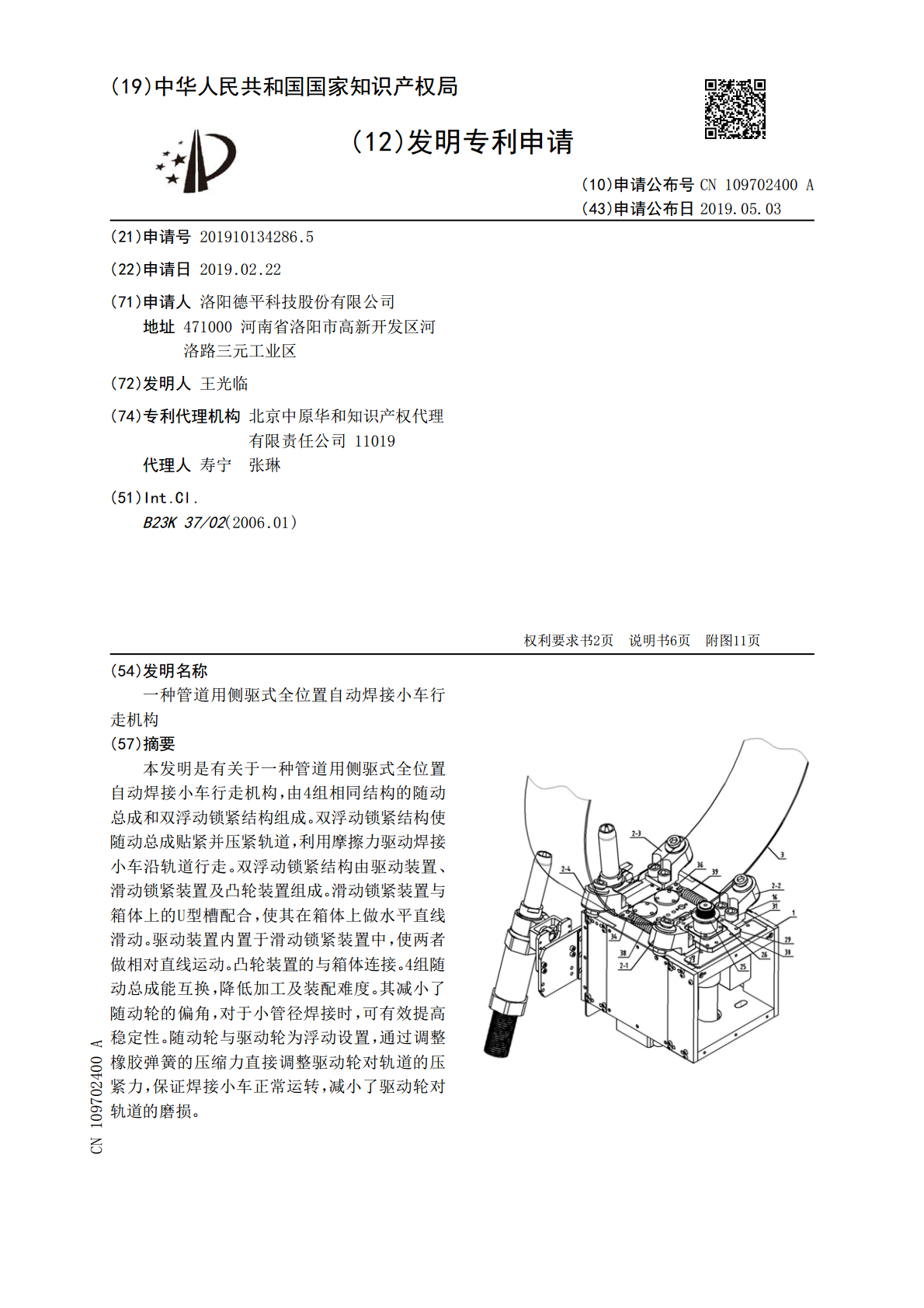
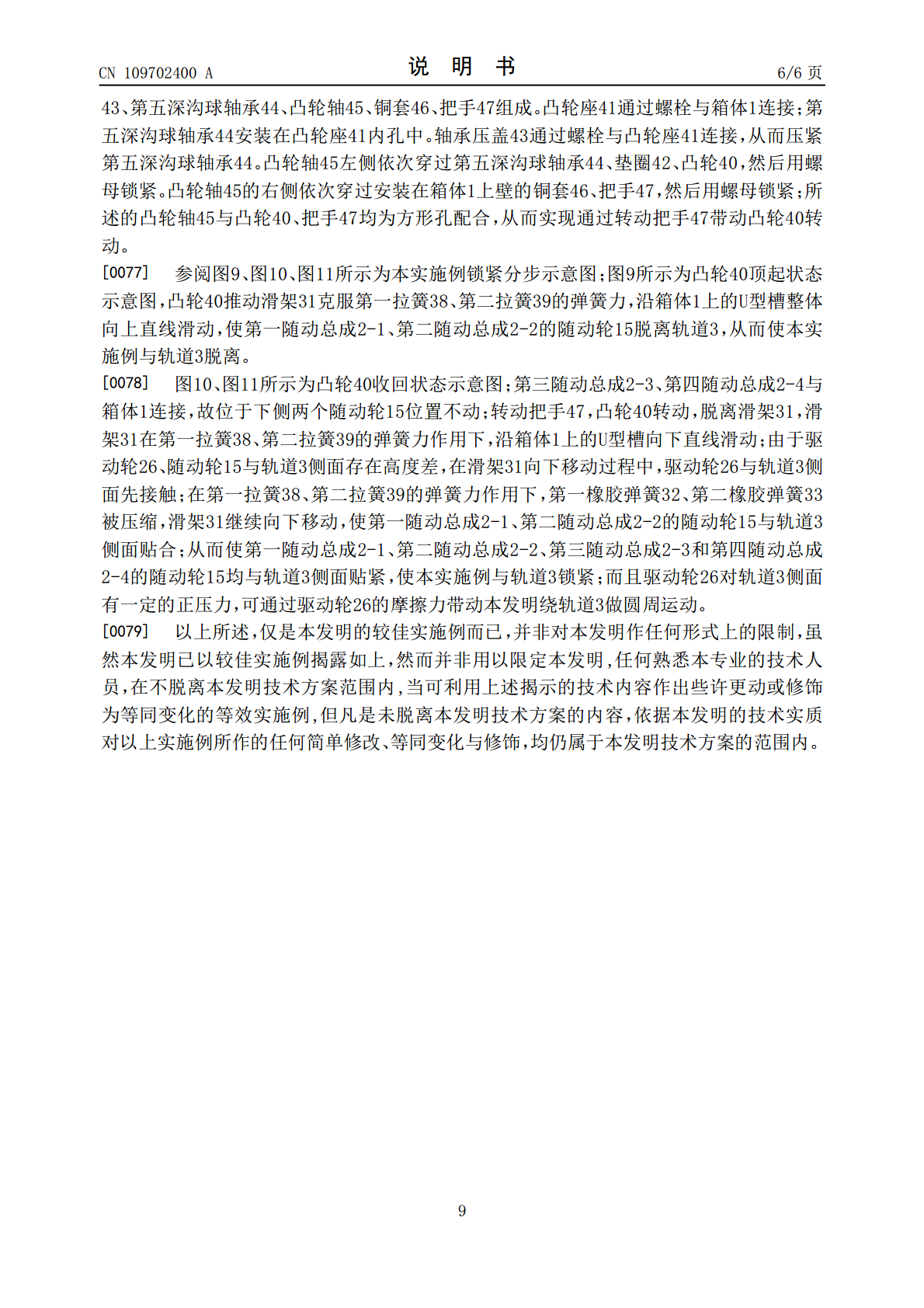
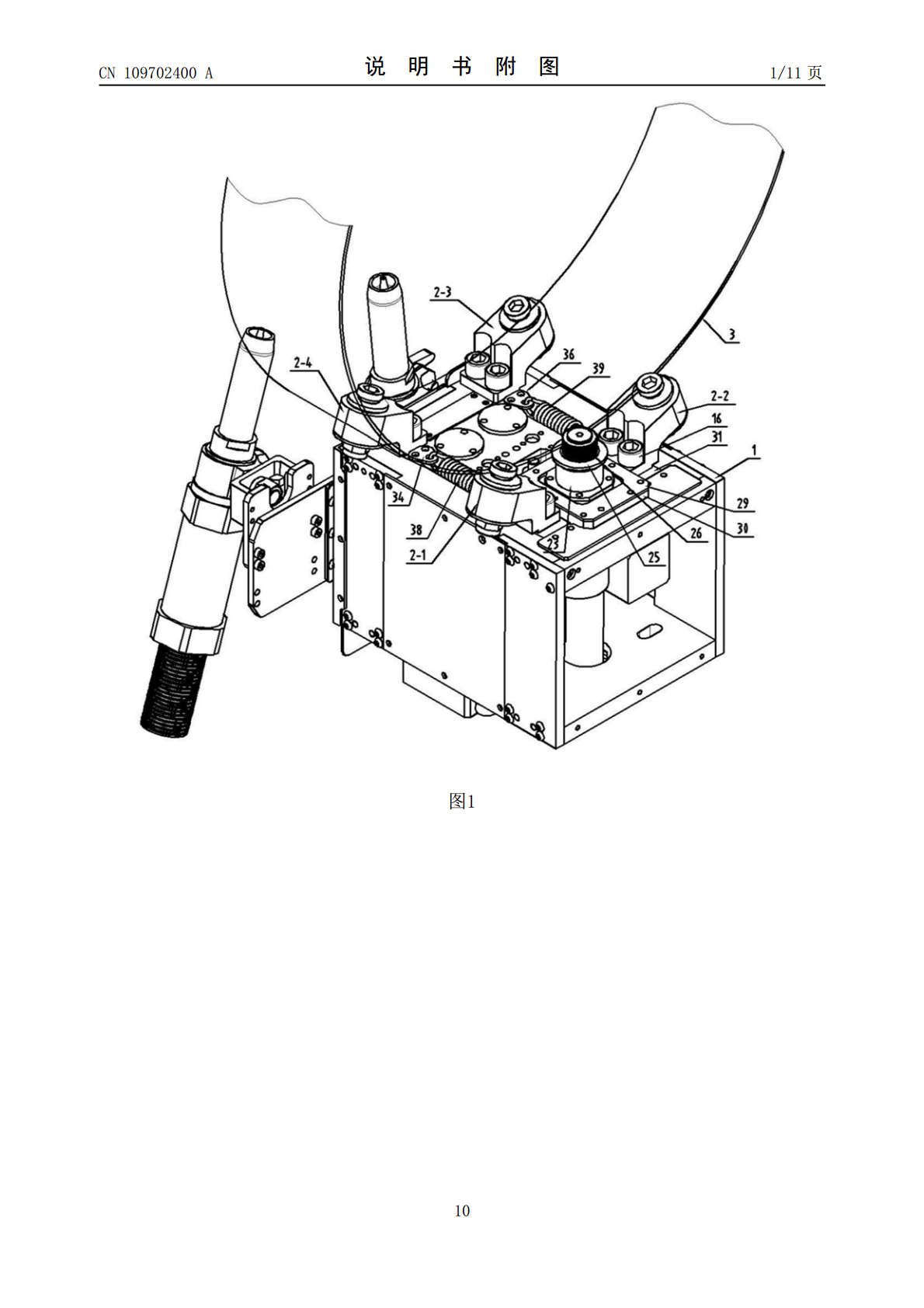
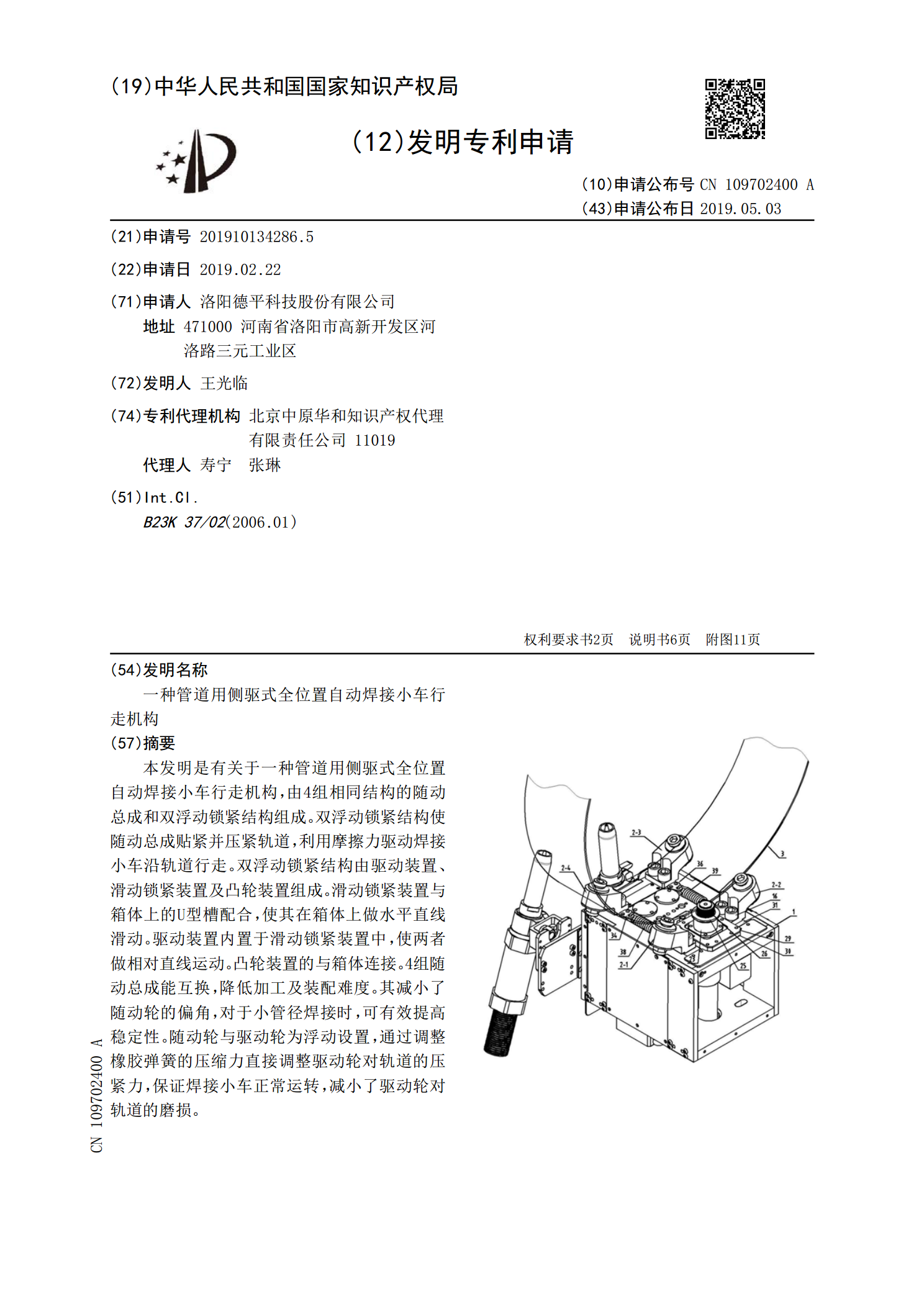
本发明是有关于一种管道用侧驱式全位置自动焊接小车行走机构,由4组相同结构的随动总成和双浮动锁紧结构组成。双浮动锁紧结构使随动总成贴紧并压紧轨道,利用摩擦力驱动焊接小车沿轨道行走。双浮动锁紧结构由驱动装置、滑动锁紧装置及凸轮装置组成。滑动锁紧装置与箱体上的U型槽配合,使其在箱体上做水平直线滑动。驱动装置内置于滑动锁紧装置中,使两者做相对直线运动。凸轮装置的与箱体连接。4组随动总成能互换,降低加工及装配难度。其减小了随动轮的偏角,对于小管径焊接时,可有效提高稳定性。随动轮与驱动轮为浮动设置,通过调整橡胶弹簧的

管道全位置自动焊接技术.doc
管道全位置自动焊接技术管道全位置自动焊接就是指在管道相对固定的情况下,焊接小车带动焊枪沿轨道围绕管壁运动,从而实现自动焊接。一般而言,全位置自动焊接装置由焊接小车、行走轨道、自动控制系统等部分组成。研制全位置自动焊接装置的目的就是为了提高焊接质量和劳动生产率、减轻工人的劳动强度。1焊接小车焊接小车是实现自动焊接过程的驱动机构,它安装在焊接轨道上,带着焊枪沿管壁作圆周运动,是实现管口自动焊接的重要环节之一。焊接小车应具有外形美观、体积小、重量轻、操作方便等特点。它的核心部分是行走机构、送丝机构和焊枪摆动调节

管道全位置自动焊接技术.doc
管道全位置自动焊接技术管道全位置自动焊接就是指在管道相对固定的情况下,焊接小车带动焊枪沿轨道围绕管壁运动,从而实现自动焊接。一般而言,全位置自动焊接装置由焊接小车、行走轨道、自动控制系统等部分组成。研制全位置自动焊接装置的目的就是为了提高焊接质量和劳动生产率、减轻工人的劳动强度。1焊接小车焊接小车是实现自动焊接过程的驱动机构,它安装在焊接轨道上,带着焊枪沿管壁作圆周运动,是实现管口自动焊接的重要环节之一。焊接小车应具有外形美观、体积小、重量轻、操作方便等特点。它的核心部分是行走机构、送丝机构和焊枪摆动调节

快速拆装的管道全位置自动焊接用导轨.pdf
一种快速拆装的管道全位置自动焊接用导轨,主要由合页装置(1)、两侧导轨锁紧装置(2)、导轨本体(3)以及焊接小车行走轮导向环道(4)组成。其中:导轨本体(3)和导向环道(4)的轴径以及导向环道(4)的宽度可按需要或焊接小车行走轮的尺寸而改变;合页装置(1)包括左合页(11)、右合页(12)以及两条内插销轴(13),整个合页装置(1)与导轨本体(3)通过螺栓进行连接;两侧导轨锁紧装置(2)包括铰支座(21)、锁紧扣(22)、销轴(23)、锁紧齿(24)和提拉螺栓(25),整个锁紧装置(2)与导轨本体(3)也

全位置管道自动焊接设备的研究.docx
全位置管道自动焊接设备的研究-1--4-全位置管道自动焊接设备的研究随着我国高科技产品的不断更新全自动化设备受到人们的青睐。日常生活中管道输送成为重要事项。管道输送安全性能较高同时能有效改善社会环境破坏问题。因此管道在建设过程当中焊接工艺起着不可或缺的部分焊接技术直接影响着管道的使用期限。本文将对管道自动焊接设备进行研究。我国管道在焊接过程当中仍普遍出现手工焊接现象直接影响管道使用的整体性能。手工焊接需要较长工期同时需要投入大量成本。管道使用手工焊接直接影响管道的使用效率而自动焊接不但能减少焊接