
一种钴铬钨耐磨涂层的超音速火焰喷涂工艺.pdf

含平****ng

1/7

2/7
3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钴铬钨耐磨涂层的超音速火焰喷涂工艺.pdf
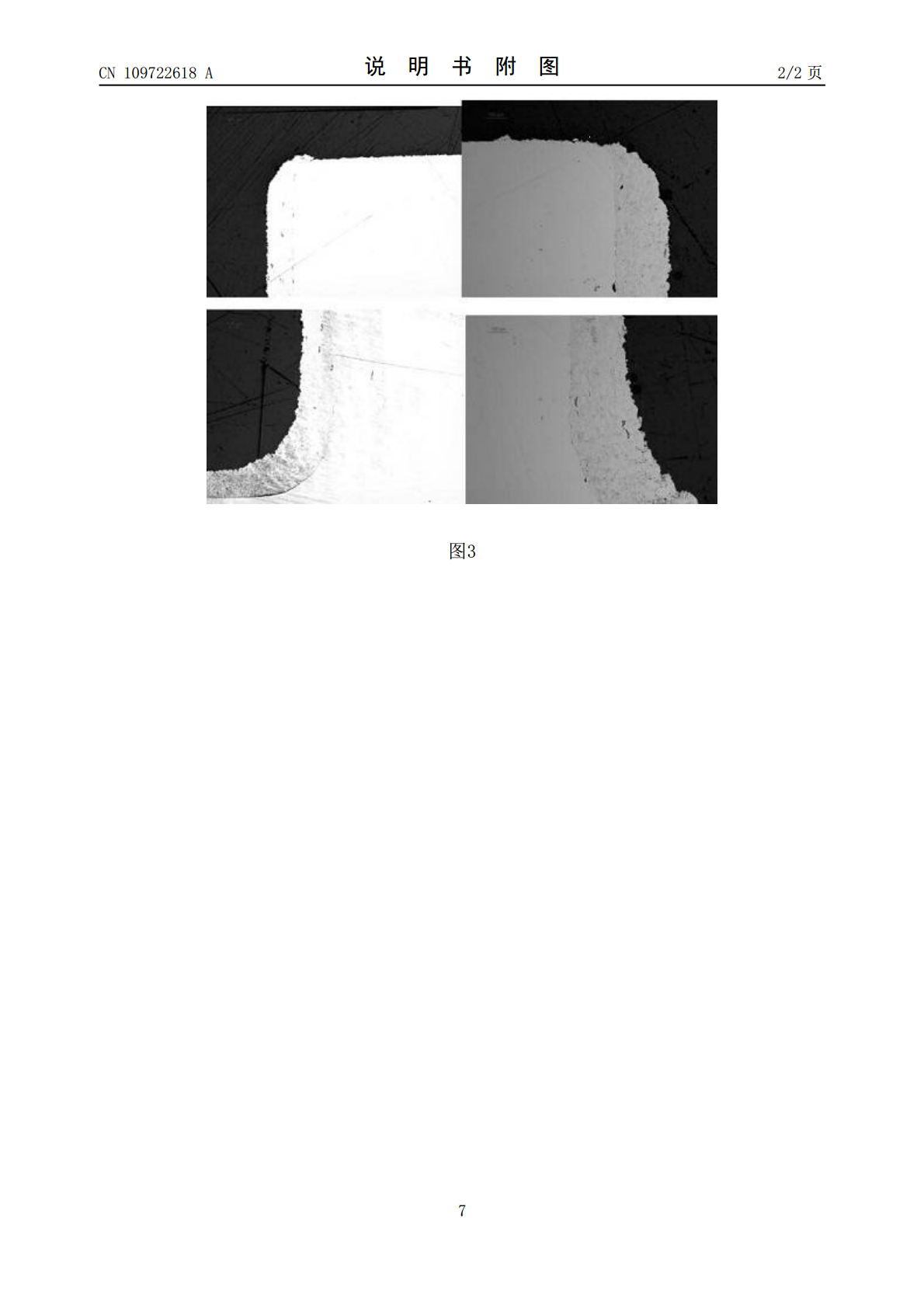
本发明涉及一种制备钴铬钨耐磨涂层的超音速火焰喷涂工艺,属于热喷涂制备钴铬钨涂层技术领域。主要包括:喷涂前准备、清洗除油、烘干、用耐高温胶带进行吹砂保护、刚玉砂吹砂、超音速火焰喷涂、零件清理等步骤。采用该工艺对美国GE公司某燃气轮机零件表面喷涂钴铬钨涂层,满足设计要求的涂层厚度,而且制备的涂层孔隙率小于1%,涂层组织致密无氧化物和裂纹,涂层与基体结合强度高,硬度符合GE相关标准。该工艺已达到世界先进水平。

一种复合超音速火焰喷涂高硬度耐磨涂层工艺方法.pdf
本发明属于复合超音速火焰喷涂应用领域,涉及一种复合超音速火焰喷涂高硬度耐磨涂层工艺方法,主要目的在于通过超音速火焰喷涂制备多种高硬度耐磨涂层,同时复合感应加热降低涂层表面粗糙度并有效提高涂层致密度,从而实现致密均匀高硬度耐磨涂层的制备。首先将待喷涂零部件表面的油污及缺陷清除干净,通过喷砂处理洁净涂层界面并提高界面粗糙度,其次根据实际应用要求选用超音速火焰喷涂设备在零部件表面制备多性能涂层,最后利用感应加热对涂层进行感应重熔,实现提高涂层均匀性、致密性,降低表面粗糙度并提升耐磨性的目的。

超音速火焰喷涂耐磨涂层的组织和性能研究.docx
超音速火焰喷涂耐磨涂层的组织和性能研究超音速火焰喷涂耐磨涂层的组织和性能研究摘要:超音速火焰喷涂技术被广泛应用于制备耐磨涂层。本文通过对超音速火焰喷涂耐磨涂层的组织和性能进行研究,总结了超音速火焰喷涂耐磨涂层的制备方法、微观组织结构、力学性能和耐磨性能等方面的最新研究进展,为超音速火焰喷涂耐磨涂层的应用提供了理论支持和实验依据。关键词:超音速火焰喷涂;耐磨涂层;组织结构;力学性能;耐磨性能引言超音速火焰喷涂技术是一种重要的表面改性方法,广泛应用于各个领域的耐磨涂层制备中。超音速火焰喷涂耐磨涂层具有优异的耐

超音速火焰喷涂碳化钨涂层磨削试验研究.pptx
汇报人:CONTENTS添加章节标题研究背景与意义研究背景研究意义研究内容与方法研究内容研究方法实验过程与结果实验设备与材料实验过程实验结果结果分析与讨论结果分析超音速火焰喷涂碳化钨涂层的磨削性能磨削过程中的温度变化磨削后的表面粗糙度磨削过程中的磨损情况磨削后的涂层厚度变化磨削过程中的能量消耗磨削后的涂层硬度变化磨削过程中的噪音和振动情况磨削后的涂层耐磨性磨削过程中的环境影响磨削后的涂层耐腐蚀性磨削过程中的安全性磨削后的涂层耐热性磨削过程中的效率磨削后的涂层耐冲击性磨削过程中的成本磨削后的涂层耐疲劳性磨削

超音速火焰喷涂碳化钨涂层磨削试验研究.docx
超音速火焰喷涂碳化钨涂层磨削试验研究超音速火焰喷涂碳化钨涂层磨削试验研究摘要:本文使用超音速火焰喷涂技术制备了碳化钨涂层,并对其进行了磨削试验研究。结果表明,碳化钨涂层具有较高的硬度和耐磨性,可以应用于金属材料的表面保护。同时,本文还探讨了碳化钨涂层的磨削机理和优化方法,以提高其磨削效果。该研究为碳化钨涂层在机械加工领域的应用提供了参考,具有一定的理论和实践价值。关键词:超音速火焰喷涂;碳化钨涂层;磨削试验;机理;优化一、引言碳化钨是一种非常重要的高硬度材料,常用于制造高速钢、硬质合金和陶瓷等制品。其硬度