
一种供胶速度可调的供胶方式.pdf

一只****签网


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种供胶速度可调的供胶方式.pdf
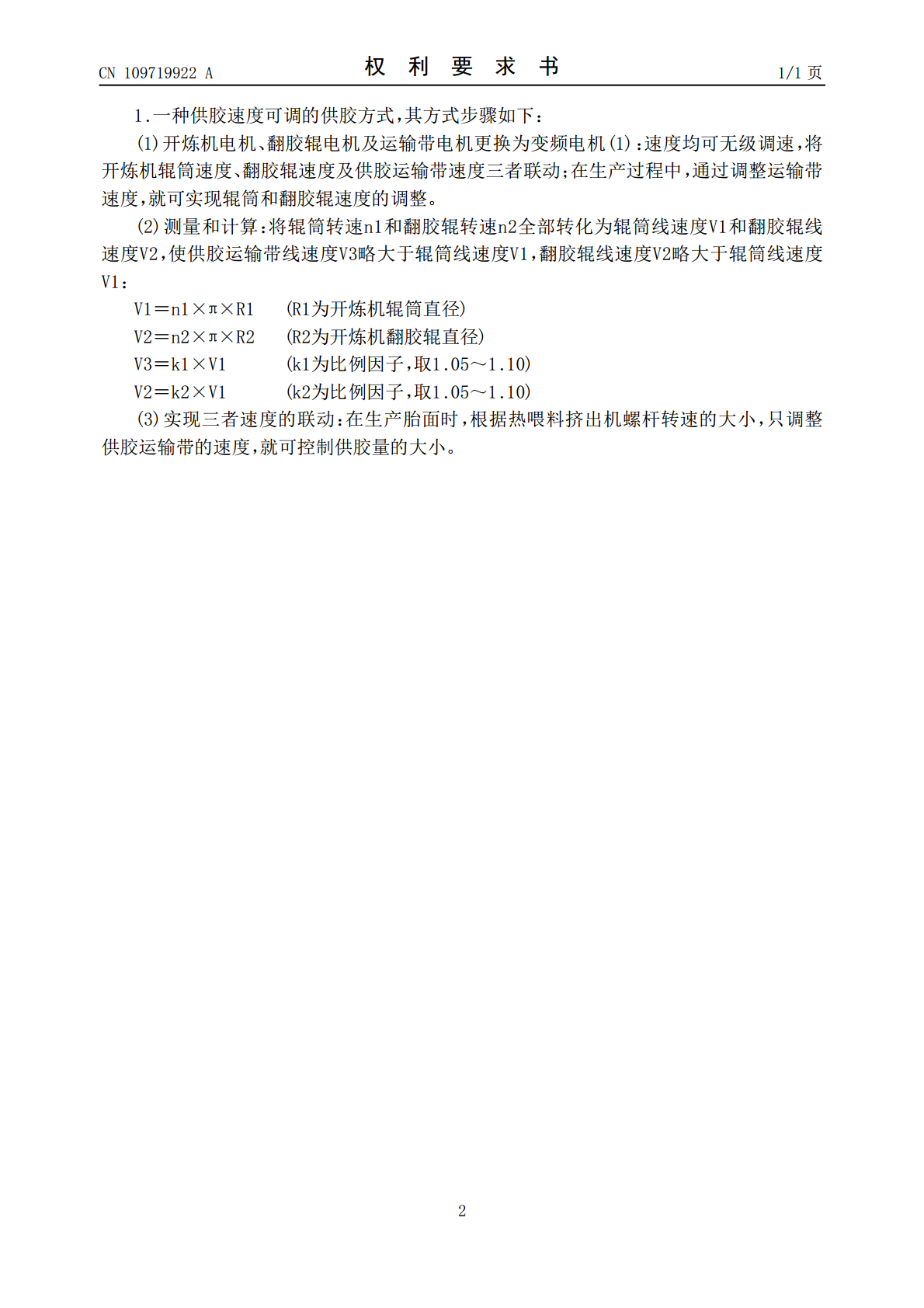
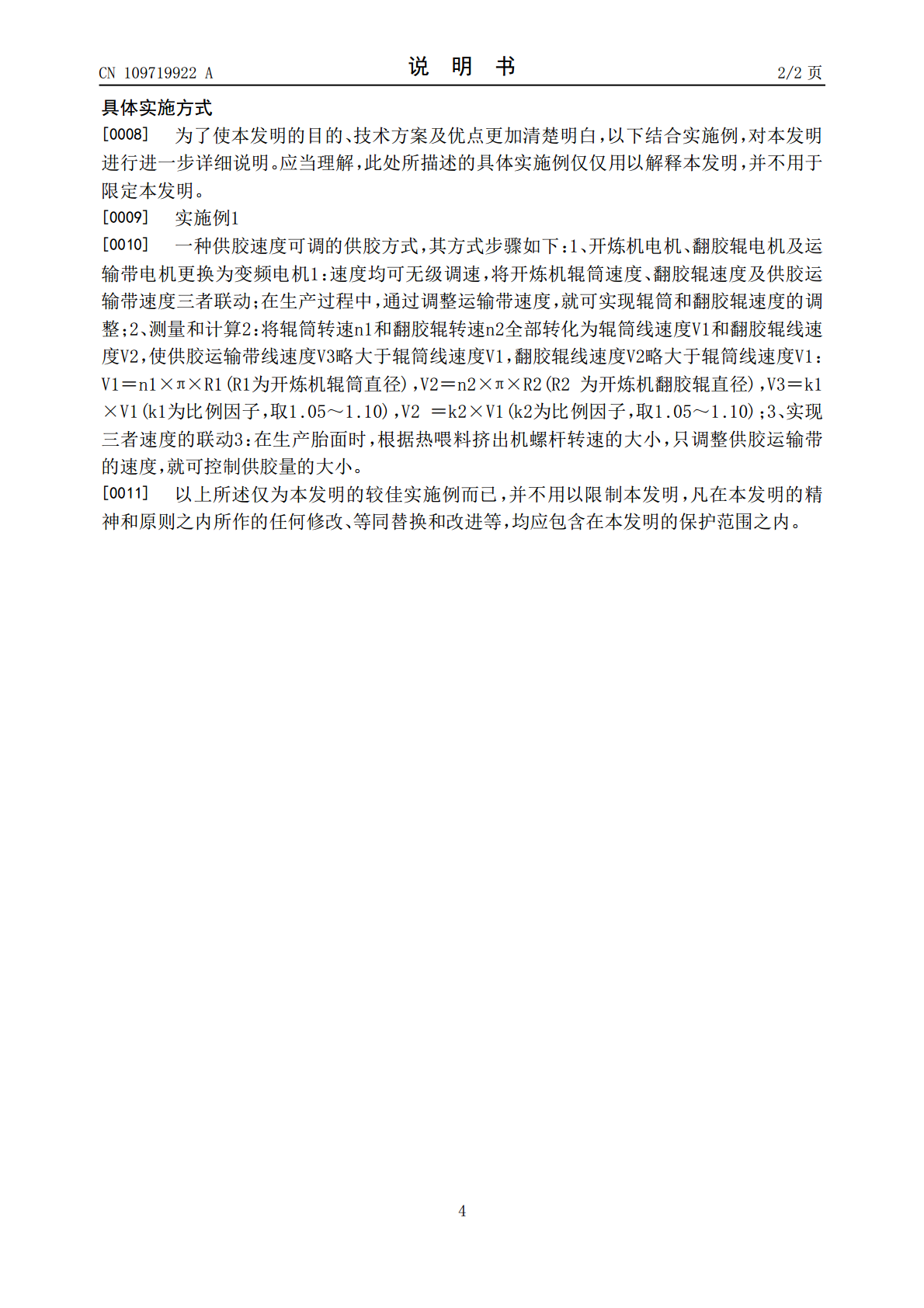
本发明公开了一种供胶速度可调的供胶方式,开炼机电机、翻胶辊电机及运输带电机更换为变频电机:速度均可无级调速,将开炼机辊筒速度、翻胶辊速度及供胶运输带速度三者联动;在生产过程中,通过调整运输带速度,就可实现辊筒和翻胶辊速度的调整,本发明一种供胶速度可调的供胶方式,通过将开炼机电机、翻胶辊电机及运输带电机更换为变频电机,速度均可无级调速,将开炼机辊筒速度、翻胶辊速度及供胶运输带速度三者联动,从而使开炼机供胶连续、均匀,胎面压出尺寸稳定,提高了成品胎品质,提高胎面压出一次合格率低,回丝料减少,无形中节约生产成本
一种供胶设备以及供胶系统.pdf
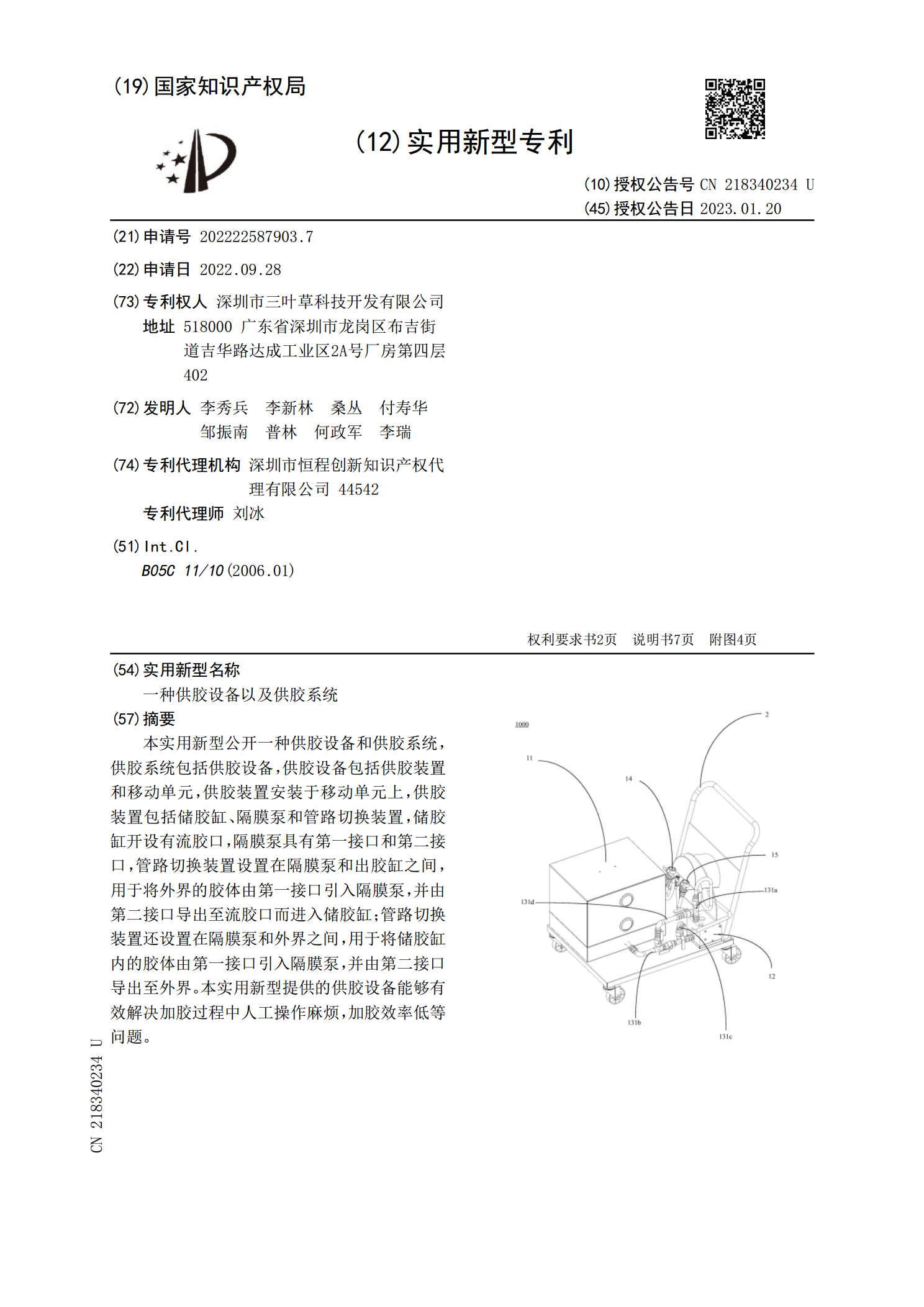
本实用新型公开一种供胶设备和供胶系统,供胶系统包括供胶设备,供胶设备包括供胶装置和移动单元,供胶装置安装于移动单元上,供胶装置包括储胶缸、隔膜泵和管路切换装置,储胶缸开设有流胶口,隔膜泵具有第一接口和第二接口,管路切换装置设置在隔膜泵和出胶缸之间,用于将外界的胶体由第一接口引入隔膜泵,并由第二接口导出至流胶口而进入储胶缸;管路切换装置还设置在隔膜泵和外界之间,用于将储胶缸内的胶体由第一接口引入隔膜泵,并由第二接口导出至外界。本实用新型提供的供胶设备能够有效解决加胶过程中人工操作麻烦,加胶效率低等问题。

一种供胶装置及其供胶方法.pdf
本发明公开了一种供胶装置及其供胶方法,装置包括被胶轮,贴合于所述被胶轮的轮面的刮刀,位于所述被胶轮与刮刀之间接触面的出料槽,以及向所述出料槽送胶的供胶机构;所述出料槽的出胶口的下壁贴合于被胶轮的轮面,以致由供胶机构输送的胶均匀从出料槽的出胶口送出并涂布于由被胶轮带动的待涂胶膜材上。本发明的供胶装置及其供胶方法,其采用供胶泵压力喷射方式将胶流动输入出胶槽,出胶槽与外界隔绝,避免外界杂质污染,出胶槽内的胶处于流动状态,避免长时间存储导致沉淀、分层的产生,提高了涂布质量,同时也避免了涂胶的浪费。
一种供胶系统及组合供胶系统.pdf
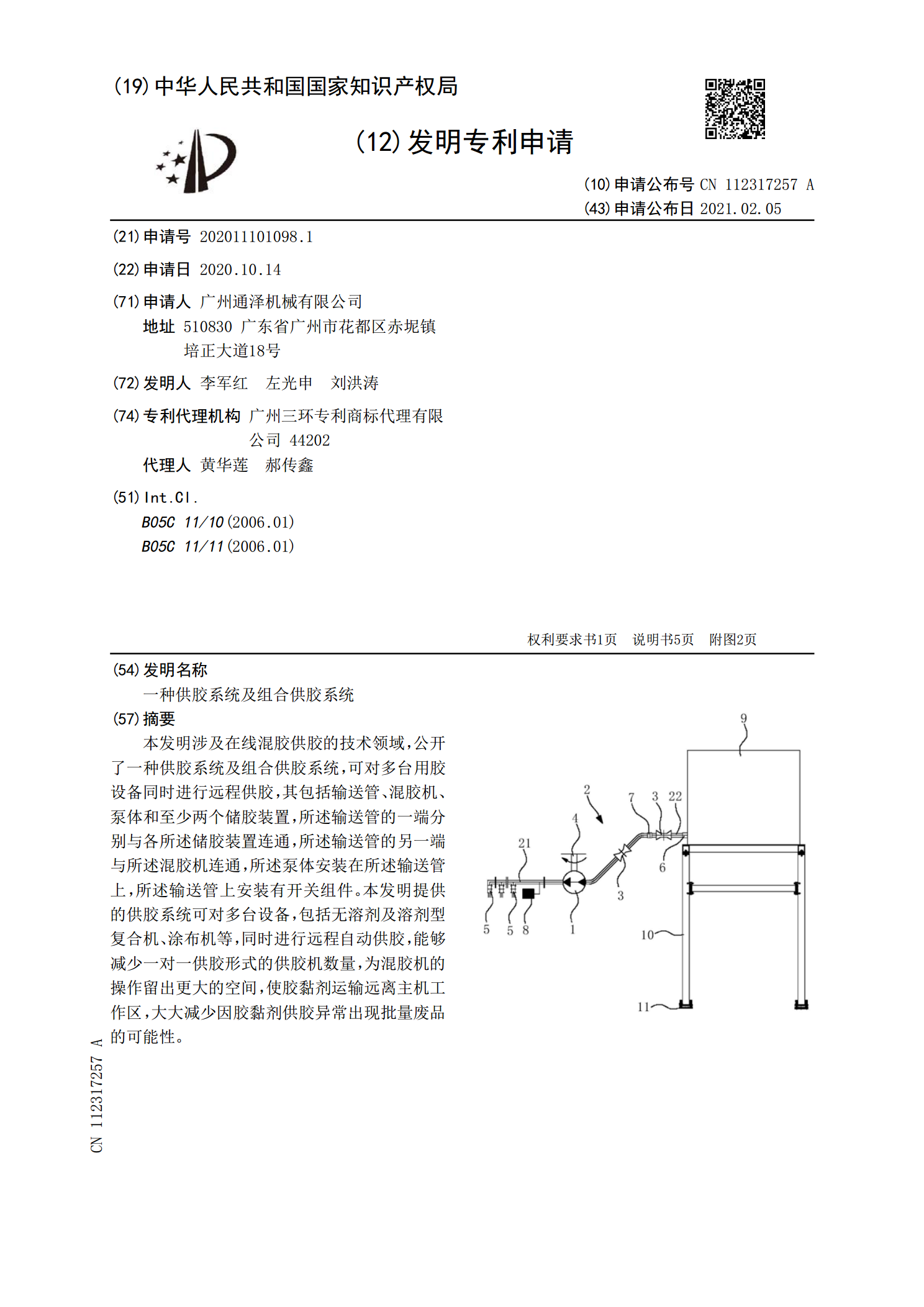
本发明涉及在线混胶供胶的技术领域,公开了一种供胶系统及组合供胶系统,可对多台用胶设备同时进行远程供胶,其包括输送管、混胶机、泵体和至少两个储胶装置,所述输送管的一端分别与各所述储胶装置连通,所述输送管的另一端与所述混胶机连通,所述泵体安装在所述输送管上,所述输送管上安装有开关组件。本发明提供的供胶系统可对多台设备,包括无溶剂及溶剂型复合机、涂布机等,同时进行远程自动供胶,能够减少一对一供胶形式的供胶机数量,为混胶机的操作留出更大的空间,使胶黏剂运输远离主机工作区,大大减少因胶黏剂供胶异常出现批量废品的可能
一种中空玻璃打胶机供胶同时自动补胶的供胶系统.pdf
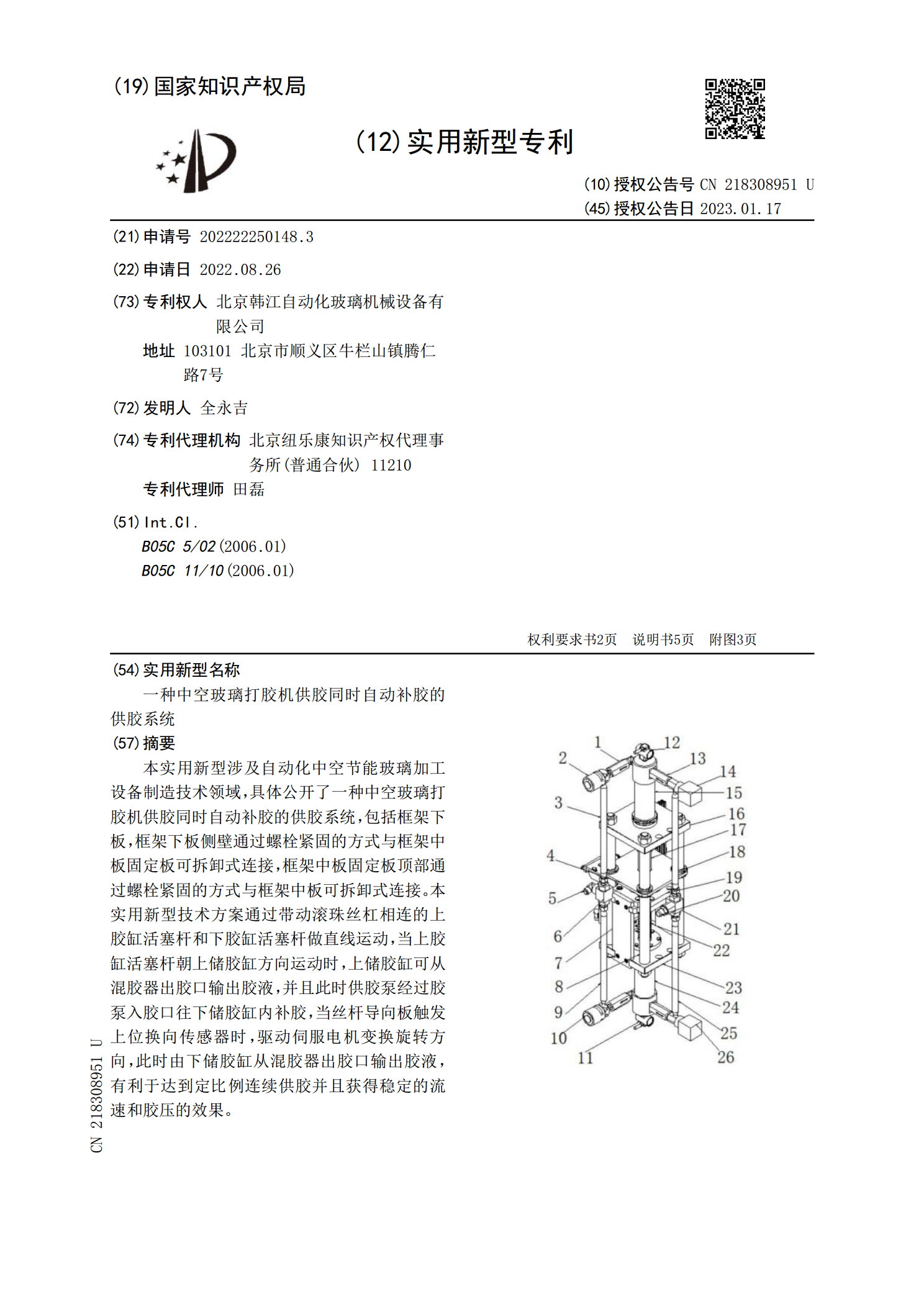
本实用新型涉及自动化中空节能玻璃加工设备制造技术领域,具体公开了一种中空玻璃打胶机供胶同时自动补胶的供胶系统,包括框架下板,框架下板侧壁通过螺栓紧固的方式与框架中板固定板可拆卸式连接,框架中板固定板顶部通过螺栓紧固的方式与框架中板可拆卸式连接。本实用新型技术方案通过带动滚珠丝杠相连的上胶缸活塞杆和下胶缸活塞杆做直线运动,当上胶缸活塞杆朝上储胶缸方向运动时,上储胶缸可从混胶器出胶口输出胶液,并且此时供胶泵经过胶泵入胶口往下储胶缸内补胶,当丝杆导向板触发上位换向传感器时,驱动伺服电机变换旋转方向,此时由下储胶