
具有电极清洁功能的电极轮换焊接装置及电阻点焊设备.pdf

光誉****君哥

1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

具有电极清洁功能的电极轮换焊接装置及电阻点焊设备.pdf
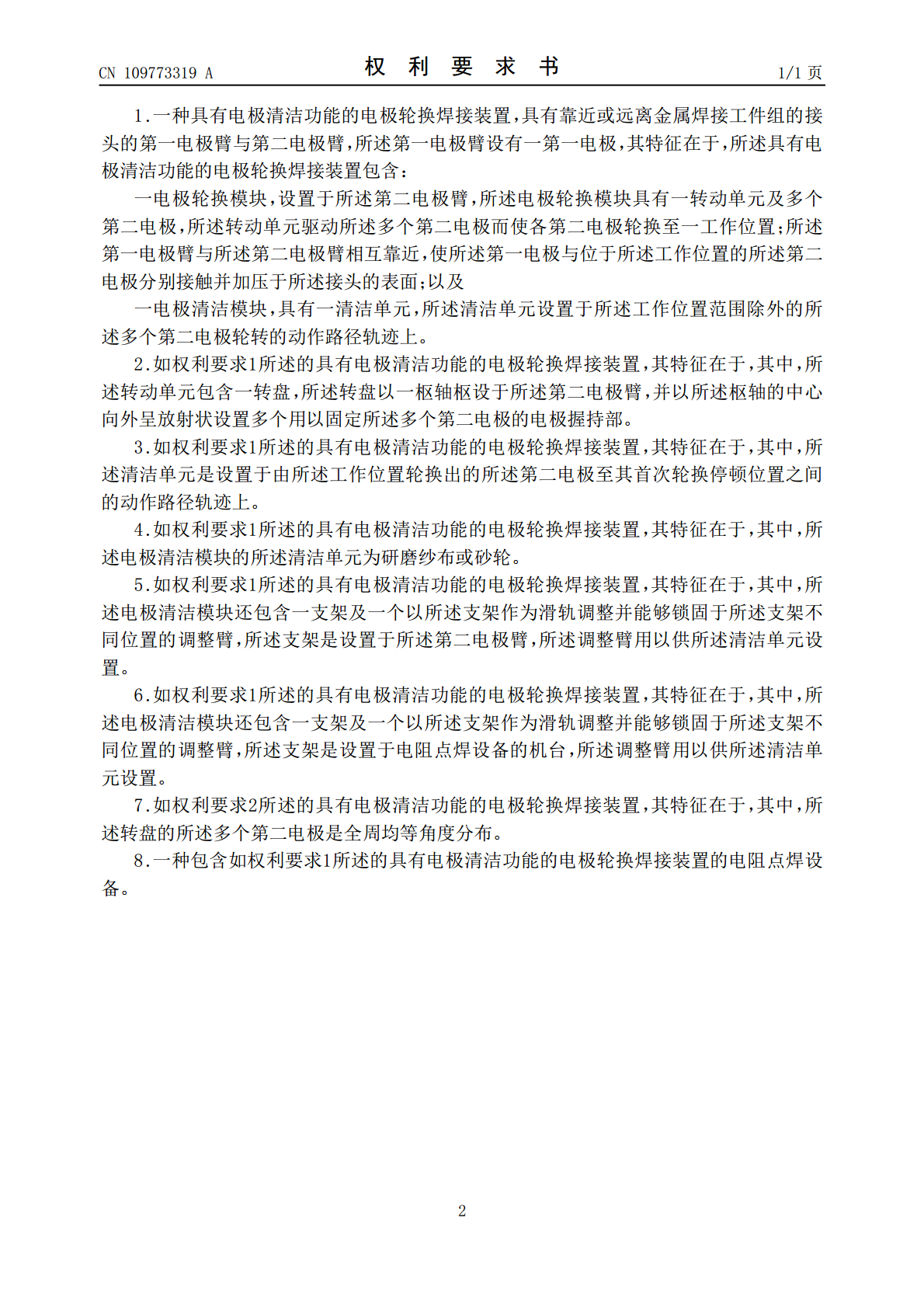
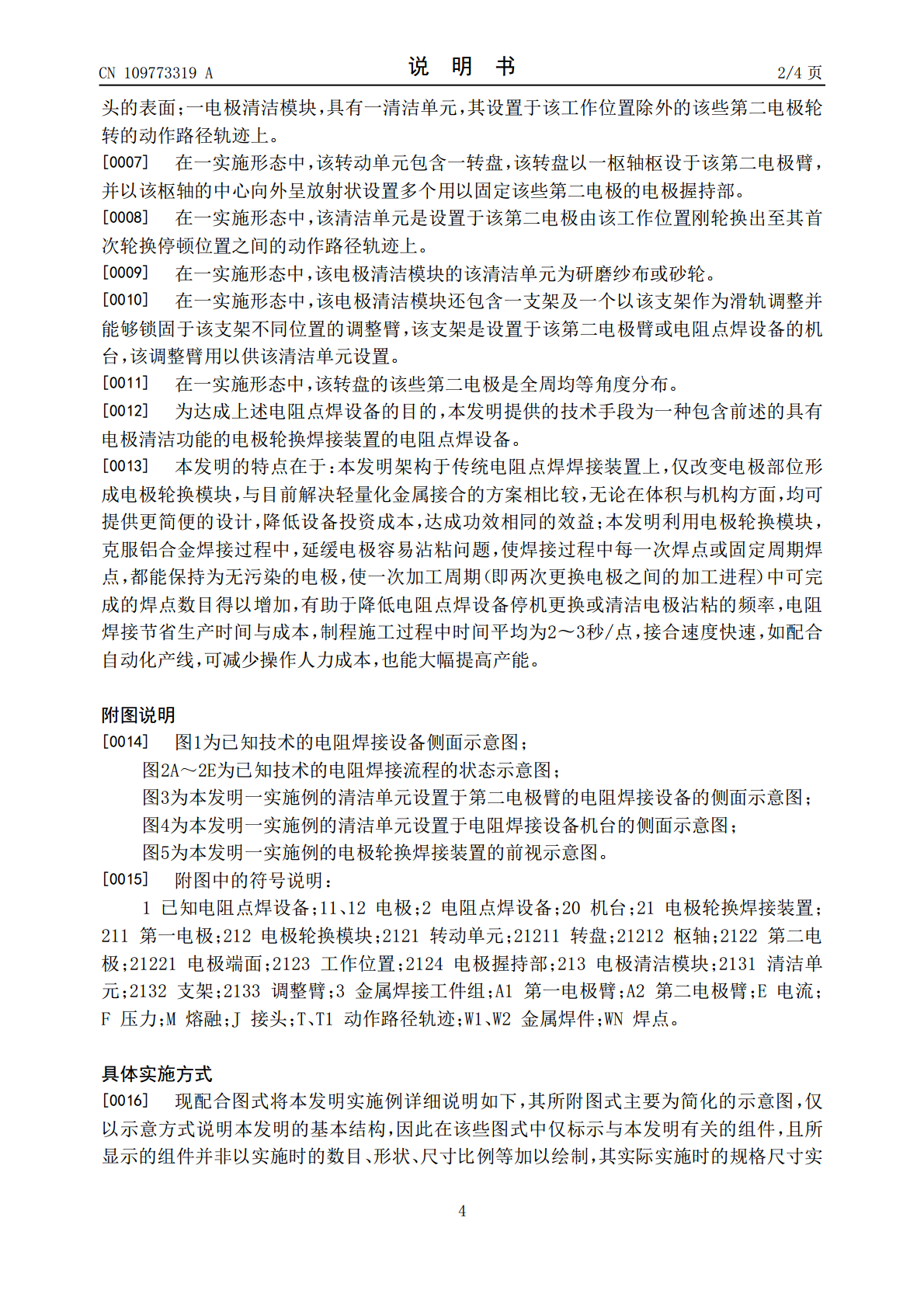
本发明公开了一种具有电极清洁功能的电极轮换焊接装置及电阻点焊设备,该电极轮换焊接装置具有第一电极臂与第二电极臂,第一电极臂设有一第一电极;还包含电极轮换模块,设置于第二电极臂,具有一转动单元及多个第二电极,转动单元可驱动多个第二电极使各第二电极轮换至一工作位置;第一电极臂与第二电极臂可相互靠近,使第一电极与位于工作位置的第二电极分别接触并加压于金属焊接工件组的接头的表面;电极清洁模块,具有一清洁单元,设置于该些第二电极自该工作位置转出的动作路径轨迹上;本发明可延缓电极沾粘问题的发生,使焊接过程中第二电极免

电极轮换焊接装置及电阻点焊设备.pdf
本发明公开了一种电极轮换焊接装置及电阻点焊设备,该电极轮换焊接装置具有可靠近或远离金属焊接工件组的接头的第一电极臂与第二电极臂,第一电极臂设有一第一电极,电极轮换焊接装置还包含一电极轮换模块,其设置于第二电极臂并具有一转动单元及多个第二电极,转动单元可驱动多个第二电极使各第二电极轮换至一工作位置;第一电极臂与第二电极臂可相互靠近,使第一电极与位于工作位置的第二电极分别接触并加压接头表面并对第一电极与位于工作位置的第二电极导通电流进行电阻焊接;本发明可延缓电极沾粘问题的发生,使焊接过程中固定周期内完成焊点数

电阻点焊电极空间状态快速检测装置及方法.pdf
本发明涉及一种电阻点焊电极空间状态快速检测装置及方法,采用二维激光测距传感器进行非接触式测量,通过专用软件算法生成电极轮廓曲线,并自动计算上下电极的角度偏移、端部横向偏移等空间状态,为点焊电极的在线检测与调整提供技术手段。检测装置由二维激光测距传感器、调节座、旋转臂、便捷式检测仪、旋转编码器及支架组成。旋转编码器安装在支架中心,其输出轴端安装有旋转臂。旋转臂可绕支架中心进行360°旋转,并通过旋转编码器确定其角度坐标。旋转臂上端安装有传感器调节座,二维激光测距传感器安装在调节座上。旋转臂上安装有便捷式检测

具有自动送料机构的点焊电极保护装置.pdf
本发明公开了一种具有自动送料机构的点焊电极保护装置,由两组结构相同且分别固定上、下电极的保护单元构成。保护单元包括移动支架,移动支架与电极固定连接且可沿支架体上下移动;支架体的下部为门字框架,门字框架内设置有可上下移动的内支架,门字框架的底部设置底座,底座的底面涂覆有绝缘涂层;内支架内设有一横轴,横轴上固连有一对齿轮,一对齿轮上与棘轮棘爪机构联动,棘轮棘爪机构中的棘爪通过拉簧与支架体连接,两个齿轮带动金属片移动,金属片从送料盒中被引出,移动方向上的前后两段分别设有向上和向下弯折的弯折板,前后两端弯折板的角
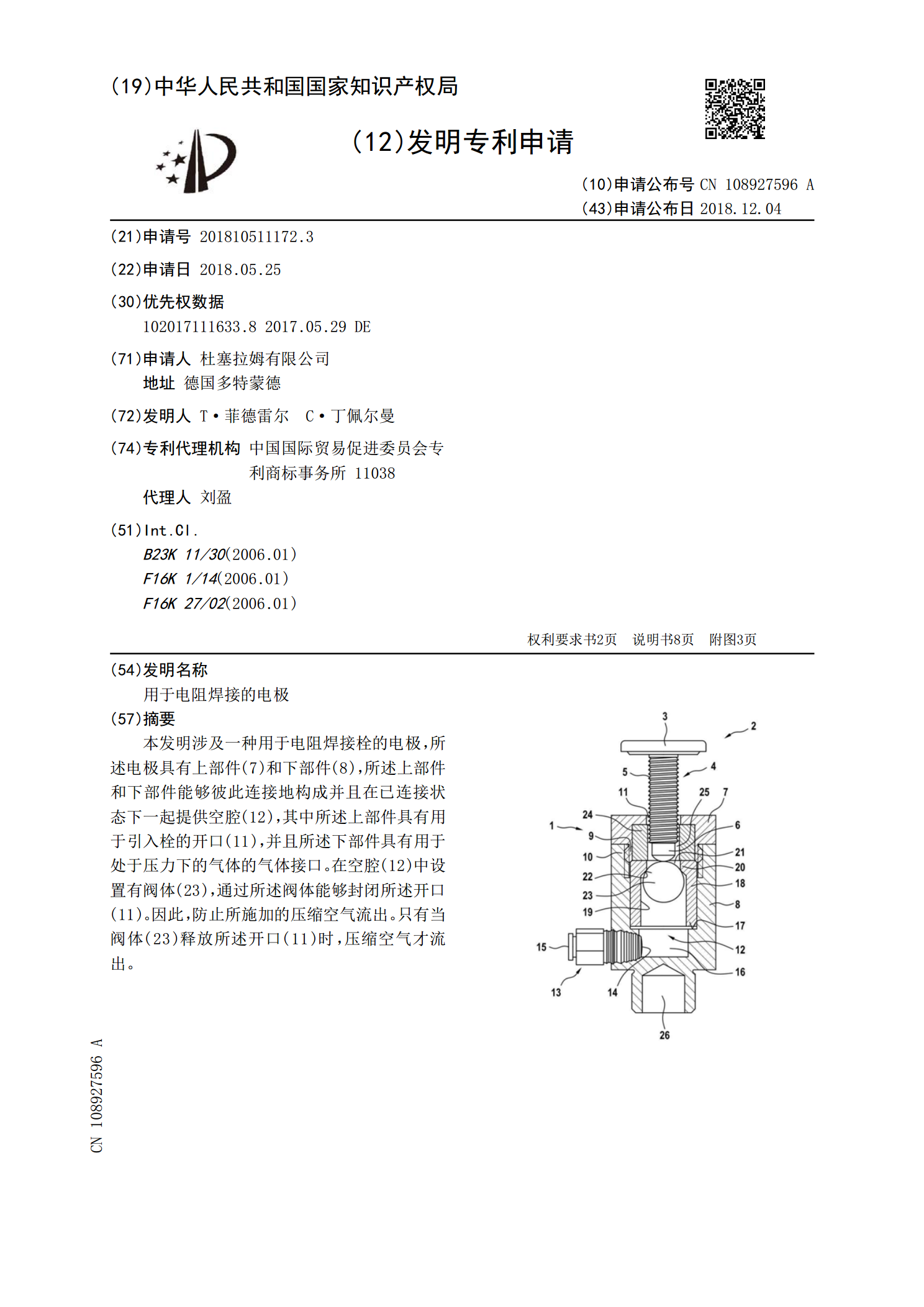
用于电阻焊接的电极.pdf
本发明涉及一种用于电阻焊接栓的电极,所述电极具有上部件(7)和下部件(8),所述上部件和下部件能够彼此连接地构成并且在已连接状态下一起提供空腔(12),其中所述上部件具有用于引入栓的开口(11),并且所述下部件具有用于处于压力下的气体的气体接口。在空腔(12)中设置有阀体(23),通过所述阀体能够封闭所述开口(11)。因此,防止所施加的压缩空气流出。只有当阀体(23)释放所述开口(11)时,压缩空气才流出。