
提高齿轮磨齿效率的齿轮加工工艺.pdf

是你****平呀

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
提高齿轮磨齿效率的齿轮加工工艺.pdf
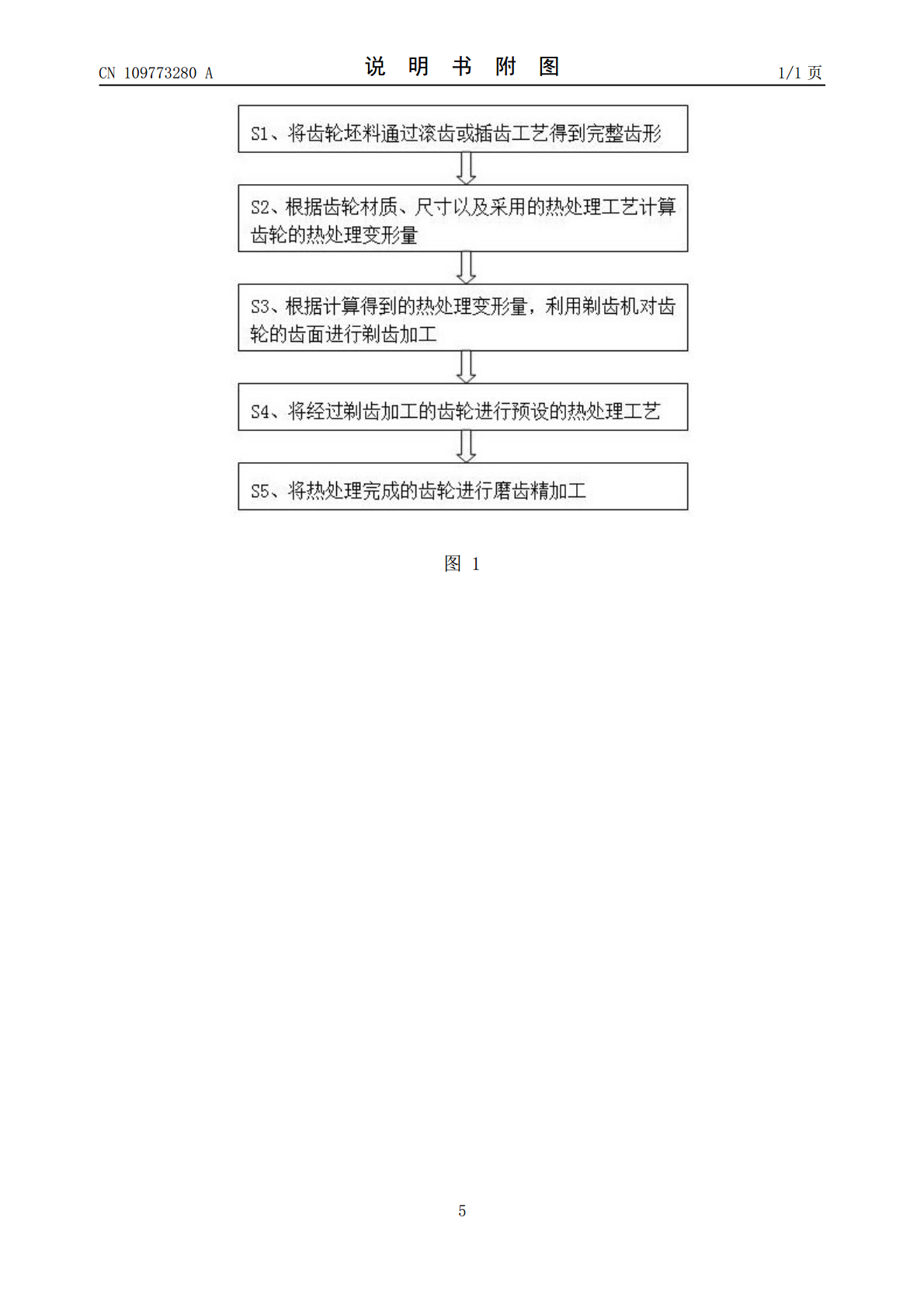
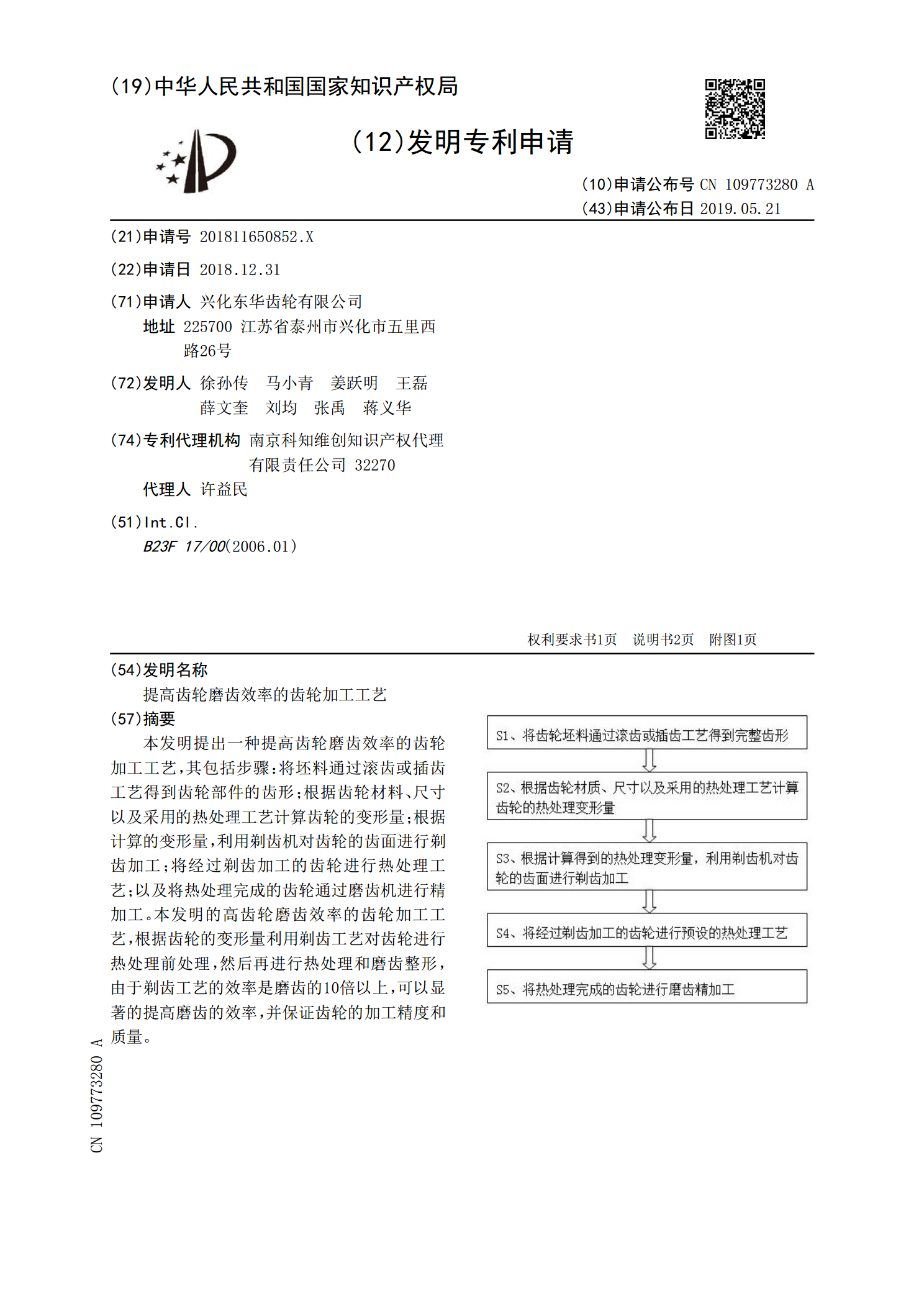
本发明提出一种提高齿轮磨齿效率的齿轮加工工艺,其包括步骤:将坯料通过滚齿或插齿工艺得到齿轮部件的齿形;根据齿轮材料、尺寸以及采用的热处理工艺计算齿轮的变形量;根据计算的变形量,利用剃齿机对齿轮的齿面进行剃齿加工;将经过剃齿加工的齿轮进行热处理工艺;以及将热处理完成的齿轮通过磨齿机进行精加工。本发明的高齿轮磨齿效率的齿轮加工工艺,根据齿轮的变形量利用剃齿工艺对齿轮进行热处理前处理,然后再进行热处理和磨齿整形,由于剃齿工艺的效率是磨齿的10倍以上,可以显著的提高磨齿的效率,并保证齿轮的加工精度和质量。

薄壁齿轮组件磨齿效率提升工艺研讨.docx
薄壁齿轮组件磨齿效率提升工艺研讨摘要本文主要研究薄壁齿轮组件的磨齿效率提升工艺,通过对薄壁齿轮的加工技术进行剖析,找出影响磨齿效率的因素,并提出相应的解决方案,以期实现优化加工,提高磨齿效率。经过实验验证,本文所提出的工艺方案能够有效地提升薄壁齿轮组件的磨齿效率。关键词:薄壁齿轮组件;磨齿效率;加工技术;工艺方案一、引言薄壁齿轮组件广泛应用于各种机械设备中,其重要性不言而喻。磨齿精度是保证薄壁齿轮组件正常运转的关键因素之一,如何提高磨齿效率一直是人们关注的焦点。本文通过对薄壁齿轮组件的加工技术进行剖析,找

提高渗碳淬火齿轮磨齿效率的方法分析.pptx
提高渗碳淬火齿轮磨齿效率的方法分析目录添加章节标题渗碳淬火齿轮磨齿效率的影响因素磨齿工艺参数磨齿机性能磨料和冷却液齿轮材料和热处理提高磨齿效率的方法优化磨齿工艺参数更新磨齿机设备选择合适的磨料和冷却液改进齿轮材料和热处理工艺实际应用案例分析具体案例介绍案例中提高效率的方法和效果案例中存在的问题和改进方向未来研究方向和发展趋势新型磨齿工艺和设备的研发高效磨齿工艺参数的优化研究齿轮材料和热处理工艺的创新研究智能化和绿色化磨齿技术的应用研究感谢观看
基于圆柱齿轮蜗杆磨齿机床的面齿轮磨齿加工方法.pdf
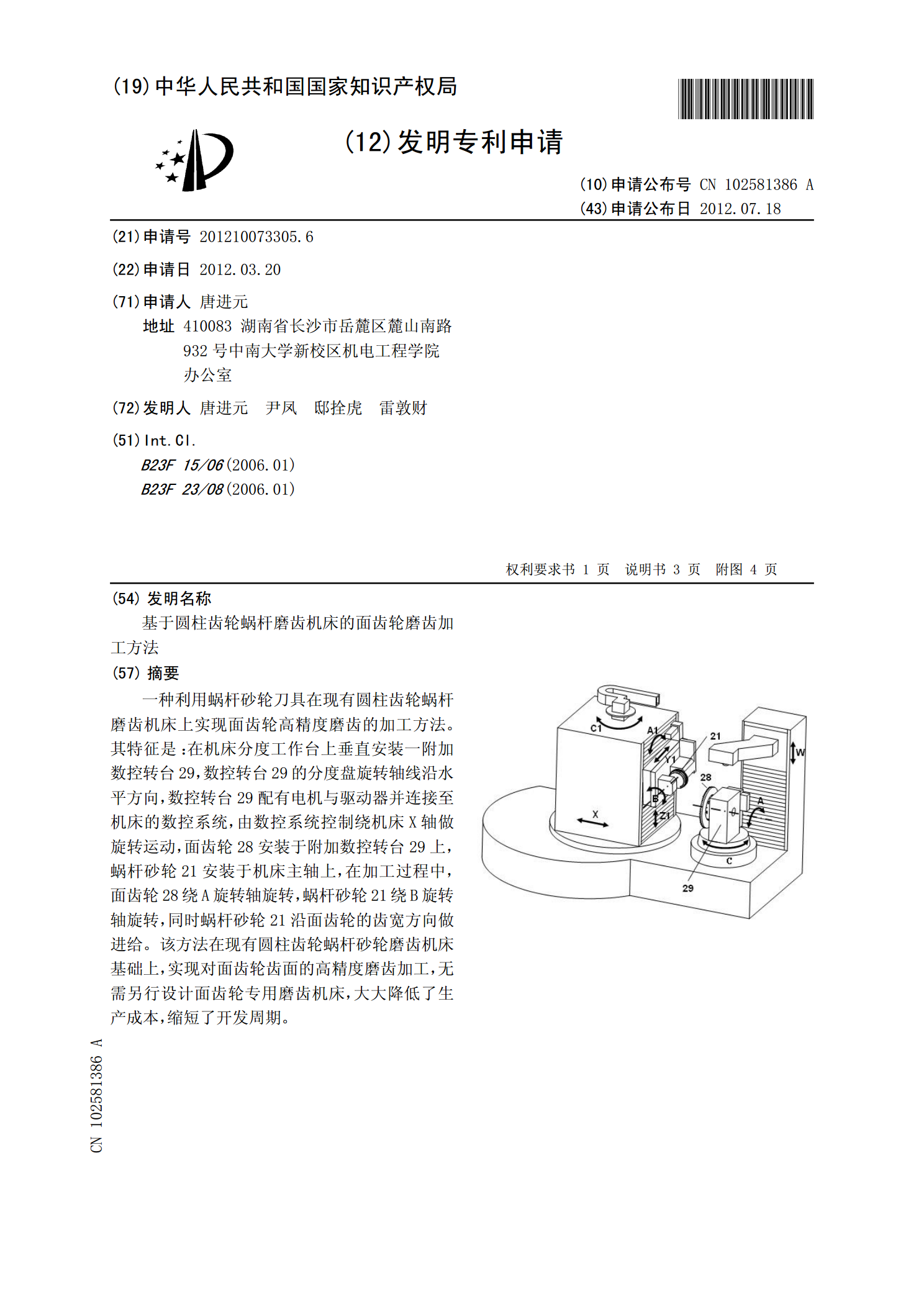
一种利用蜗杆砂轮刀具在现有圆柱齿轮蜗杆磨齿机床上实现面齿轮高精度磨齿的加工方法。其特征是:在机床分度工作台上垂直安装一附加数控转台29,数控转台29的分度盘旋转轴线沿水平方向,数控转台29配有电机与驱动器并连接至机床的数控系统,由数控系统控制绕机床X轴做旋转运动,面齿轮28安装于附加数控转台29上,蜗杆砂轮21安装于机床主轴上,在加工过程中,面齿轮28绕A旋转轴旋转,蜗杆砂轮21绕B旋转轴旋转,同时蜗杆砂轮21沿面齿轮的齿宽方向做进给。该方法在现有圆柱齿轮蜗杆砂轮磨齿机床基础上,实现对面齿轮齿面的高精度磨
一种具有控制加工齿轮磨齿大小的齿轮磨齿机.pdf
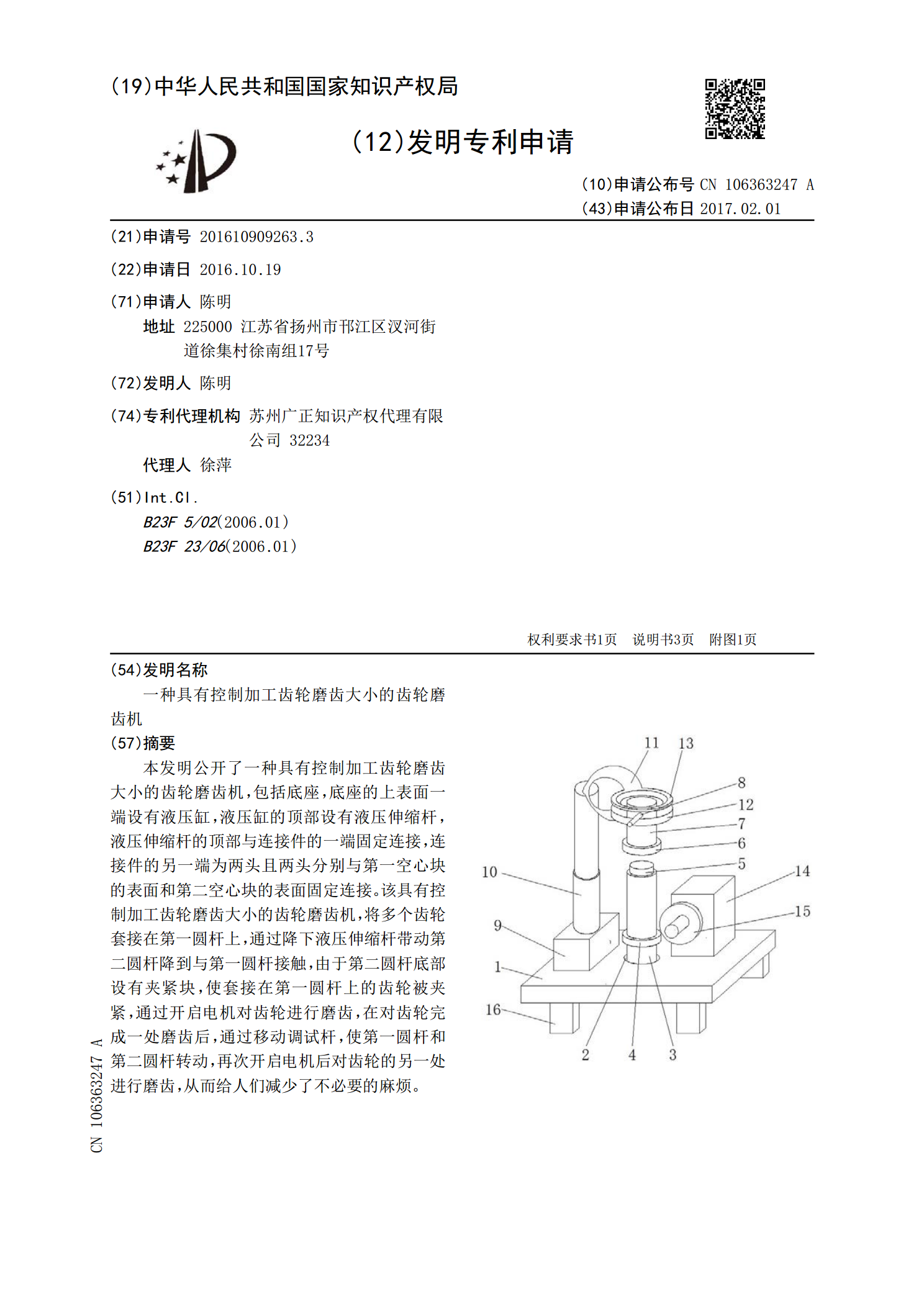
本发明公开了一种具有控制加工齿轮磨齿大小的齿轮磨齿机,包括底座,底座的上表面一端设有液压缸,液压缸的顶部设有液压伸缩杆,液压伸缩杆的顶部与连接件的一端固定连接,连接件的另一端为两头且两头分别与第一空心块的表面和第二空心块的表面固定连接。该具有控制加工齿轮磨齿大小的齿轮磨齿机,将多个齿轮套接在第一圆杆上,通过降下液压伸缩杆带动第二圆杆降到与第一圆杆接触,由于第二圆杆底部设有夹紧块,使套接在第一圆杆上的齿轮被夹紧,通过开启电机对齿轮进行磨齿,在对齿轮完成一处磨齿后,通过移动调试杆,使第一圆杆和第二圆杆转动,再