
一种半轴齿轮加工用定位夹紧装置.pdf

韶敏****ab

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种半轴齿轮加工用定位夹紧装置.pdf
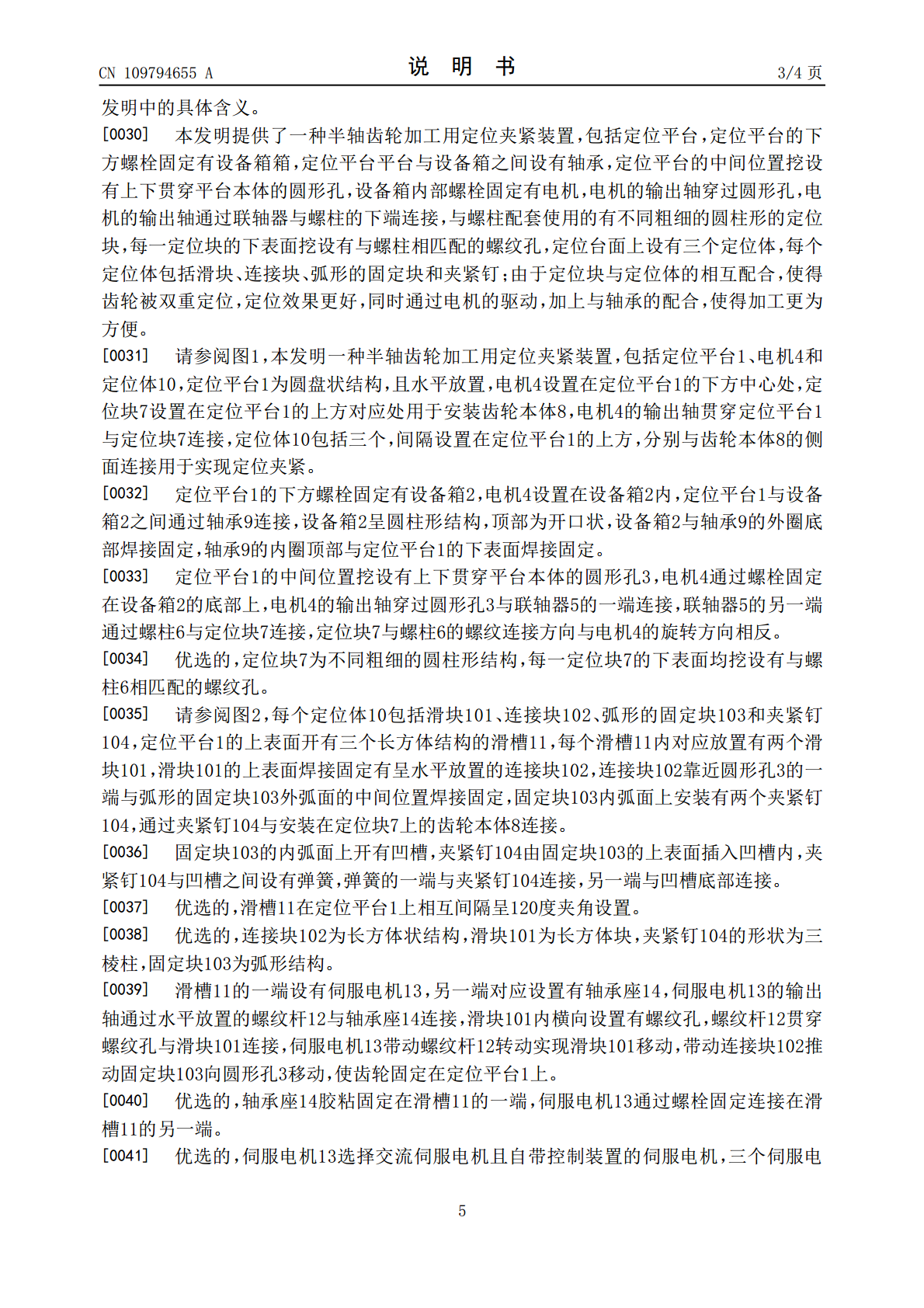
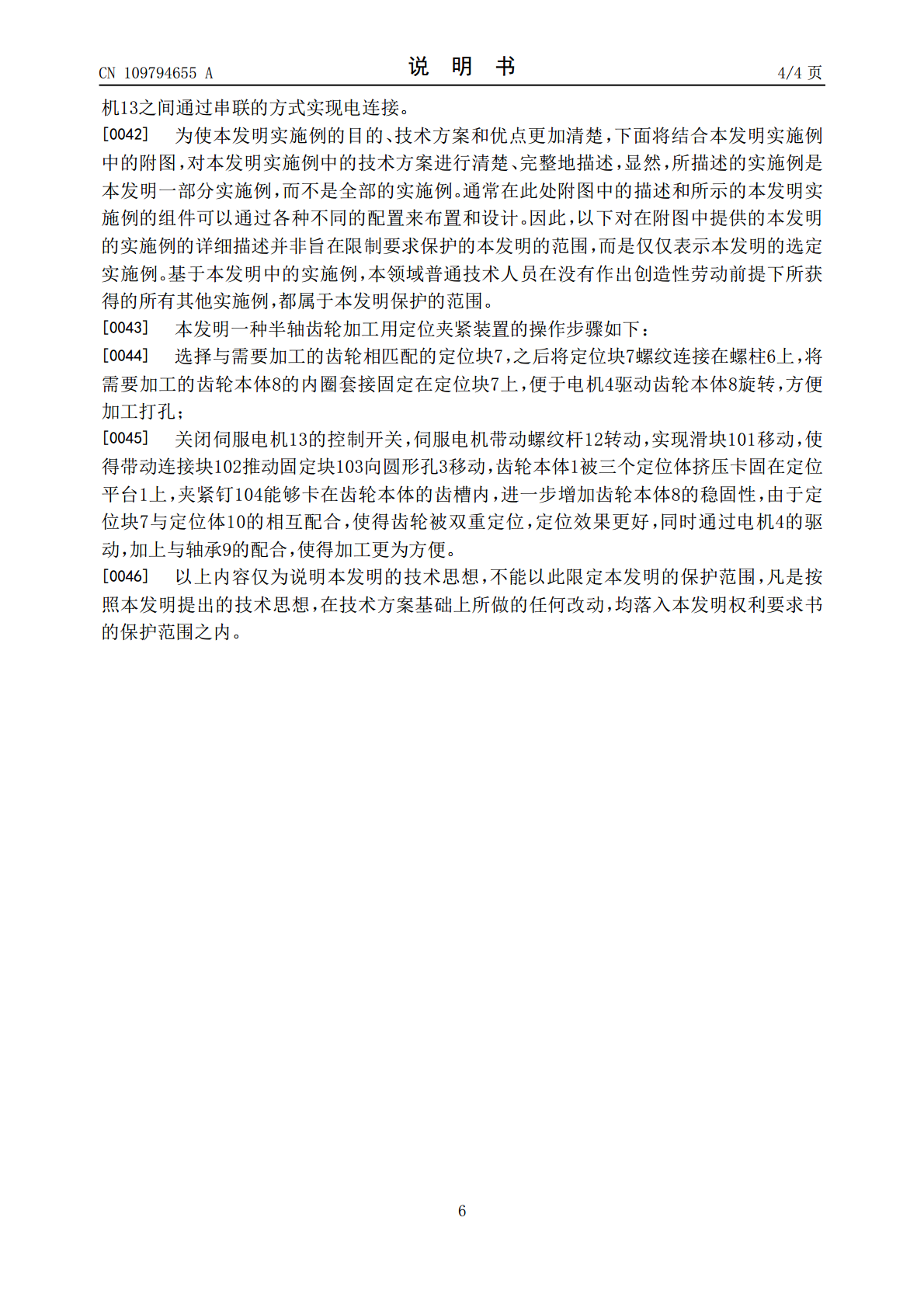
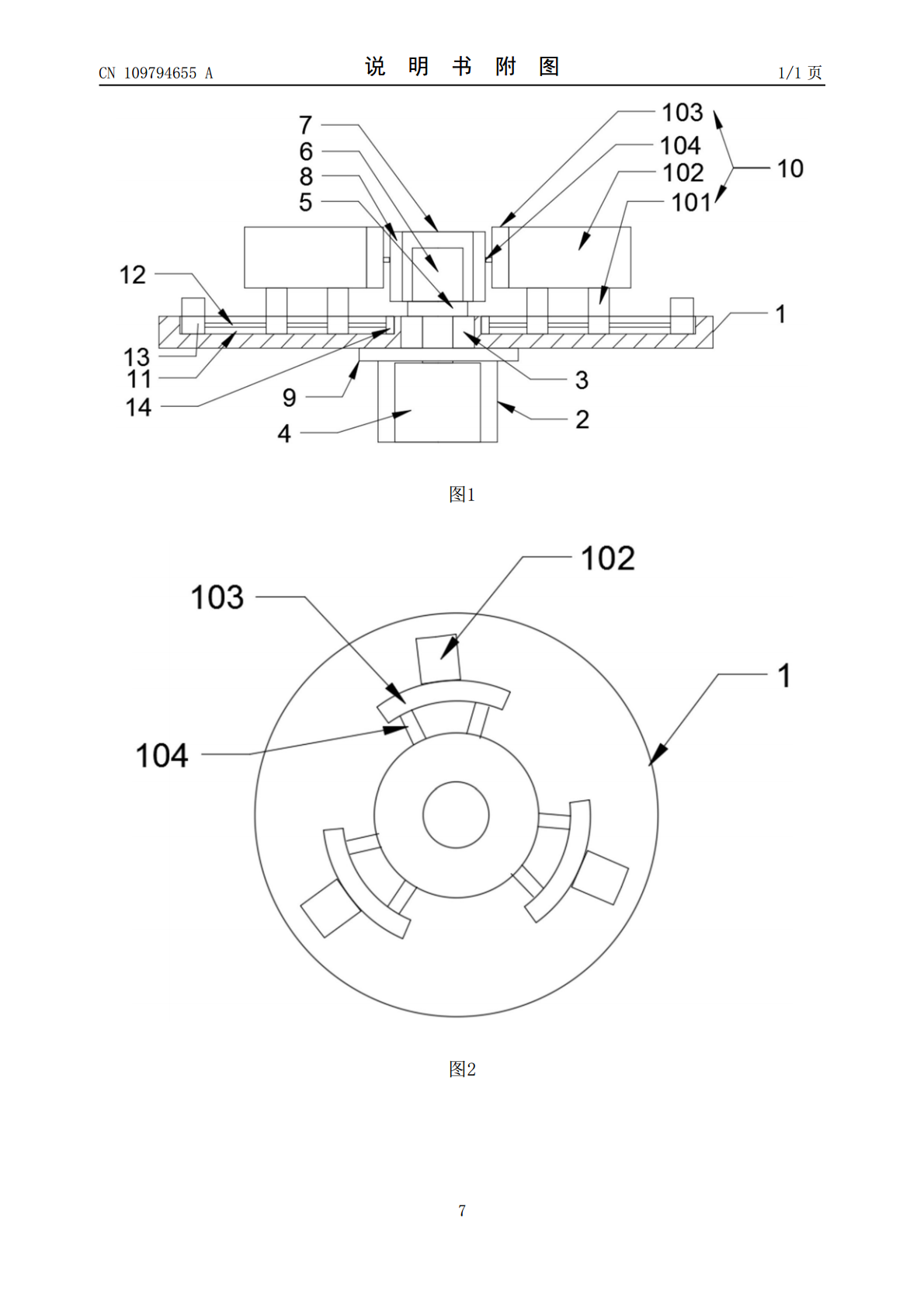
本发明公开了一种半轴齿轮加工用定位夹紧装置,包括定位平台、电机、定位块和定位体,定位平台为水平放置的圆盘状结构,电机设置在定位平台的下方,定位块设置在定位平台的上方中心处,电机的输出轴贯穿定位平台与定位块连接,定位块用于安装齿轮本体,三个定位体在定位平台上方间隔设置且能够沿定位平台滑动,用于和齿轮本体的侧面连接实现定位夹紧。本发明结构简单,操作简便,能够适应不同大小的齿轮加工。
一种齿轮加工用夹紧装置.pdf
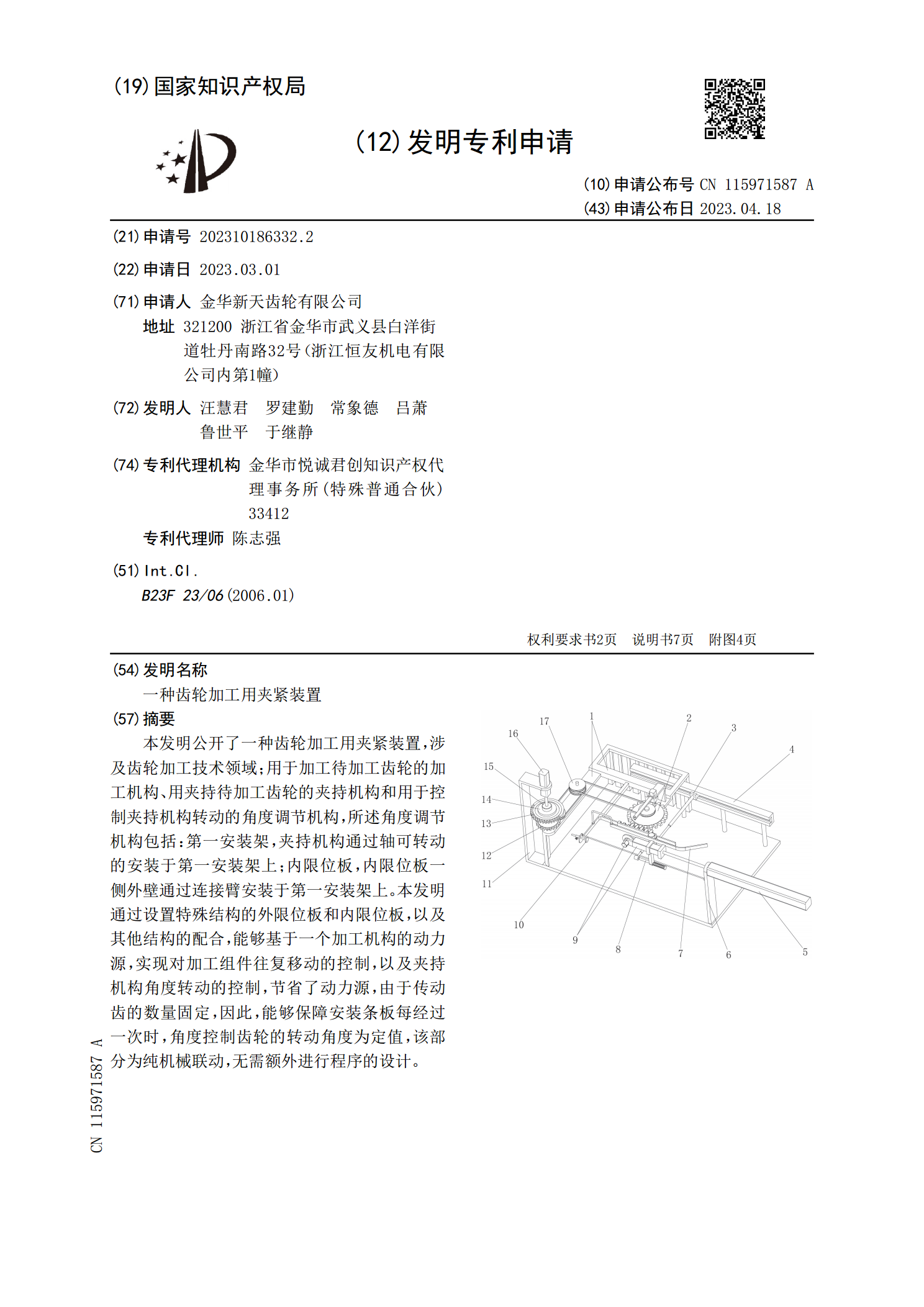
本发明公开了一种齿轮加工用夹紧装置,涉及齿轮加工技术领域;用于加工待加工齿轮的加工机构、用夹持待加工齿轮的夹持机构和用于控制夹持机构转动的角度调节机构,所述角度调节机构包括:第一安装架,夹持机构通过轴可转动的安装于第一安装架上;内限位板,内限位板一侧外壁通过连接臂安装于第一安装架上。本发明通过设置特殊结构的外限位板和内限位板,以及其他结构的配合,能够基于一个加工机构的动力源,实现对加工组件往复移动的控制,以及夹持机构角度转动的控制,节省了动力源,由于传动齿的数量固定,因此,能够保障安装条板每经过一次时,角
一种齿轮加工用夹紧装置.pdf
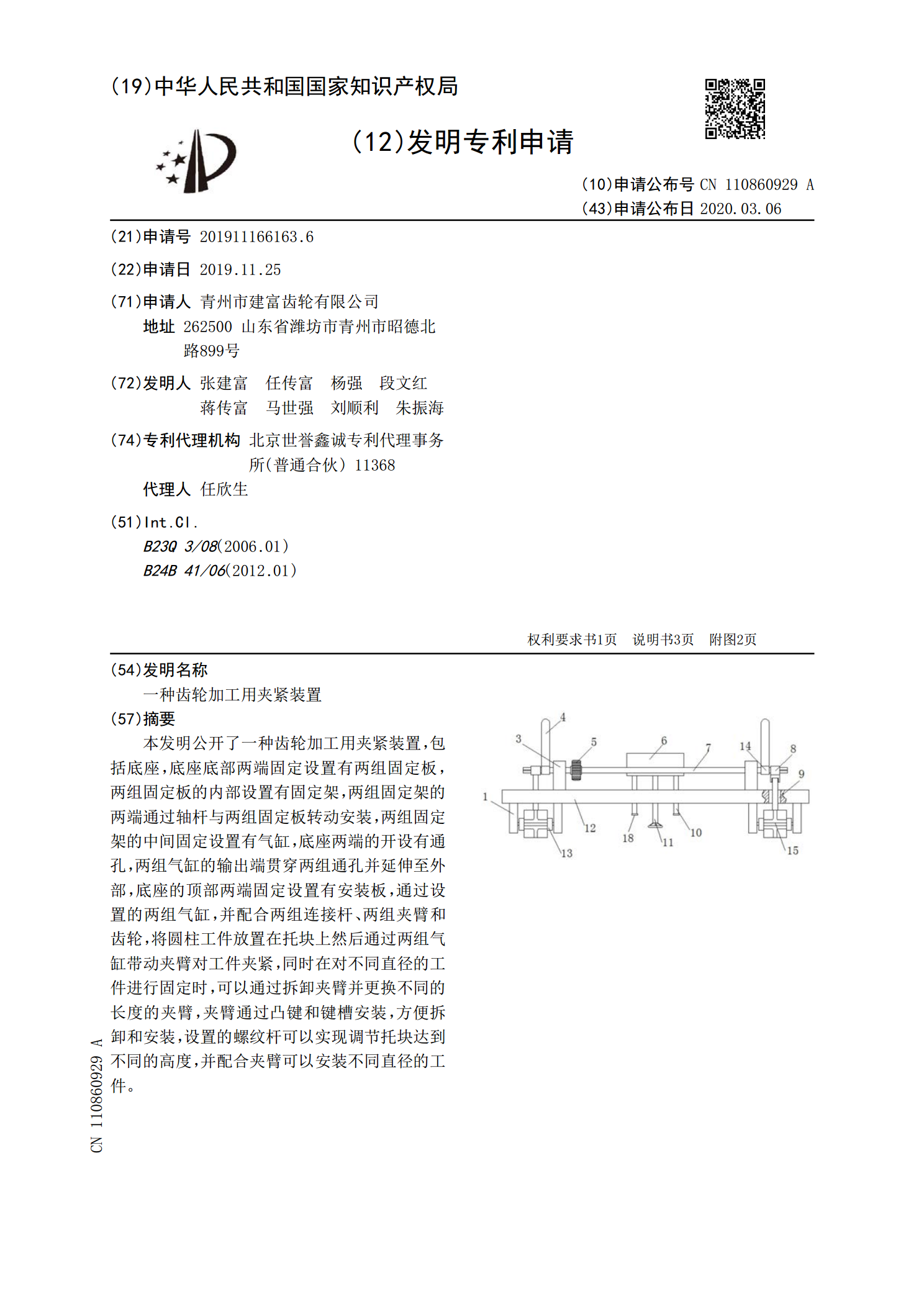
本发明公开了一种齿轮加工用夹紧装置,包括底座,底座底部两端固定设置有两组固定板,两组固定板的内部设置有固定架,两组固定架的两端通过轴杆与两组固定板转动安装,两组固定架的中间固定设置有气缸,底座两端的开设有通孔,两组气缸的输出端贯穿两组通孔并延伸至外部,底座的顶部两端固定设置有安装板,通过设置的两组气缸,并配合两组连接杆、两组夹臂和齿轮,将圆柱工件放置在托块上然后通过两组气缸带动夹臂对工件夹紧,同时在对不同直径的工件进行固定时,可以通过拆卸夹臂并更换不同的长度的夹臂,夹臂通过凸键和键槽安装,方便拆卸和安装,
一种齿轮加工用夹紧装置.pdf
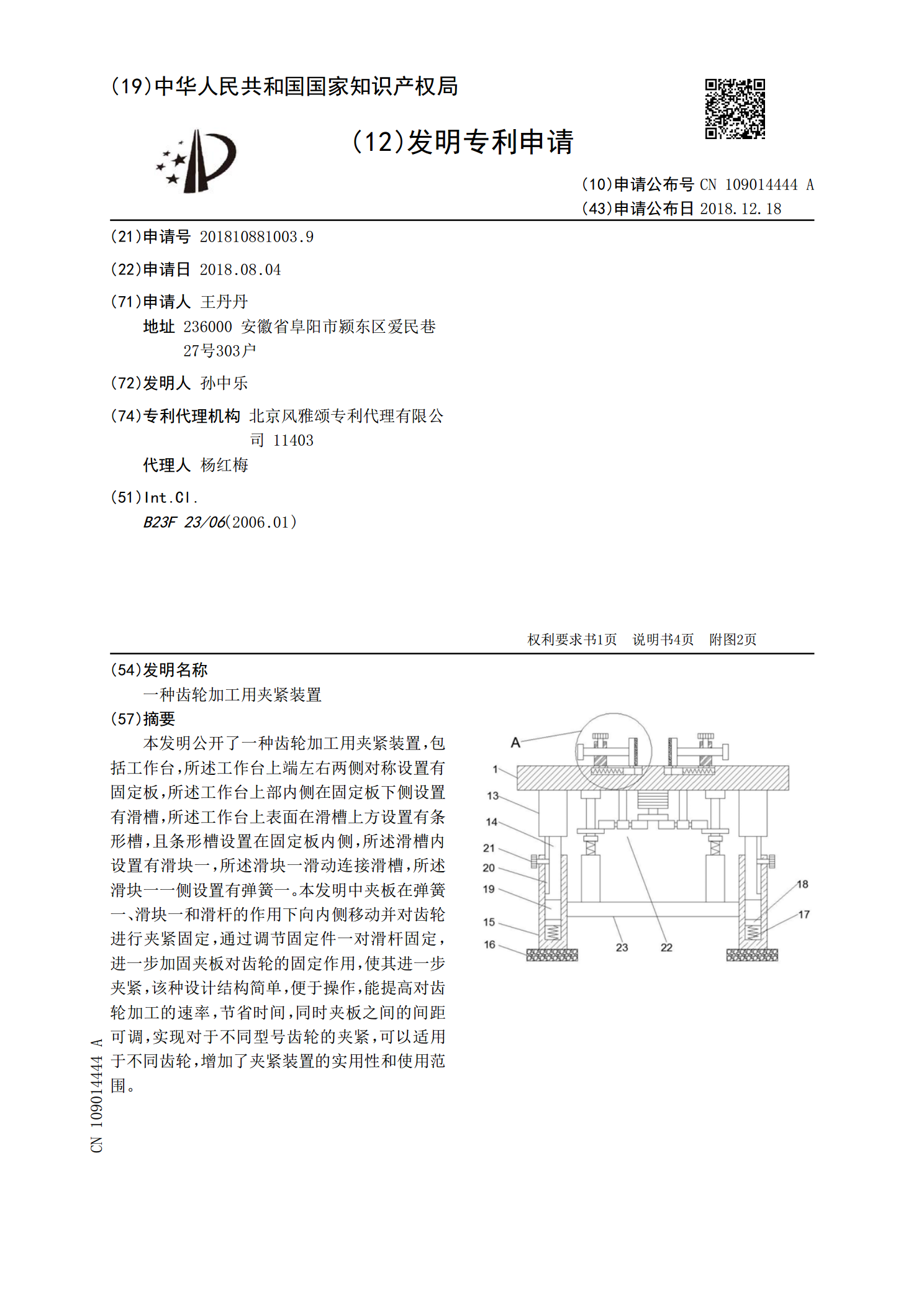
本发明公开了一种齿轮加工用夹紧装置,包括工作台,所述工作台上端左右两侧对称设置有固定板,所述工作台上部内侧在固定板下侧设置有滑槽,所述工作台上表面在滑槽上方设置有条形槽,且条形槽设置在固定板内侧,所述滑槽内设置有滑块一,所述滑块一滑动连接滑槽,所述滑块一一侧设置有弹簧一。本发明中夹板在弹簧一、滑块一和滑杆的作用下向内侧移动并对齿轮进行夹紧固定,通过调节固定件一对滑杆固定,进一步加固夹板对齿轮的固定作用,使其进一步夹紧,该种设计结构简单,便于操作,能提高对齿轮加工的速率,节省时间,同时夹板之间的间距可调,实
一种阶梯轴定位夹紧装置.pdf
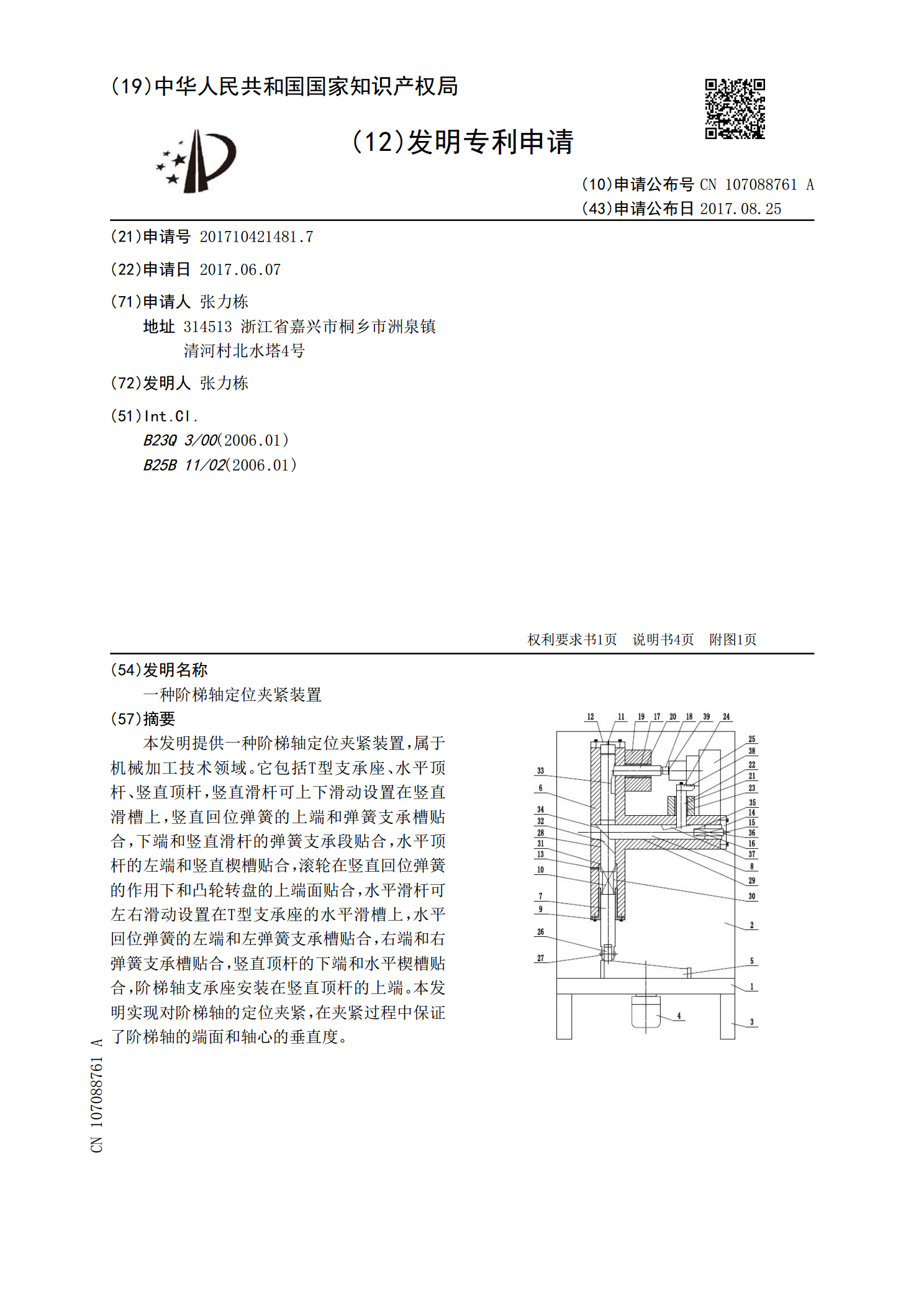
本发明提供一种阶梯轴定位夹紧装置,属于机械加工技术领域。它包括T型支承座、水平顶杆、竖直顶杆,竖直滑杆可上下滑动设置在竖直滑槽上,竖直回位弹簧的上端和弹簧支承槽贴合,下端和竖直滑杆的弹簧支承段贴合,水平顶杆的左端和竖直楔槽贴合,滚轮在竖直回位弹簧的作用下和凸轮转盘的上端面贴合,水平滑杆可左右滑动设置在T型支承座的水平滑槽上,水平回位弹簧的左端和左弹簧支承槽贴合,右端和右弹簧支承槽贴合,竖直顶杆的下端和水平楔槽贴合,阶梯轴支承座安装在竖直顶杆的上端。本发明实现对阶梯轴的定位夹紧,在夹紧过程中保证了阶梯轴的端