
一种直线导轨滑块的磨削加工方法.pdf

书生****aa


1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种直线导轨滑块的磨削加工方法.pdf
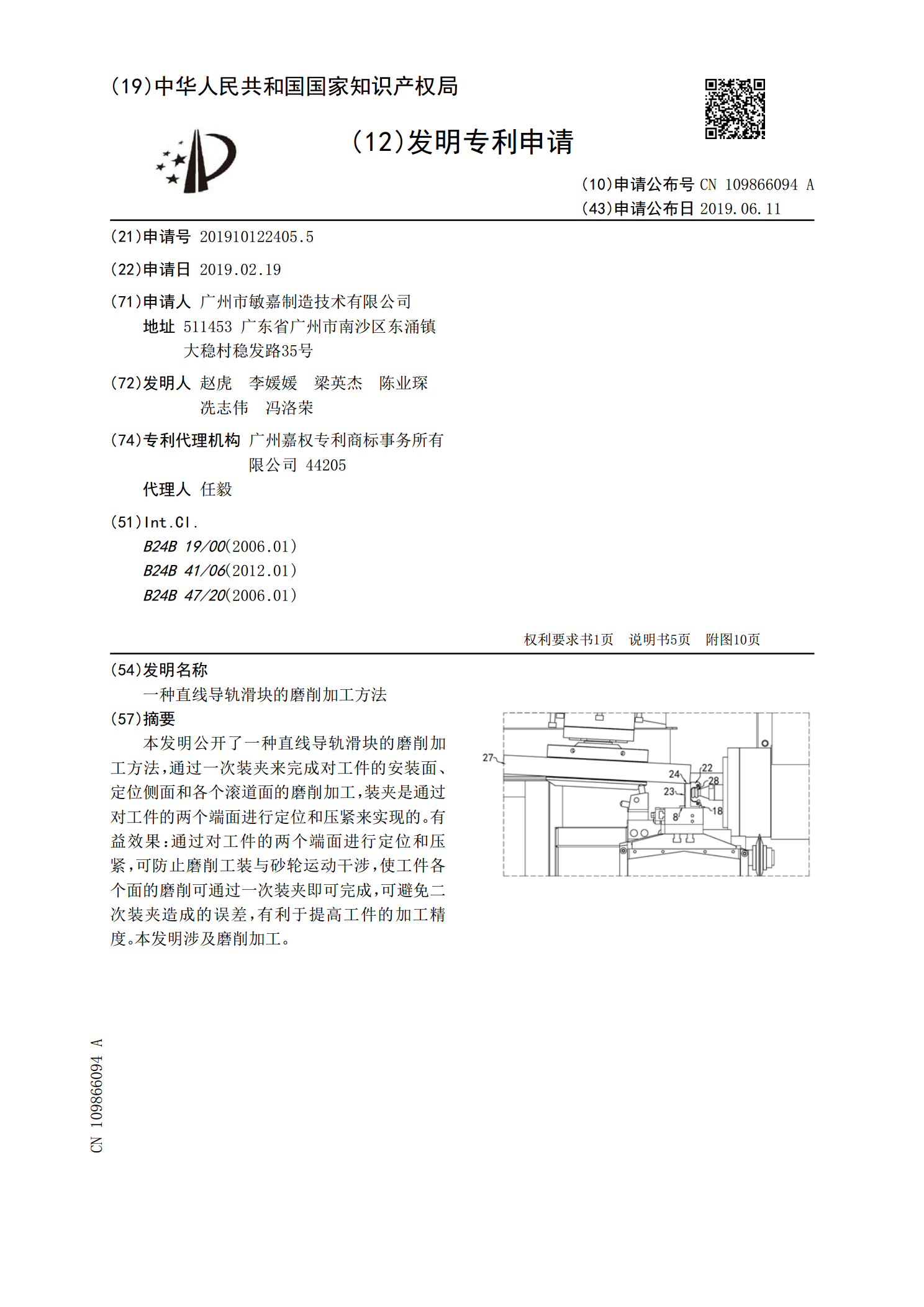
本发明公开了一种直线导轨滑块的磨削加工方法,通过一次装夹来完成对工件的安装面、定位侧面和各个滚道面的磨削加工,装夹是通过对工件的两个端面进行定位和压紧来实现的。有益效果:通过对工件的两个端面进行定位和压紧,可防止磨削工装与砂轮运动干涉,使工件各个面的磨削可通过一次装夹即可完成,可避免二次装夹造成的误差,有利于提高工件的加工精度。本发明涉及磨削加工。
一种用于加工直线导轨滑块的磨削工装.pdf
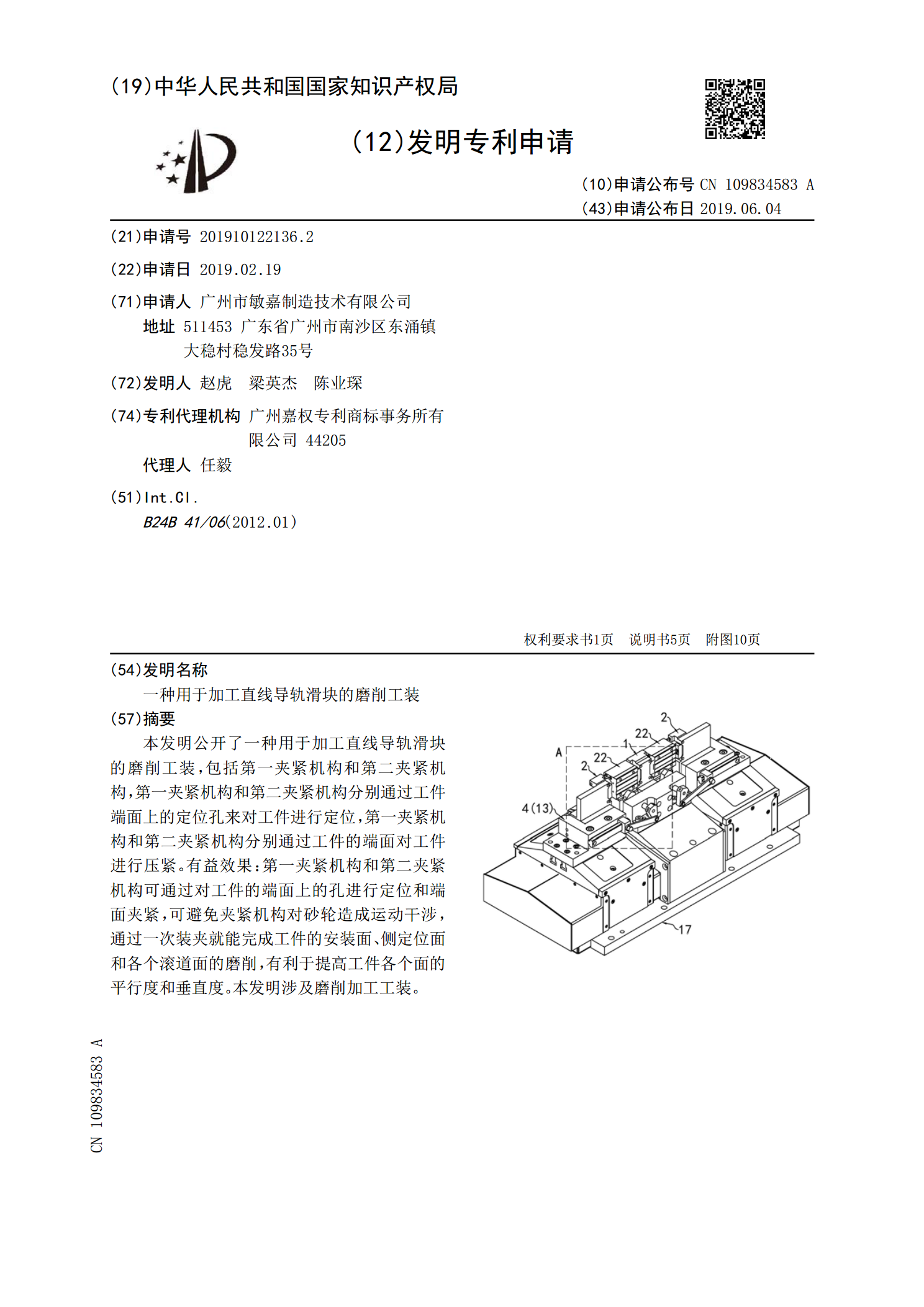
本发明公开了一种用于加工直线导轨滑块的磨削工装,包括第一夹紧机构和第二夹紧机构,第一夹紧机构和第二夹紧机构分别通过工件端面上的定位孔来对工件进行定位,第一夹紧机构和第二夹紧机构分别通过工件的端面对工件进行压紧。有益效果:第一夹紧机构和第二夹紧机构可通过对工件的端面上的孔进行定位和端面夹紧,可避免夹紧机构对砂轮造成运动干涉,通过一次装夹就能完成工件的安装面、侧定位面和各个滚道面的磨削,有利于提高工件各个面的平行度和垂直度。本发明涉及磨削加工工装。

一种直线导轨的加工方法及直线导轨结构.pdf
本发明涉及导轨技术领域,尤其是指一种直线导轨的加工方法及直线导轨结构,其加工方法包括选型材;对选定的型材在预设直线导轨的长度两端各留料一段尾料后进行切断;对切断后的型材两端进行CNC加工;通过倒角刀在型材上开设V型导轨槽;在V型导轨槽的底部沿其型材的长度一排式等间隔设置有多个齿槽;对型材的外表面依次进行抛光和喷砂;对V型导轨槽以及齿槽进行粗加工处理和精加工处理;对V型导轨槽以及齿槽进行放电加工;对型材进行超声波清洗。本发明设计巧妙,直线导轨在滑动时更加顺畅,结构可靠;该加工方法使得直线导轨加工精度高,减少

直线导轨的滑块.pdf
本发明涉及一种直线导轨的滑块,解决了现有的滑块保持架在钢球滚动通道内壁会残留氧化层,处理难度比较高,处理工序麻烦的缺陷,包括保持架及固定于保持架两端的回转器,保持架与回转器上均设置有导轨滑槽,导轨滑槽的侧壁上设置有钢珠支撑通道,两回转器之间连接有滚动管,滚动管内部为钢珠滚动通道,回转器内部设置有回转通道,回转通道两端分别连接支撑通道与钢珠滚动通道。滚动管连接保持架两端的回转器,保持架经过热处理后只需处理支撑通道处的氧化层,支撑通道属于开放结构,处理比较方便,以滚动管的内孔作为钢珠滚动通道,不用对钢珠滚动通
一种高效滑块专用磨床及磨削方法.pdf
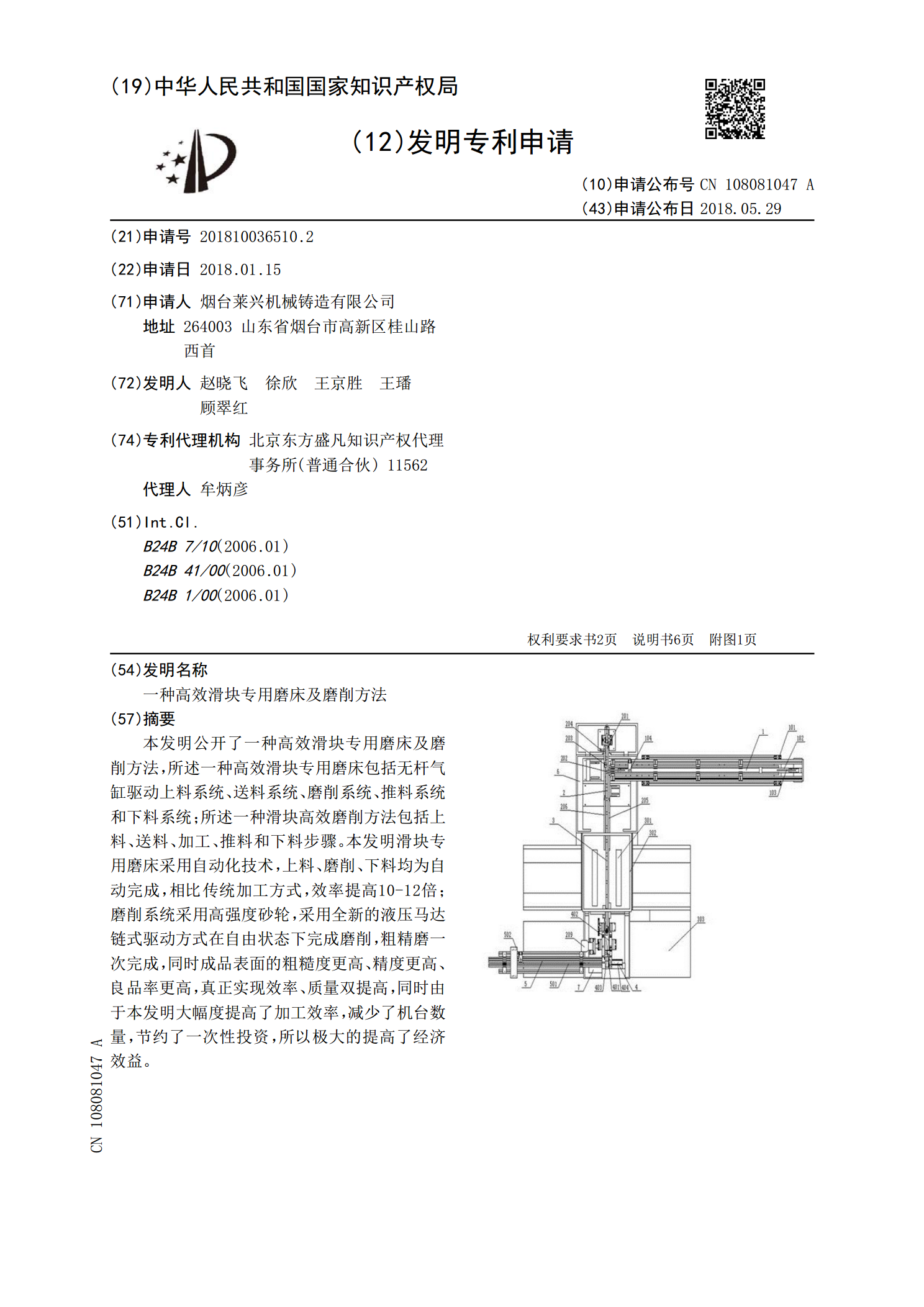
本发明公开了一种高效滑块专用磨床及磨削方法,所述一种高效滑块专用磨床包括无杆气缸驱动上料系统、送料系统、磨削系统、推料系统和下料系统;所述一种滑块高效磨削方法包括上料、送料、加工、推料和下料步骤。本发明滑块专用磨床采用自动化技术,上料、磨削、下料均为自动完成,相比传统加工方式,效率提高10‑12倍;磨削系统采用高强度砂轮,采用全新的液压马达链式驱动方式在自由状态下完成磨削,粗精磨一次完成,同时成品表面的粗糙度更高、精度更高、良品率更高,真正实现效率、质量双提高,同时由于本发明大幅度提高了加工效率,减少了机