
一种精毛纺短竹节纱纺制细纱机装置及纺制方法.pdf

闪闪****魔王

1/6

2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种精毛纺短竹节纱纺制细纱机装置及纺制方法.pdf
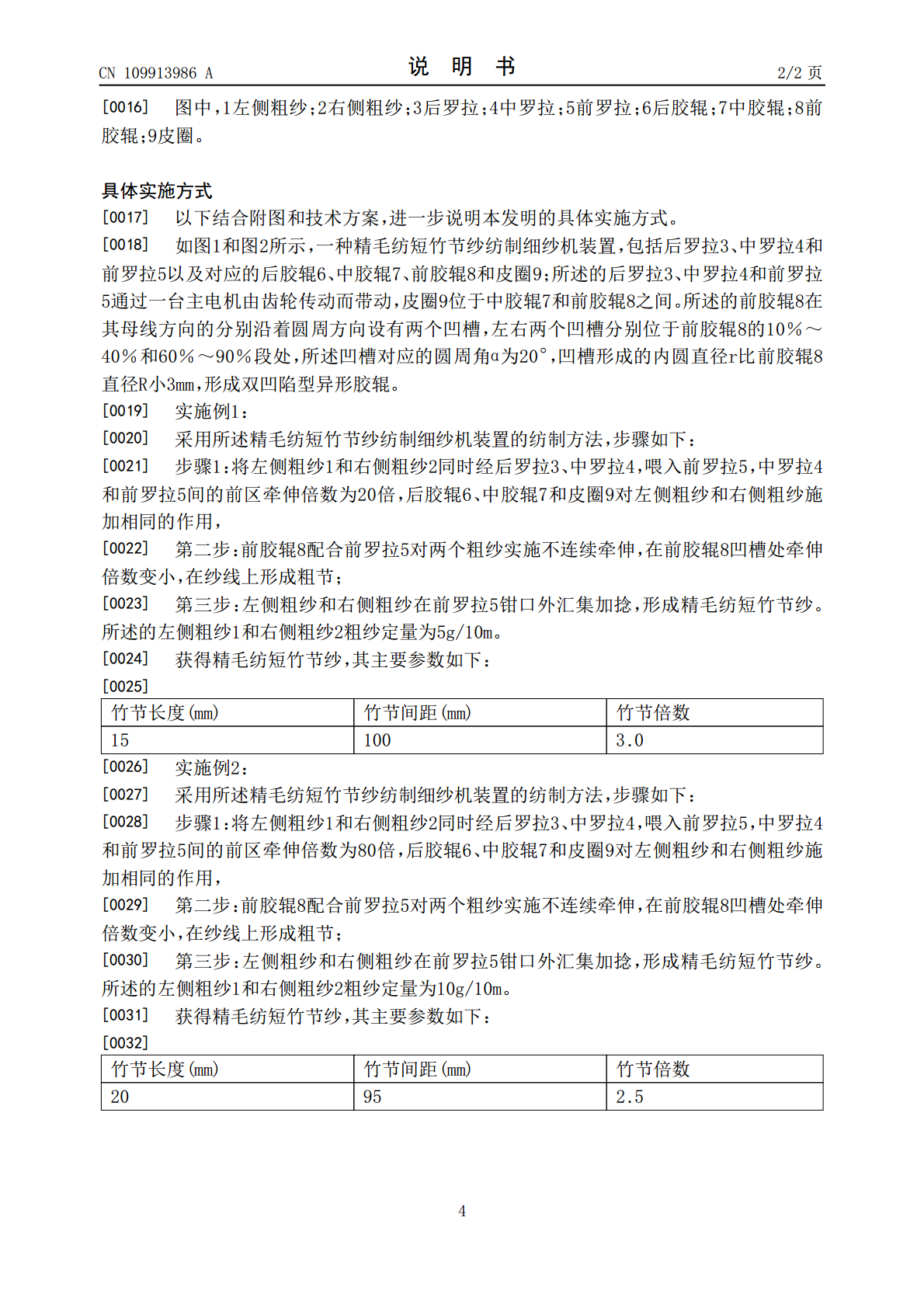
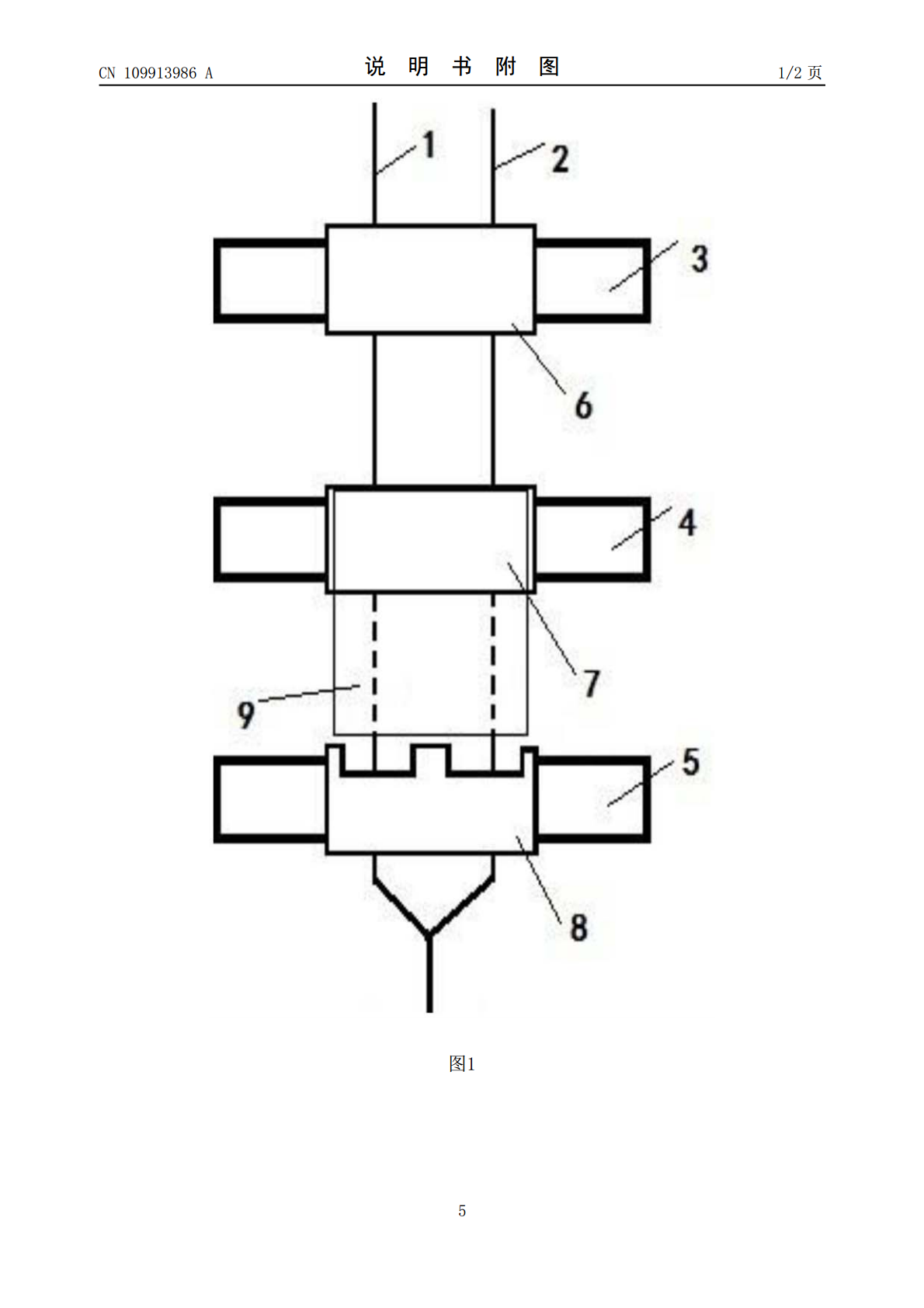
本发明属于纺织装置技术领域,涉及一种精毛纺短竹节纱纺制细纱机装置及纺制方法。所述的细纱机装置包括后罗拉、中罗拉和前罗拉以及对应的后胶辊、中胶辊、前胶辊和皮圈;所述的后罗拉、中罗拉和前罗拉通过一台主电机由齿轮传动而带动,皮圈位于中胶辊和前胶辊之间;所述的前胶辊在其母线方向分别沿着圆周方向设有两个凹槽,左右两个凹槽分别位于前胶辊的10%~40%和60%~90%段处,所述凹槽对应的圆周角α为20°,凹槽形成的内圆直径r比前胶辊直径R小1mm,形成双凹陷型异形胶辊。本发明的设备改造简单方便,有效降低企业的设备成本
复合纱线纺制装置.pdf
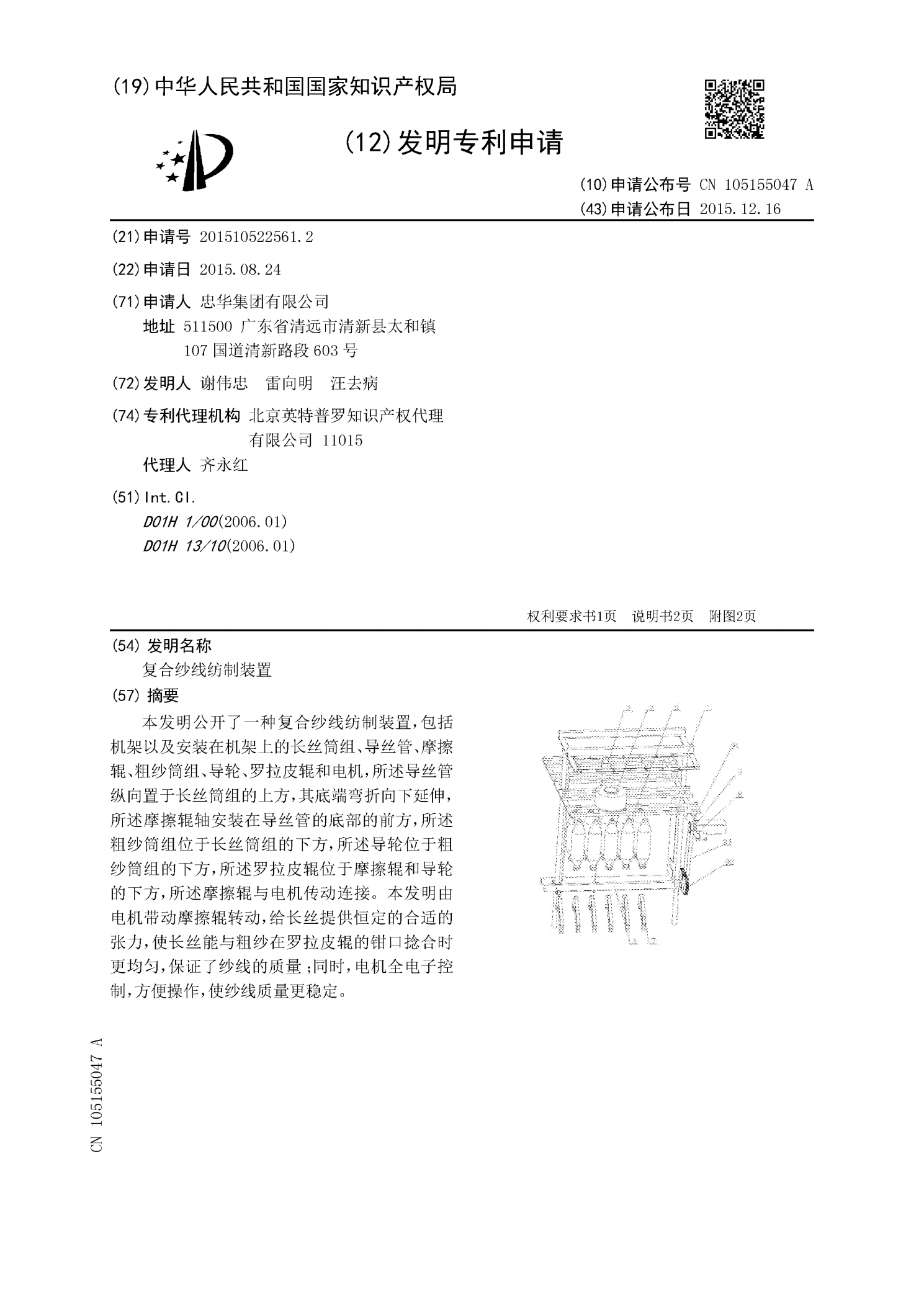
本发明公开了一种复合纱线纺制装置,包括机架以及安装在机架上的长丝筒组、导丝管、摩擦辊、粗纱筒组、导轮、罗拉皮辊和电机,所述导丝管纵向置于长丝筒组的上方,其底端弯折向下延伸,所述摩擦辊轴安装在导丝管的底部的前方,所述粗纱筒组位于长丝筒组的下方,所述导轮位于粗纱筒组的下方,所述罗拉皮辊位于摩擦辊和导轮的下方,所述摩擦辊与电机传动连接。本发明由电机带动摩擦辊转动,给长丝提供恒定的合适的张力,使长丝能与粗纱在罗拉皮辊的钳口捻合时更均匀,保证了纱线的质量;同时,电机全电子控制,方便操作,使纱线质量更稳定。

夜光段彩竹节纱的纺制工艺及性能分析.docx
夜光段彩竹节纱的纺制工艺及性能分析夜光段彩竹节纱是一种具有夜光功能的织物材料,它以竹节纱为基布,通过添加特殊的夜光材料进行纺制而成。夜光段彩竹节纱的制作工艺和性能对于其实际应用具有重要意义。本文将对夜光段彩竹节纱的纺制工艺和性能进行分析与讨论。一、夜光段彩竹节纱的纺制工艺1.竹节纱的选择和预处理竹节纱作为夜光段彩竹节纱的基布,材质的选择非常重要。通常选用的竹节纱材质具有较好的柔软性和透气性,且纱线均匀。在选择好竹节纱后,还需要进行一系列的预处理工艺,如漂白、染色等,以提高竹节纱的适应性和可加工性。2.夜光

数控一代毛纺集聚纺细纱机浅析.docx
数控一代毛纺集聚纺细纱机浅析数控一代毛纺集聚纺细纱机浅析摘要:数控一代毛纺集聚纺细纱机是一种用于纺细纱的数控设备,它具有快速高效、操作简便、纺纱质量好等优势。本文从结构、工作原理、优势和应用等方面对数控一代毛纺集聚纺细纱机进行了深入分析。关键词:数控;一代毛纺;集聚纺;细纱机一、引言纺细纱是纺织行业中的一项重要工艺,其质量直接影响到织物的质量。传统的细纱纺纱设备操作复杂,效率低下,且易受人为因素影响。为了解决这些问题,数控一代毛纺集聚纺细纱机应运而生。二、结构和工作原理数控一代毛纺集聚纺细纱机由控制系统、

三通道环锭细纱机纺制段彩竹节纱机理及其花型与工艺设计.docx
三通道环锭细纱机纺制段彩竹节纱机理及其花型与工艺设计标题:三通道环锭细纱机纺制段彩竹节纱机理及其花型与工艺设计摘要:彩竹节纱是一种新颖的纱线,具有独特的质感和视觉效果,广泛应用于时尚纺织品的制作。本文以三通道环锭细纱机为研究对象,探讨了彩竹节纱机理,并进行了花型与工艺设计的研究。通过实验分析和数据统计,得出了一系列优化参数,提升了彩竹节纱的纺制效果和品质。本文对彩竹节纱在纺织工艺中的应用具有一定的参考价值。关键词:三通道环锭细纱机,彩竹节纱,花型设计,工艺优化引言:彩竹节纱是一种集色彩与质感于一体的特殊纱