
2011摩擦焊.doc

sy****28


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

2011摩擦焊.doc
定义:摩擦焊(Frictionwelding)是一种固相热压焊,它是利用焊件接触面之间的相对摩擦运动和塑性流动所产生的热量,使界面及其附近达到热塑性状态并在压力作用下产生适当的宏观塑性变形而形成接头。?摩擦焊始于1891年,当时美国批准了这种焊接方法的第一个专利,主要利用摩擦焊来连接钢缆——随后德国、英国、美国和日本等国家也先后开展了摩擦焊的生产与应用。?由于摩擦焊方法具有许多突出的优点,各国对这一方法都很重视。目前俄罗斯、英国、日本、德国及美国等国家已将摩擦焊技术广泛应用于汽车、拖拉机、刀具、航空、军工

搅拌摩擦焊.doc
铝合金搅拌摩擦焊前言铝合金材料由于重量轻、抗腐蚀易成形等优点受到众多工业制造的青睐,随着这种材料的性能的不断提高,如新型牌号的硬铝、超硬铝等材料的出现,在航空、航天、高速列车、高速舰船等工业制造领域得到了越来越广泛的应用。但是,铝合金材料表面的致密的氧化层以及弧焊过程中较大变形等又限制了这种材料的进一步推广应运。一、原理搅拌摩擦焊这种连接技术与传统概念中的摩擦焊方法相似,焊接过程没有被焊材料的熔化,形成的是固相接头。对于铝合金材料要获得高效率、高质量的连续对接和搭接接头的焊接,目前在世界范围内公认搅拌摩擦

线性摩擦焊摩擦功率的检测与分析.docx
线性摩擦焊摩擦功率的检测与分析摩擦焊是现代工业中广泛应用的一种焊接方法,其通过在接触面之间施加一定的压力和摩擦力来实现焊接的目的。线性摩擦焊是其中一种经常使用的方法,能够广泛应用于航空工业、轨道交通、汽车制造等领域中。其中摩擦功率的检测与分析是其中的重点之一,本文将对这一话题进行详细分析。1.线性摩擦焊原理与工艺线性摩擦焊是一种通过在两个接触面之间施加压力和摩擦力来实现焊接的方法。具体来说,该方法需要将两个接触面通过一定的加热方式进行加热,并在一定温度下施加一定的力,使其在短时间内抵抗复合变形和塑性变形,
摩擦焊操作面板.pdf
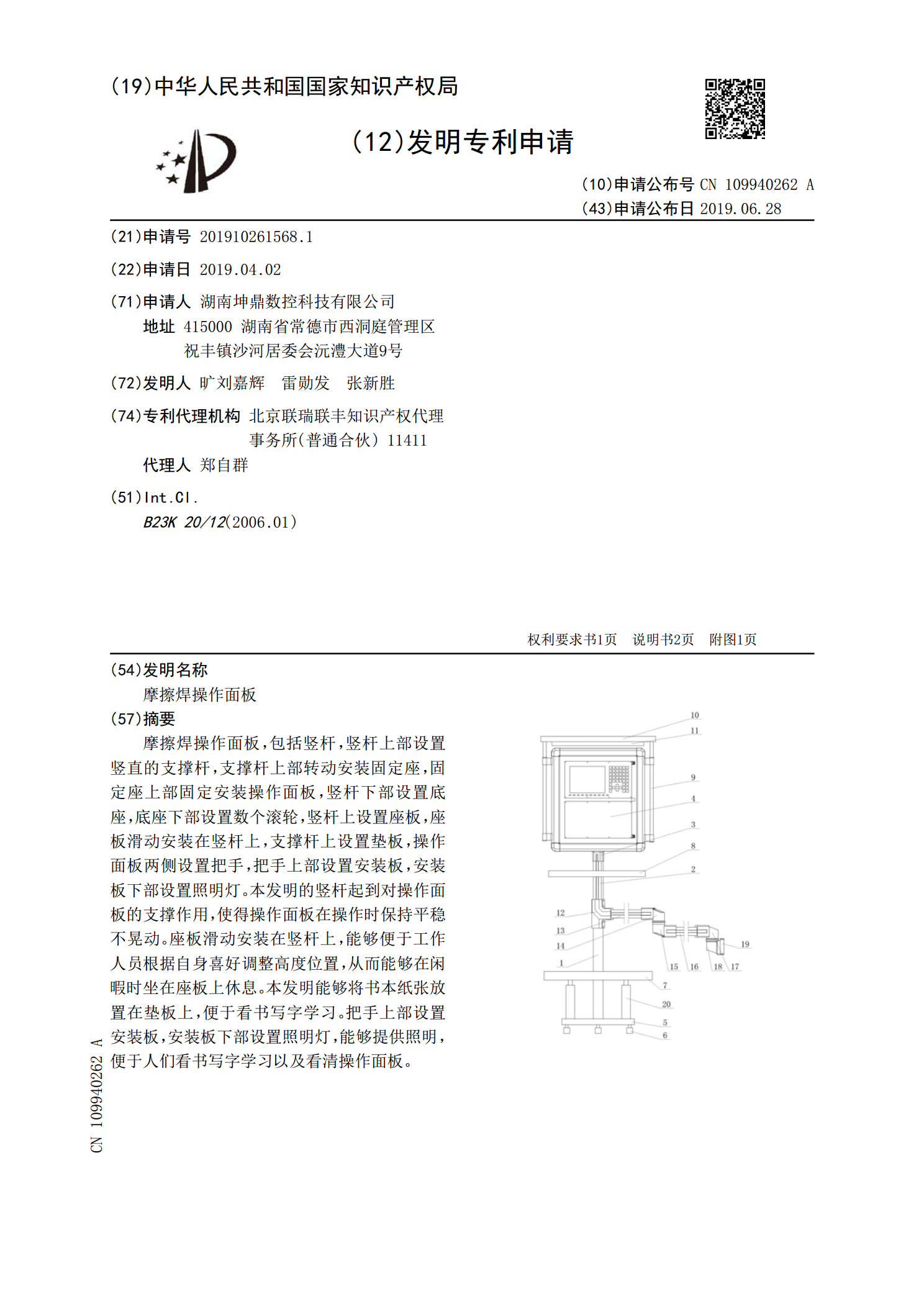
摩擦焊操作面板,包括竖杆,竖杆上部设置竖直的支撑杆,支撑杆上部转动安装固定座,固定座上部固定安装操作面板,竖杆下部设置底座,底座下部设置数个滚轮,竖杆上设置座板,座板滑动安装在竖杆上,支撑杆上设置垫板,操作面板两侧设置把手,把手上部设置安装板,安装板下部设置照明灯。本发明的竖杆起到对操作面板的支撑作用,使得操作面板在操作时保持平稳不晃动。座板滑动安装在竖杆上,能够便于工作人员根据自身喜好调整高度位置,从而能够在闲暇时坐在座板上休息。本发明能够将书本纸张放置在垫板上,便于看书写字学习。把手上部设置安装板,安

摩擦焊原理简介.doc
连续驱动摩擦焊基本原理1.焊接过程连续驱动摩擦焊接时,通常将待焊工件两端分别固定在旋转夹具和移动夹具内,工件被夹紧后,位于滑台上的移动夹具随滑台一起向旋转端移动,移动至一定距离后,旋转端工件开始旋转,工件接触后开始摩擦加热。此后,则可进行不同的控制,如时间控制或摩擦缩短量(又称摩擦变形量)控制。当达到设定值时,旋转停止,顶锻开始,通常施加较大的顶锻力并维持一段时间,然后,旋转夹具松开,滑台后退,当滑台退到原位置时,移动夹具松开,取出工件,至此,焊接过程结束。对于直径为16mm的45号钢,在2000r/mi