
一种导光板热辊压生产线及热辊压工艺.pdf

玉环****找我


1/9

2/9
3/9
4/9
5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种导光板热辊压生产线及热辊压工艺.pdf
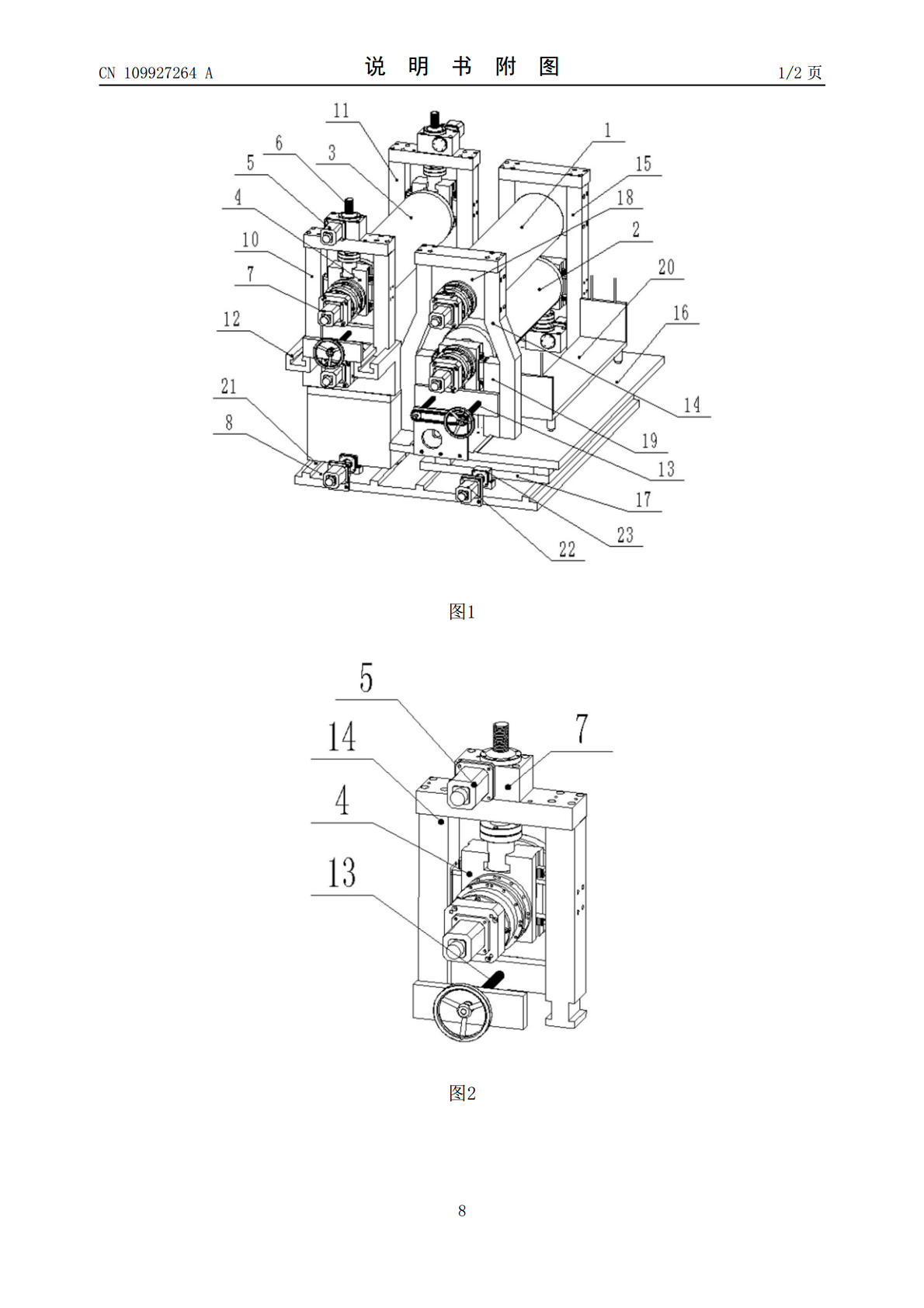
本发明提供了一种导光板热辊压生产线及热辊压工艺,导光板热辊压生产线,包含依次对接设置的挤出机、传送装置、辊压装置和切割装置;辊压装置包含两组加工辊轮;每组加工辊轮包含两个辊轮架、分别可转动设置在两个辊轮架上且上下排列的第一辊轮和第二辊轮;其中一组加工辊轮的第一辊轮上设有第一网点结构,另一组加工辊轮的第二辊轮上设有第二网点结构;导光板热辊压工艺包含:(1)挤出成型,并确保板材进入辊压装置时降温至30‑60度;(2)将板材依次经过两组加工辊轮分别对板材两个板面辊压;(3)切割。本发明提出的一种导光板热辊压生产
集热羽片条带辊压复合生产线.pdf
集热羽片条带辊压复合生产线,该生产线的放卷装置后端设计有内管校直装置,内管校直装置后端设计有辊压复合装置和收卷装置;在内管校直装置和辊压复合装置之间设计有内管预压装置、铝带去氧化层装置以及内管去氧化层装置;内管去氧化层装置的机壳内安装有内管纵刷和内管竖刷,在机壳上方安装有顶风机,下方安装有出风管,出风管与除尘袋连接;内管预压装置的机架内安装有压扁轮;铝带去氧化层装置的机壳内安装有铝带刷,侧面方安装有侧风机,下方安装有出风管,出风管与收灰袋连接。有益效果在于:两条铝带和内管的结合较为紧密、牢固,其压扁复合的

毛毯热辊压熨烫机构.pdf
本发明公开了一种毛毯热辊压熨烫机构,包括机架、热压辊和烫压机构,所述机架上端设有输送台,所述输送台前端设有所述热压辊,所述热压辊一端与电机连接,所述热压辊另一端导入一固定块内,所述固定块上端还开设有蜂蜡添加孔,所述热压辊在所述输送台台面上端,所述输送台后端安装有所述烫压机构,所述烫压机构上端设有横梁架,所述横梁架底部端面设有多个熨烫盘,所述熨烫盘上端连接有升降机构。通过上述方式,本发明能够安装到毛毯加工线上,在毛毯加工过程中增加辊压熨烫工序,让毛毯更加平整柔和,并且固定块上开设有蜂蜡添加孔,让热压辊和熨烫
一种烟草薄片辊压装置及辊压工艺.pdf
本发明公开了一种烟草薄片辊压装置及辊压工艺,该辊压装置包括辊压机构,其包括沿横向方向并排布置的固定压辊和移动压辊;两组驱动机构,每组驱动机构包括驱动装置和压力传感器,压力传感器用于检测移动压辊朝向固定压辊的推顶压力,驱动装置能够根据压力传感器检测的推顶压力控制移动压辊靠近或远离固定压辊以调节移动压辊和固定压辊之间的间距;两组驱动机构分别与移动压辊的两个轴端传动连接以控制移动压辊靠近或远离固定压辊。该辊压方法生产的烟草薄片的厚度质量、韧性、抗张强度、耐折度等特性均具有非常大的提升,通过压力传感器检测的压力值
一种非等厚U肋热辊压成形工艺.pdf
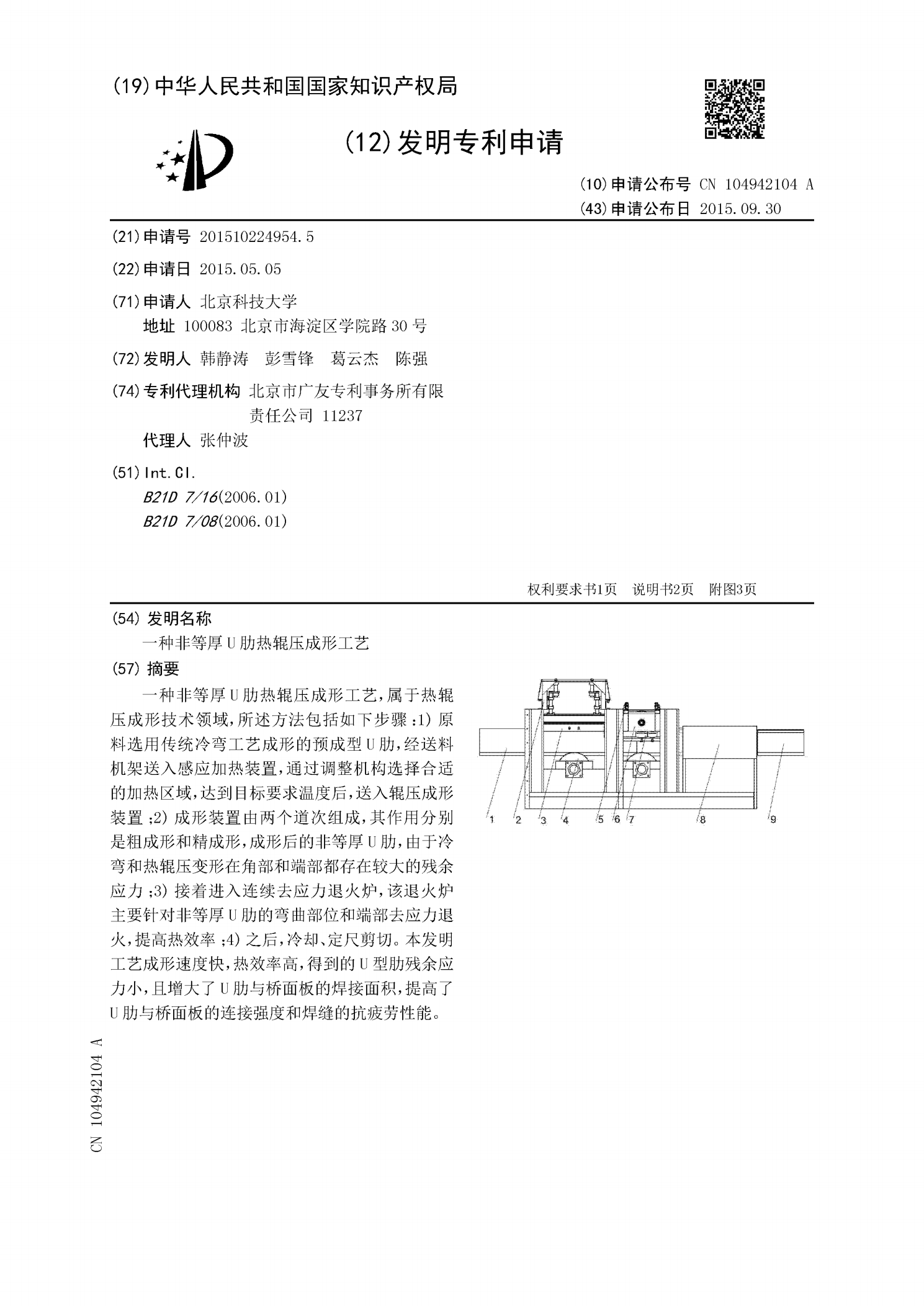
一种非等厚U肋热辊压成形工艺,属于热辊压成形技术领域,所述方法包括如下步骤:1)原料选用传统冷弯工艺成形的预成型U肋,经送料机架送入感应加热装置,通过调整机构选择合适的加热区域,达到目标要求温度后,送入辊压成形装置;2)成形装置由两个道次组成,其作用分别是粗成形和精成形,成形后的非等厚U肋,由于冷弯和热辊压变形在角部和端部都存在较大的残余应力;3)接着进入连续去应力退火炉,该退火炉主要针对非等厚U肋的弯曲部位和端部去应力退火,提高热效率;4)之后,冷却、定尺剪切。本发明工艺成形速度快,热效率高,得到的U型