
一 模具的电火花和线切割加工原理.doc

sy****28


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共48页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一 模具的电火花和线切割加工原理.doc
第三章模具的特种加工3.1模具的电火花和线切割加工原理一特种加工的概念20世纪40年代,前苏联科学家拉扎连柯夫妇发明了电火花加工,从而开创了有别于传统机械加工的新方法,它们从广义上定义为特种加工(NTM,Non-TraditionalMachining),也被称为非传统加工技术;加工原理:将电、热、光、声、化学等能量或其组合施加到工件被加工的部位上,从而实现材料去除第三章模具的特种加工3.1模具的电火花和线切割加工原理二、特种加工的特点(1)不是主要依靠机械能,而是主要用其他能量(如电、化学、光、声、热等
模具的电火花和线切割加工原理.ppt
一特种加工的概念20世纪40年代,前苏联科学家拉扎连柯夫妇发明了电火花加工,从而开创了有别于传统机械加工的新方法,它们从广义上定义为特种加工(NTM,Non-TraditionalMachining),也被称为非传统加工技术;加工原理:将电、热、光、声、化学等能量或其组合施加到工件被加工的部位上,从而实现材料去除二、特种加工的特点不是主要依靠机械能,而是主要用其他能量(如电、化学、光、声、热等)去除金属材料。(2)加工过程中工具和工件之间不存在显著的机械切削力,故加工的难易与工件硬度无关。(3)各种加工方

模具的电火花和线切割加工原理PPT学习教案.pptx
会计学二、特种加工的特点不是主要依靠机械能,而是主要用其他能量(如电、化学、光、声、热等)去除金属材料。(2)加工过程中工具和工件之间不存在显著(xiǎnzhù)的机械切削力,故加工的难易与工件硬度无关。(3)各种加工方法可以任意复合、扬长避短,形成新的工艺方法,更突出其优越性。如电解电火花加工(ECDM)、电解电弧加工(ECAM)就是两种特种加工复合而形成的新加工方法。三、特种加工的适用范围可以加工任何硬度、强度(qiángdù)、韧性、脆性的金属或非金属材料,长于加工复杂、微细表面和低刚度的零件。四、
模具的电火花线切割加工.ppt
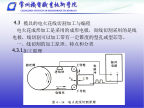
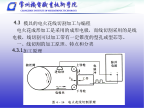
4.3模具的电火花线切割加工与编程电火花成形加工是采用的成形电极,而线切割采用的是线电极,线切割可以加工带有一定锥度的型孔或型芯等。一、线切割的加工原理、特点和分类4.3.1加工原理线切割加工时,是在电极丝和工件之间进行脉冲放电。电极丝接脉冲电源的负极,工件接脉冲电源的正极,每个电脉冲产生一次放电,在放电通道的中心温度可高达10000℃,熔化或汽化金属材料,后汽化了的工作液被热膨胀和局部微爆炸的作用将熔化和汽化的金属抛出,实现对工件材料的电蚀切割加工过程。一般情况下,线切割的放电间隙为0.01-0.02m
模具的电火花线切割加工.ppt
4.3模具的电火花线切割加工与编程电火花成形加工是采用的成形电极,而线切割采用的是线电极,线切割可以加工带有一定锥度的型孔或型芯等。一、线切割的加工原理、特点和分类4.3.1加工原理线切割加工时,是在电极丝和工件之间进行脉冲放电。电极丝接脉冲电源的负极,工件接脉冲电源的正极,每个电脉冲产生一次放电,在放电通道的中心温度可高达10000℃,熔化或汽化金属材料,后汽化了的工作液被热膨胀和局部微爆炸的作用将熔化和汽化的金属抛出,实现对工件材料的电蚀切割加工过程。一般情况下,线切割的放电间隙为0.01-0.02m