
多边形几何结构罐身的三片罐.pdf

志玉****爱啊

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

多边形几何结构罐身的三片罐.pdf
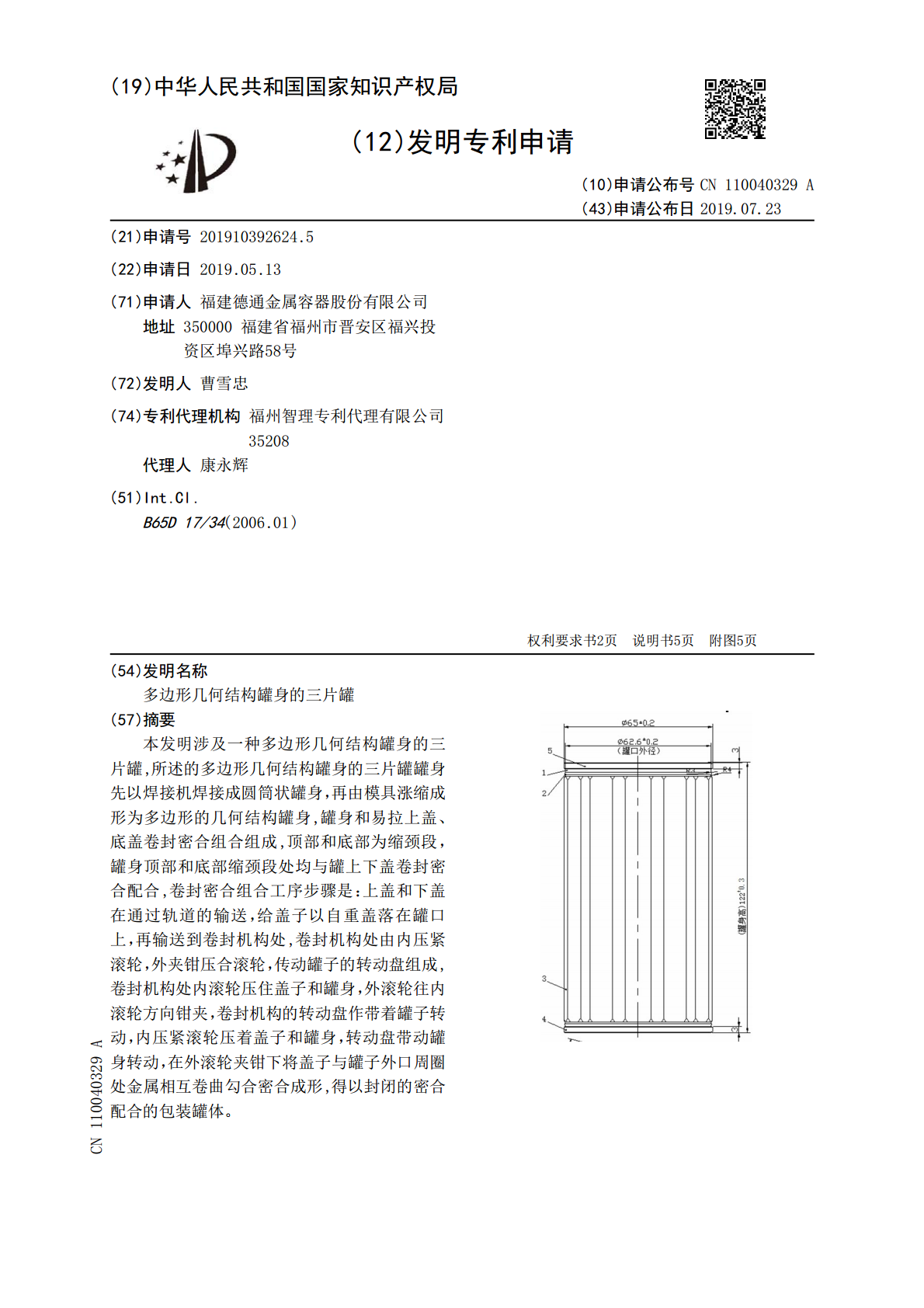
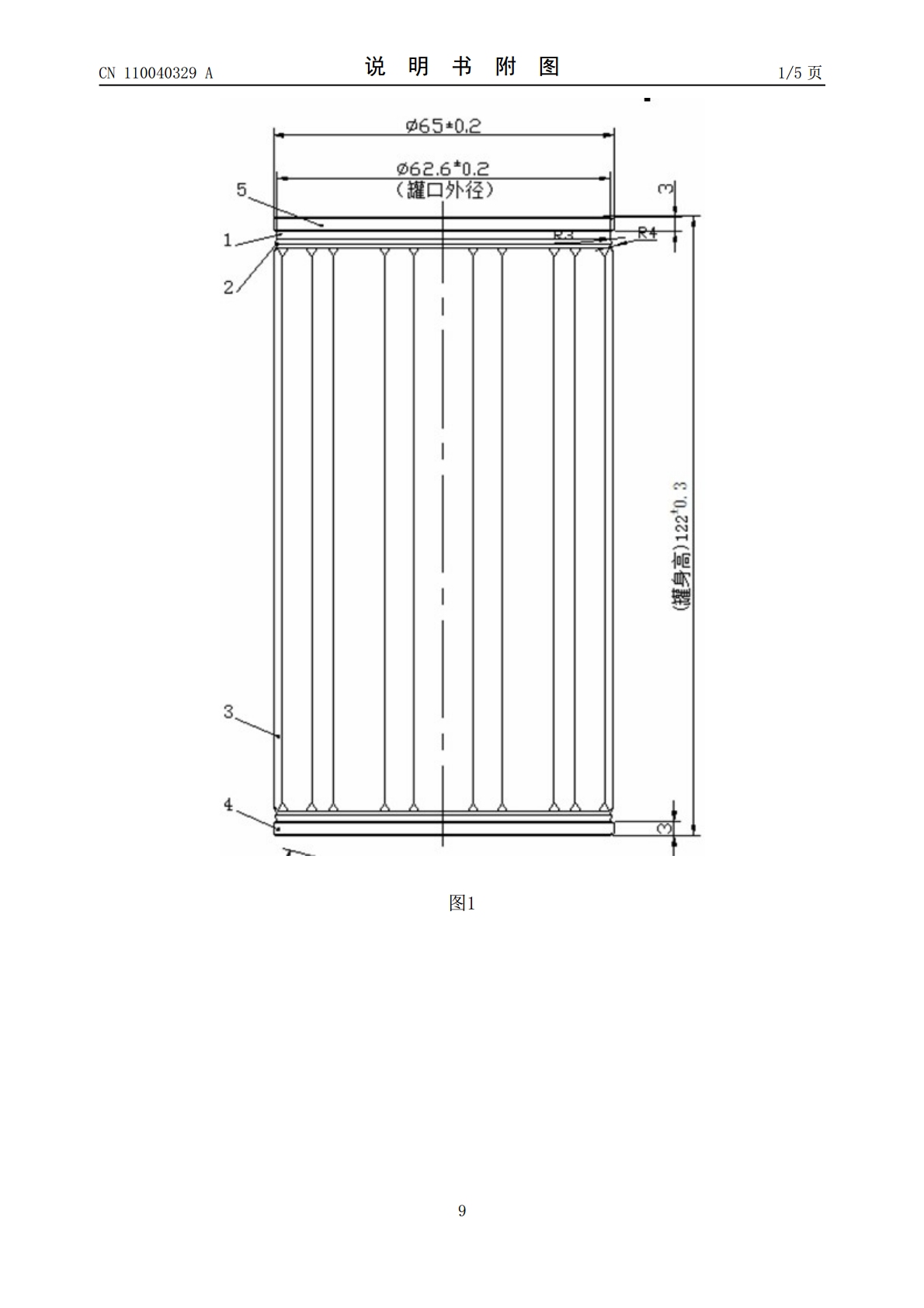
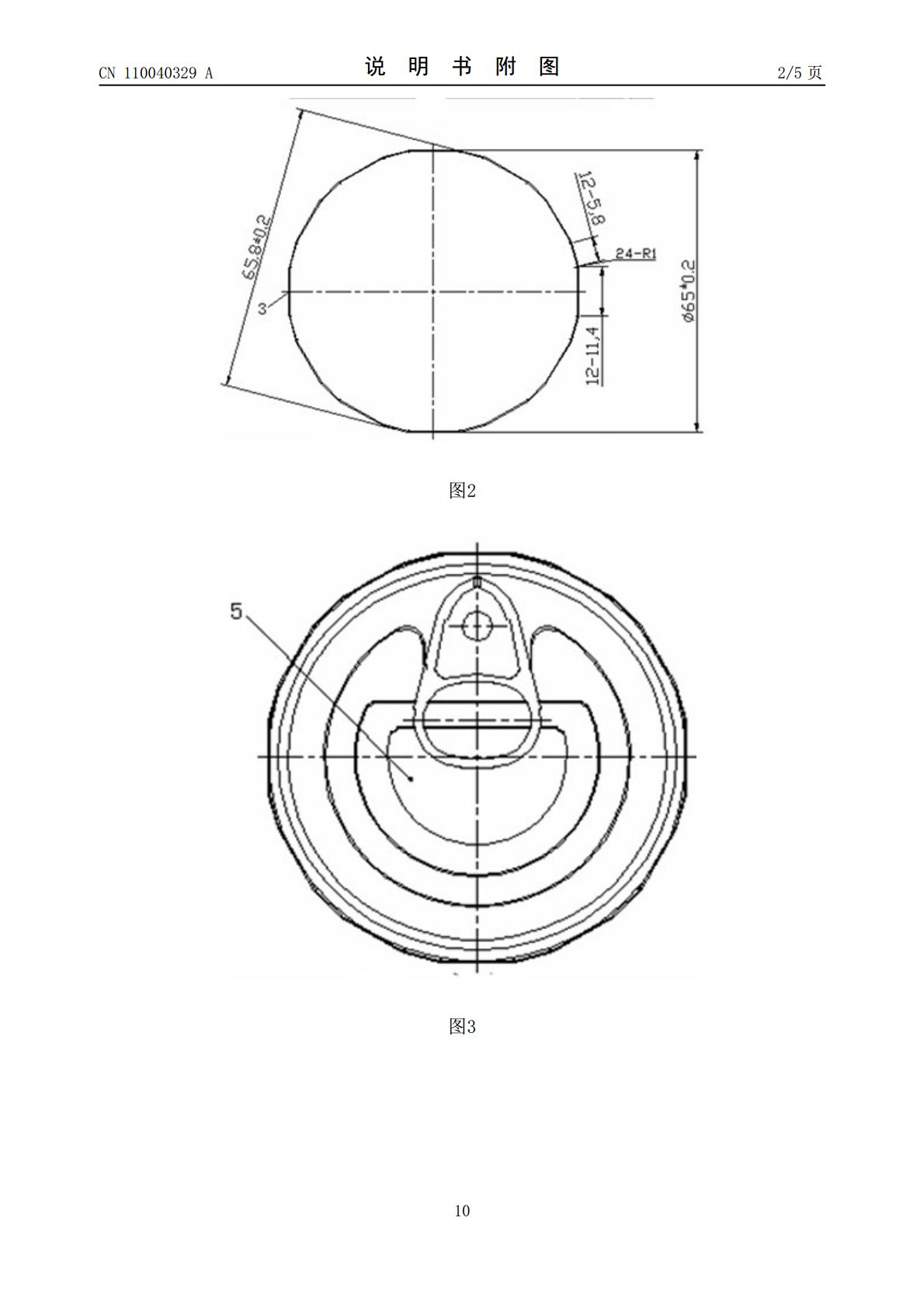
本发明涉及一种多边形几何结构罐身的三片罐,所述的多边形几何结构罐身的三片罐罐身先以焊接机焊接成圆筒状罐身,再由模具涨缩成形为多边形的几何结构罐身,罐身和易拉上盖、底盖卷封密合组合组成,顶部和底部为缩颈段,罐身顶部和底部缩颈段处均与罐上下盖卷封密合配合,卷封密合组合工序步骤是:上盖和下盖在通过轨道的输送,给盖子以自重盖落在罐口上,再输送到卷封机构处,卷封机构处由内压紧滚轮,外夹钳压合滚轮,传动罐子的转动盘组成,卷封机构处内滚轮压住盖子和罐身,外滚轮往内滚轮方向钳夹,卷封机构的转动盘作带着罐子转动,内压紧滚轮

罐身修边机.pdf
本发明涉及一种罐身修边机,其包括:送料装置,具有相对于水平面倾斜设置的下行导料槽以及在送料方向上设置在下行导料槽前端的闸门;冲切装置,包括相对于水平面倾斜设置的承载基座、垂直于承载基座的冲头和设置在冲头上的触发部件;冲切模具,包括安装在冲头上的上模和安装在承载基座上的下模;其中,触发部件在冲头每次下行时触发闸门开启而从下行导料槽内释放一只罐身,该被释放的罐身在冲头上行时自动进入冲切模具。本发明的罐身修边机可自动进料及连续冲切,具有修边效率和安全性高的优点。

可乐罐罐身主要成分的探究.ppt
人教版高中化学必修1亲爱的同学们,这是日常生活中我们经常见到的可乐罐,可是你对它的了解有多少呢?下面让我们一起来探究吧!点击添加文本点击添加文本点击添加文本定性检验现象及结论定量检验铝、铁元素的含量牛刀小试谢谢观看

可乐罐罐身主要成分的探究.ppt
人教版高中化学必修1亲爱的同学们,这是日常生活中我们经常见到的可乐罐,可是你对它的了解有多少呢?下面让我们一起来探究吧!点击添加文本点击添加文本点击添加文本定性检验现象及结论定量检验铝、铁元素的含量牛刀小试谢谢观看

罐身电阻焊罐机主要参数分析.docx
罐身电阻焊罐机主要参数分析罐身电阻焊(SeamResistanceWelding)是一种广泛应用于金属容器制造中的焊接方法。该方法依靠电阻加热和压力将金属罐身的两个边缘焊接在一起,形成一个稳固的焊缝。本论文将从主要参数的角度对罐身电阻焊机进行分析,以揭示其对焊接质量和效率的影响。首先,对于罐身电阻焊机来说,选择合适的焊接电流是非常重要的。焊接电流决定了焊接区域的加热量,过大或过小的电流都会影响焊接质量。电流过大容易造成焊接区域的过热和过度熔化,导致焊接区域的变形和裂纹;而电流过小则会导致焊接区域加热不足,