
纵-扭-径复合空间体椭圆振动超声磨削装置设计方法.pdf

增梅****主啊

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
纵-扭-径复合空间体椭圆振动超声磨削装置设计方法.pdf
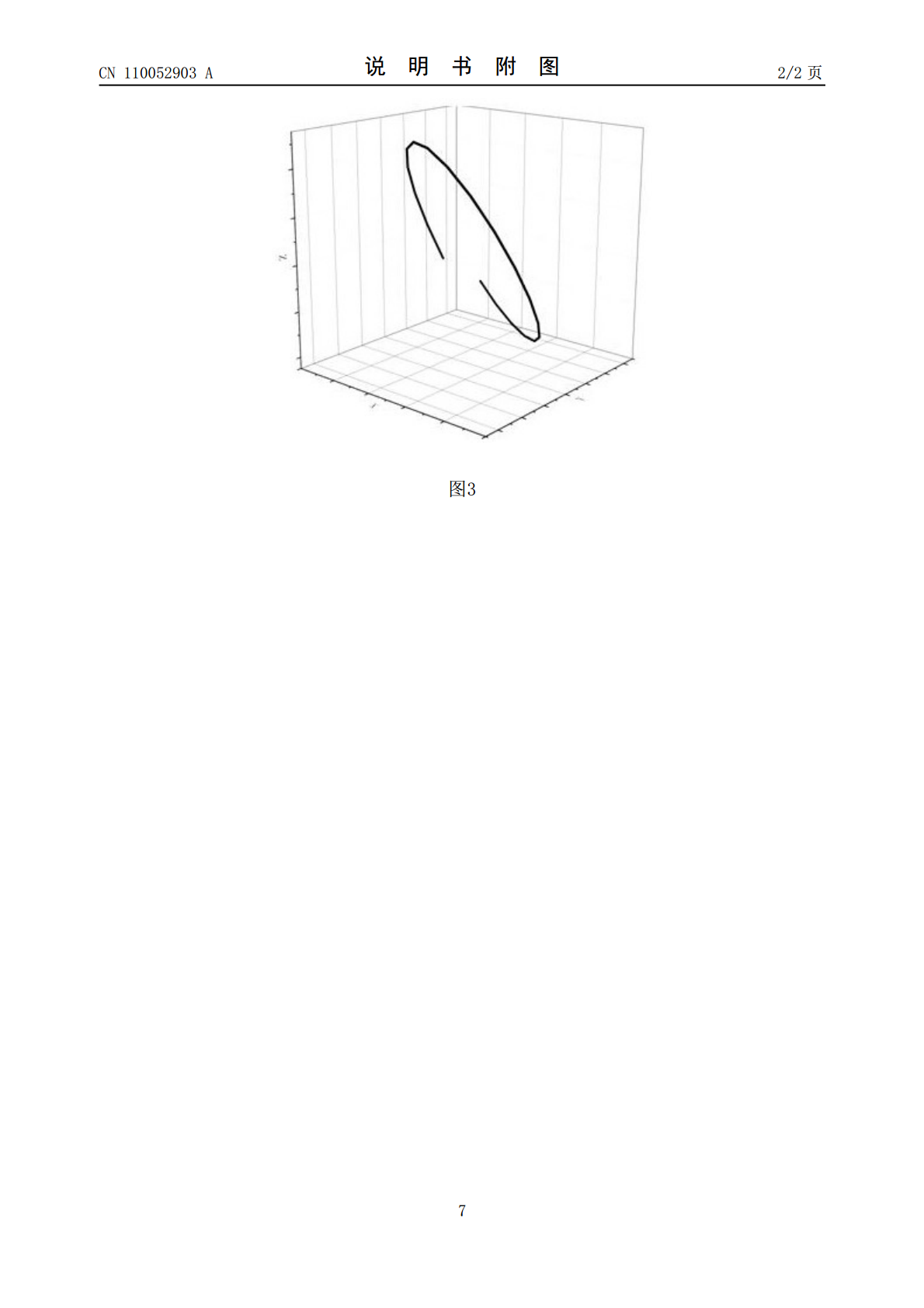
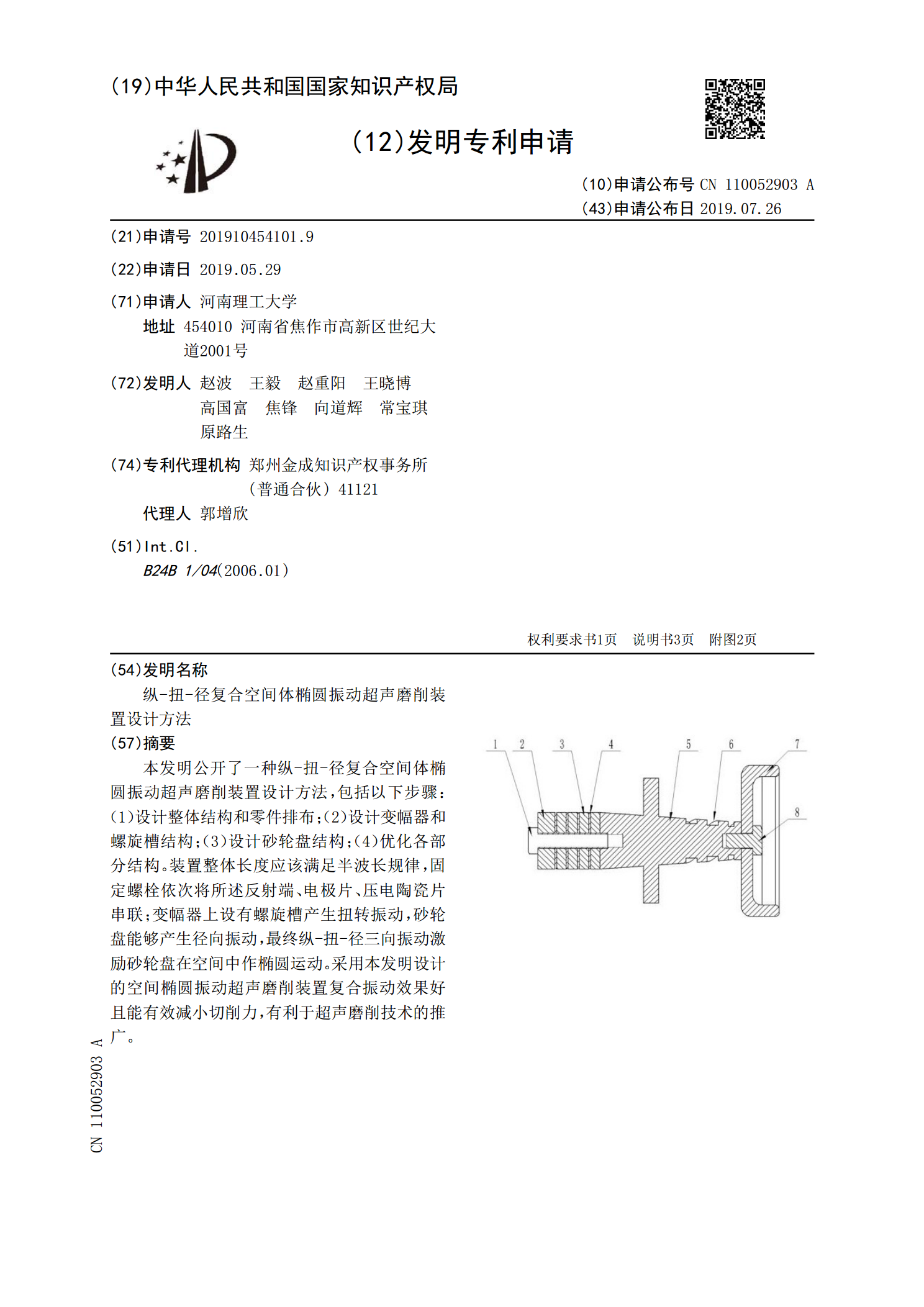
本发明公开了一种纵‑扭‑径复合空间体椭圆振动超声磨削装置设计方法,包括以下步骤:(1)设计整体结构和零件排布;(2)设计变幅器和螺旋槽结构;(3)设计砂轮盘结构;(4)优化各部分结构。装置整体长度应该满足半波长规律,固定螺栓依次将所述反射端、电极片、压电陶瓷片串联;变幅器上设有螺旋槽产生扭转振动,砂轮盘能够产生径向振动,最终纵‑扭‑径三向振动激励砂轮盘在空间中作椭圆运动。采用本发明设计的空间椭圆振动超声磨削装置复合振动效果好且能有效减小切削力,有利于超声磨削技术的推广。
级联式纵-径复合振动超声磨削装置.pdf
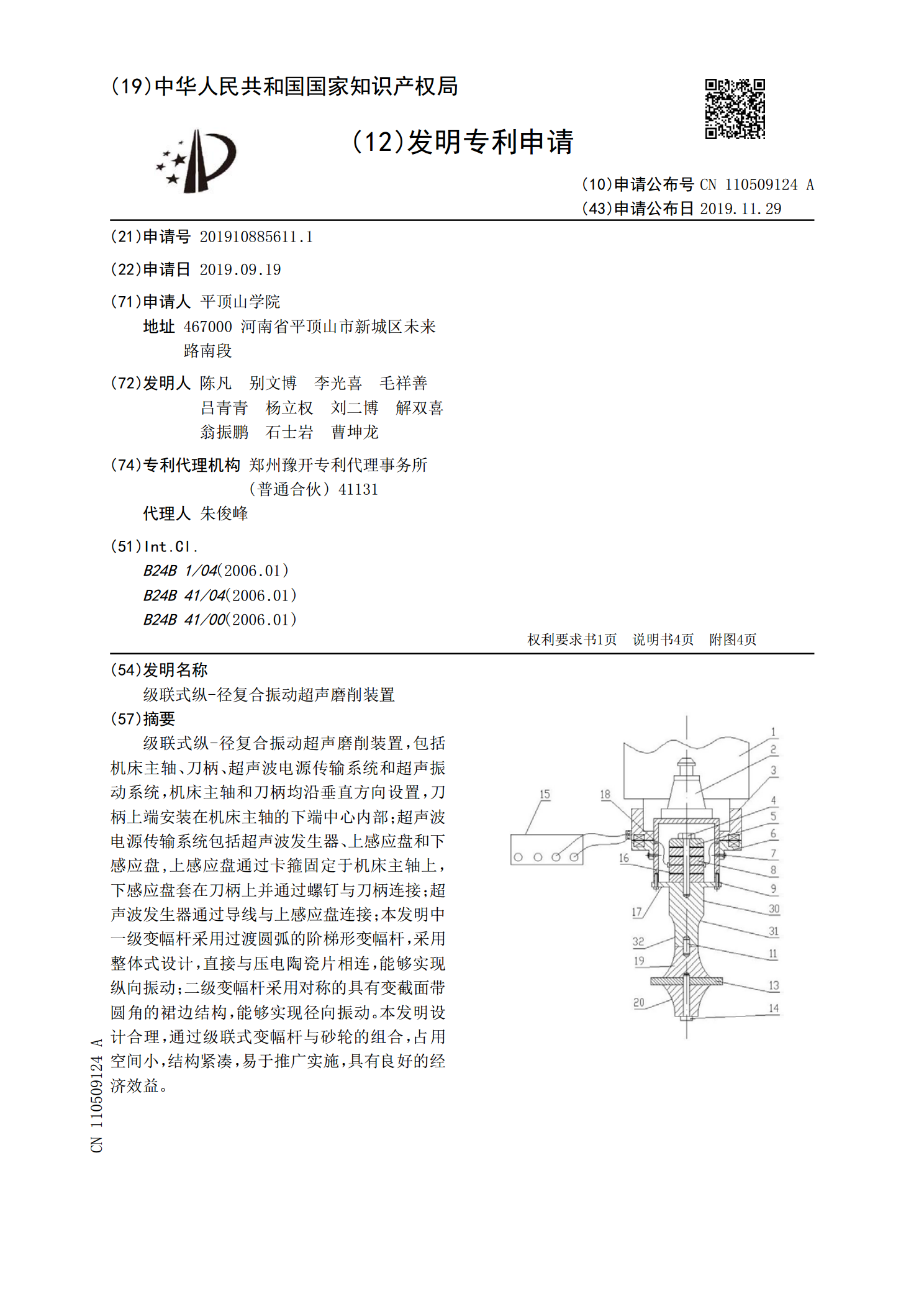
级联式纵‑径复合振动超声磨削装置,包括机床主轴、刀柄、超声波电源传输系统和超声振动系统,机床主轴和刀柄均沿垂直方向设置,刀柄上端安装在机床主轴的下端中心内部;超声波电源传输系统包括超声波发生器、上感应盘和下感应盘,上感应盘通过卡箍固定于机床主轴上,下感应盘套在刀柄上并通过螺钉与刀柄连接;超声波发生器通过导线与上感应盘连接;本发明中一级变幅杆采用过渡圆弧的阶梯形变幅杆,采用整体式设计,直接与压电陶瓷片相连,能够实现纵向振动;二级变幅杆采用对称的具有变截面带圆角的裙边结构,能够实现径向振动。本发明设计合理,通

纵扭复合超声椭圆振动振子的设计与实验研究.docx
纵扭复合超声椭圆振动振子的设计与实验研究纵扭复合超声椭圆振动振子的设计与实验研究摘要:本研究旨在设计并实验研究一种纵扭复合超声椭圆振动振子。通过理论分析得出该振子的设计参数,并通过实验验证了其振动特性。实验结果表明,纵扭复合超声椭圆振动振子具有较高的振动频率和较大的振幅,可以广泛应用于超声检测、医疗治疗和精密加工等领域。关键字:纵扭复合,超声椭圆振动,振动特性,设计参数,实验研究1.引言随着科学技术的不断发展,超声技术在工业、医疗和科学研究领域得到了广泛应用。超声波的产生需要振动源,而振动源的设计和实验研
单激励使砂轮产生径‑扭复合振动的超声磨削方法及系统.pdf
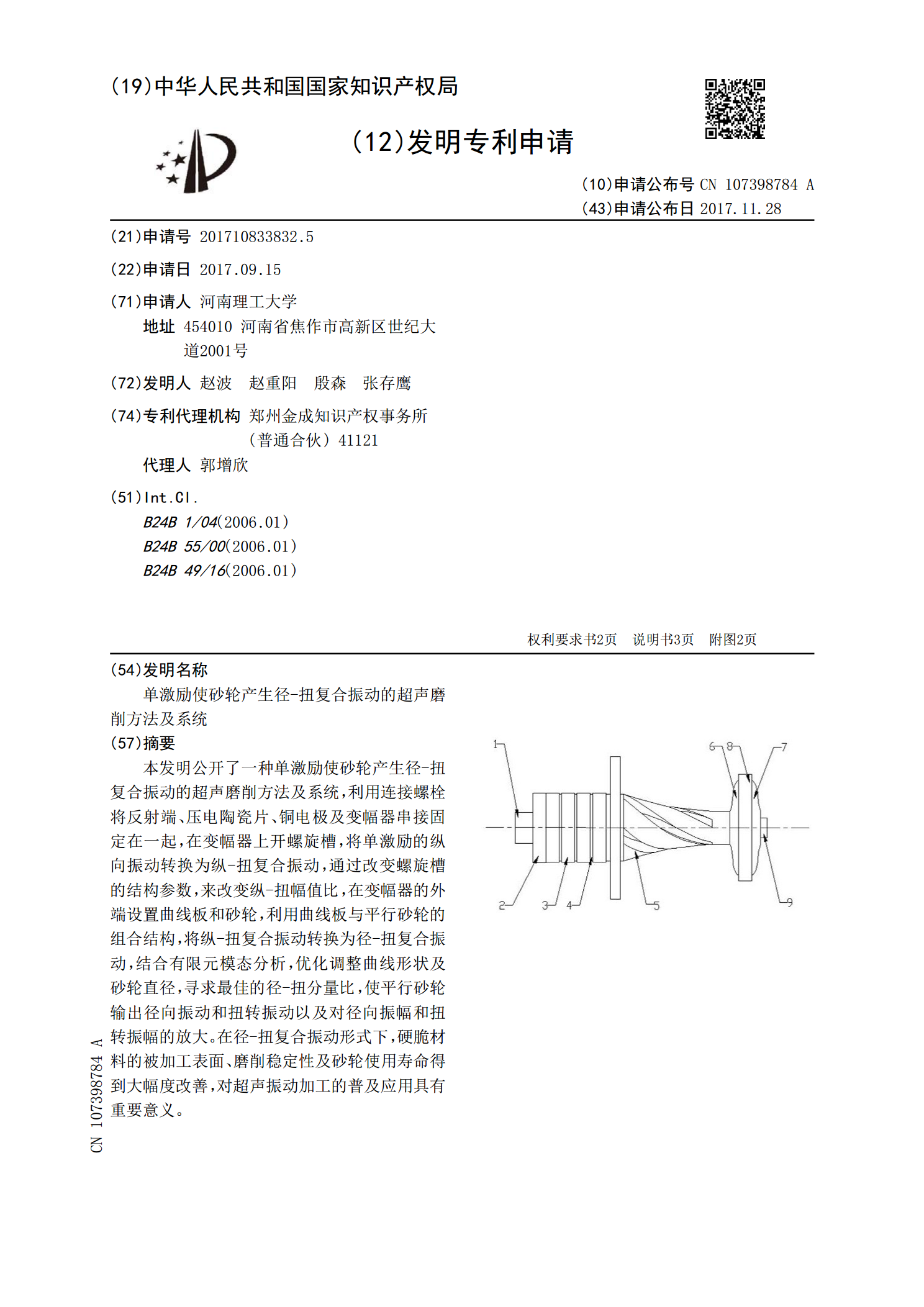
本发明公开了一种单激励使砂轮产生径‑扭复合振动的超声磨削方法及系统,利用连接螺栓将反射端、压电陶瓷片、铜电极及变幅器串接固定在一起,在变幅器上开螺旋槽,将单激励的纵向振动转换为纵‑扭复合振动,通过改变螺旋槽的结构参数,来改变纵‑扭幅值比,在变幅器的外端设置曲线板和砂轮,利用曲线板与平行砂轮的组合结构,将纵‑扭复合振动转换为径‑扭复合振动,结合有限元模态分析,优化调整曲线形状及砂轮直径,寻求最佳的径‑扭分量比,使平行砂轮输出径向振动和扭转振动以及对径向振幅和扭转振幅的放大。在径‑扭复合振动形式下,硬脆材料的

超声纵-扭复合空心变幅杆的振动特性分析.docx
超声纵-扭复合空心变幅杆的振动特性分析超声纵-扭复合空心变幅杆的振动特性分析摘要:本论文对超声纵-扭复合空心变幅杆的振动特性进行了分析和研究。首先介绍了超声纵-扭复合杆的结构特点和应用领域,然后详细介绍了超声纵-扭复合空心变幅杆的振动特性,包括自由振动和强迫振动。通过建立基本的动力学模型和求解相应的振动方程,得到了超声纵-扭复合空心变幅杆的固有频率和振型,并对其影响因素进行了分析。最后,通过实验验证了理论分析的准确性。本研究对于深入理解超声纵-扭复合空心变幅杆的振动特性,优化设计和应用具有重要的参考价值。