
一种辊压模具和使用该辊压模具的辗环机的使用方法.pdf

睿德****找我


1/10

2/10
3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种辊压模具和使用该辊压模具的辗环机的使用方法.pdf
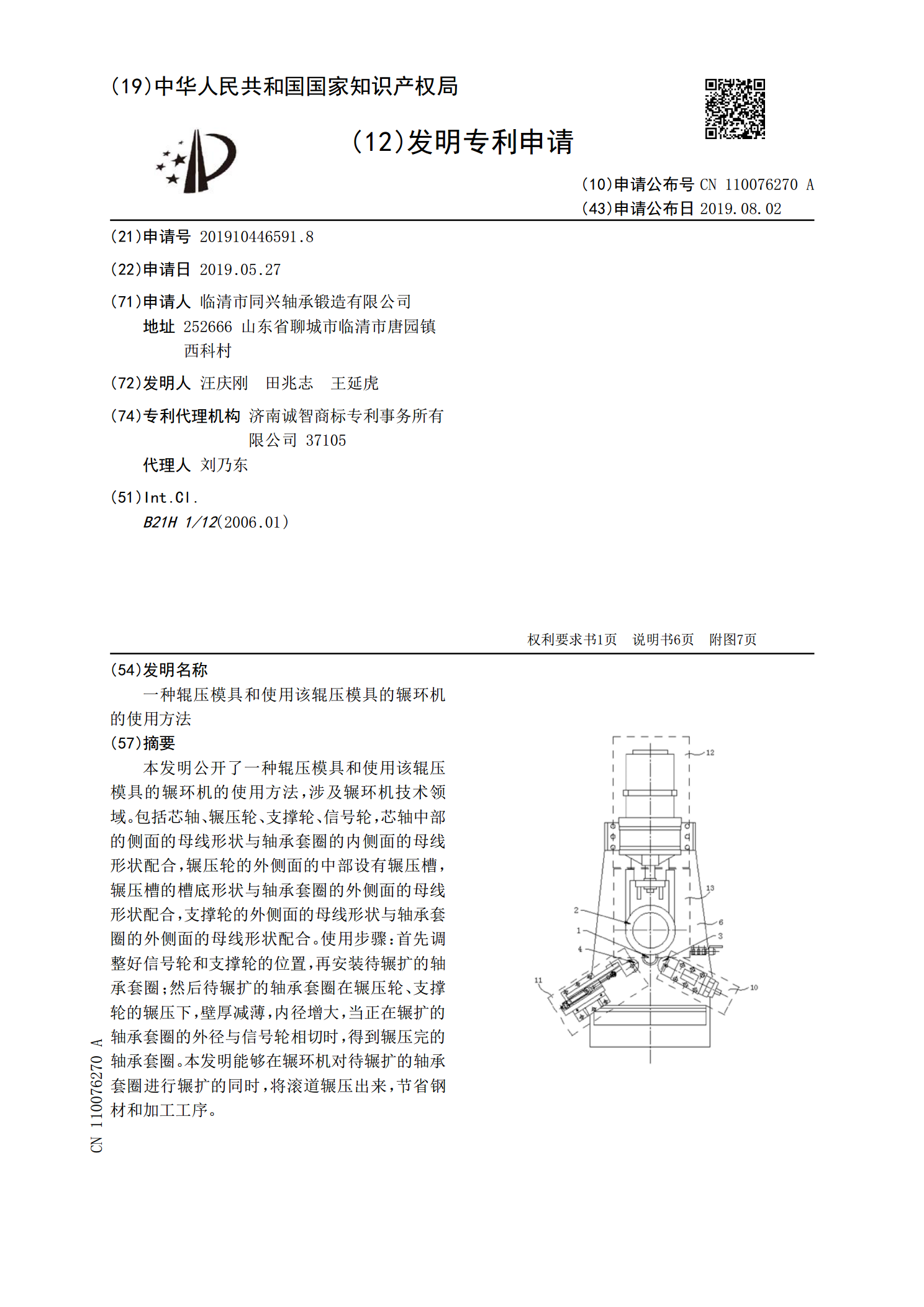
本发明公开了一种辊压模具和使用该辊压模具的辗环机的使用方法,涉及辗环机技术领域。包括芯轴、辗压轮、支撑轮、信号轮,芯轴中部的侧面的母线形状与轴承套圈的内侧面的母线形状配合,辗压轮的外侧面的中部设有辗压槽,辗压槽的槽底形状与轴承套圈的外侧面的母线形状配合,支撑轮的外侧面的母线形状与轴承套圈的外侧面的母线形状配合。使用步骤:首先调整好信号轮和支撑轮的位置,再安装待辗扩的轴承套圈;然后待辗扩的轴承套圈在辗压轮、支撑轮的辗压下,壁厚减薄,内径增大,当正在辗扩的轴承套圈的外径与信号轮相切时,得到辗压完的轴承套圈。本

一种汽车部件的辊压线连续辊压模具.pdf
本实用新型的一种汽车部件的辊压线连续辊压模具,属于车辆部件制造设备技术领域,包括基座、辊压模具、驱动座、液压杆和支撑架,两个辊压模具的一端均设置有刮扫组件,刮扫组件包括往复式丝杆,往复式丝杆通过轴承转动连接于两个驱动座相邻一侧,往复式丝杆外部的一端套设有传动齿轮,辊压模具传动轴的一端套设有驱动齿轮,驱动齿轮与传动齿轮呈啮合连接,往复式丝杆的外部套设有移动座,移动座靠近辊压模具的一端开设有槽口,且插设有T形插块,T形插块的一端连接有刮板。本实用新型的有益效果是避免废料粘黏在辊压模具表面形成凸起,保证辊压模具
一种四辊无纺布打孔压纹机模具机架.pdf
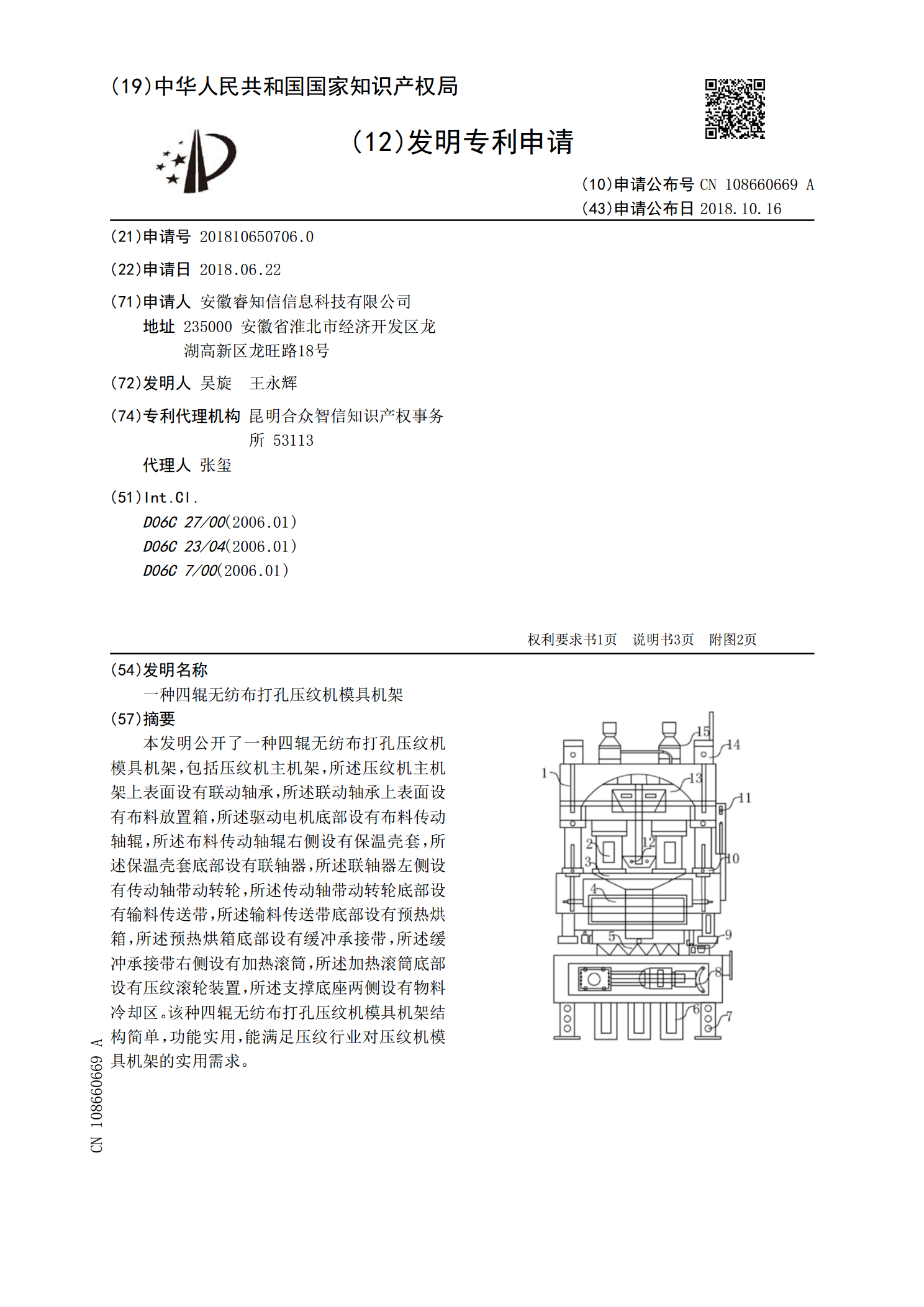
本发明公开了一种四辊无纺布打孔压纹机模具机架,包括压纹机主机架,所述压纹机主机架上表面设有联动轴承,所述联动轴承上表面设有布料放置箱,所述驱动电机底部设有布料传动轴辊,所述布料传动轴辊右侧设有保温壳套,所述保温壳套底部设有联轴器,所述联轴器左侧设有传动轴带动转轮,所述传动轴带动转轮底部设有输料传送带,所述输料传送带底部设有预热烘箱,所述预热烘箱底部设有缓冲承接带,所述缓冲承接带右侧设有加热滚筒,所述加热滚筒底部设有压纹滚轮装置,所述支撑底座两侧设有物料冷却区。该种四辊无纺布打孔压纹机模具机架结构简单,功能
一种辅压辊及带辅压辊的成型机接头压辊.pdf
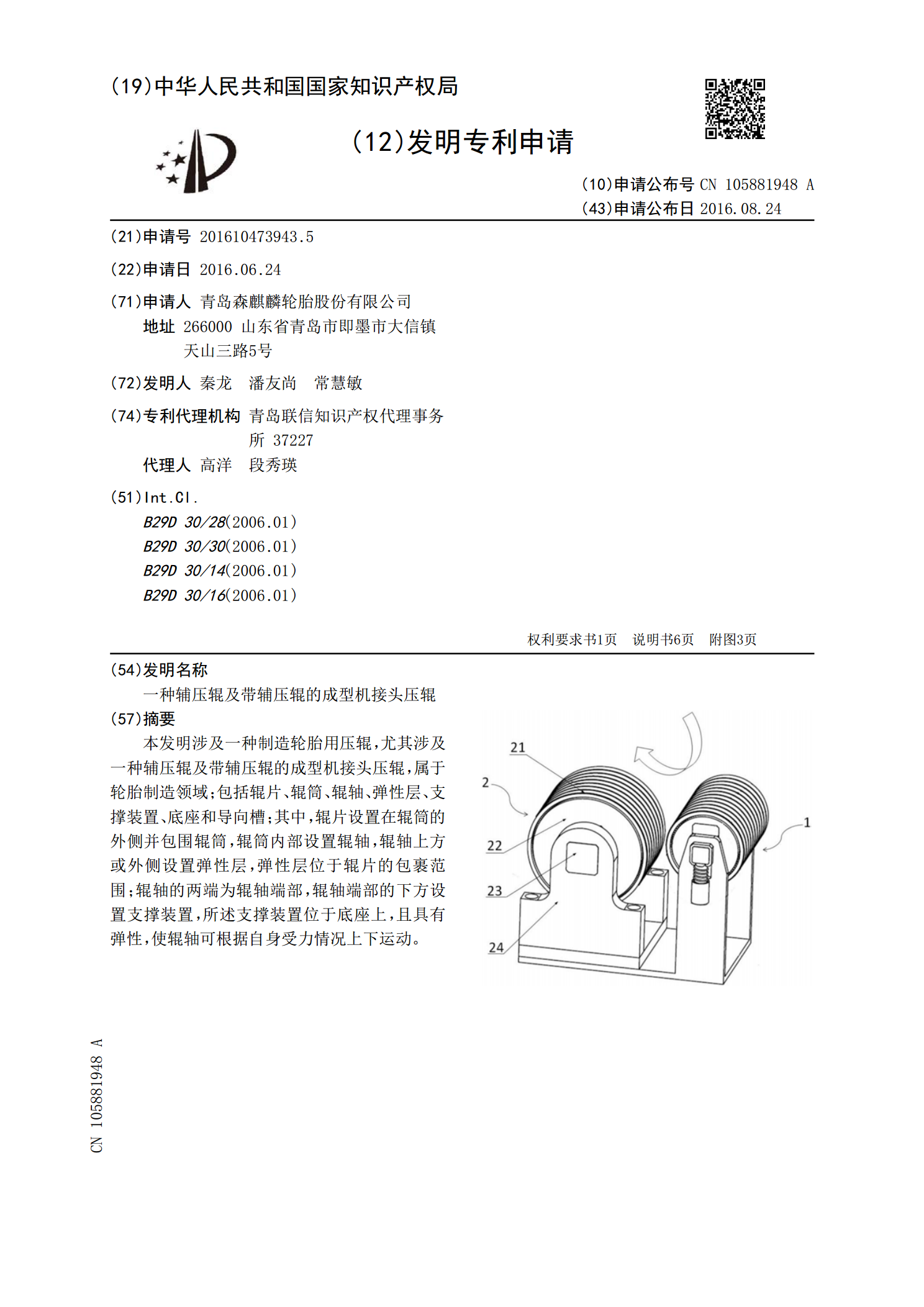
本发明涉及一种制造轮胎用压辊,尤其涉及一种辅压辊及带辅压辊的成型机接头压辊,属于轮胎制造领域;包括辊片、辊筒、辊轴、弹性层、支撑装置、底座和导向槽;其中,辊片设置在辊筒的外侧并包围辊筒,辊筒内部设置辊轴,辊轴上方或外侧设置弹性层,弹性层位于辊片的包裹范围;辊轴的两端为辊轴端部,辊轴端部的下方设置支撑装置,所述支撑装置位于底座上,且具有弹性,使辊轴可根据自身受力情况上下运动。

一种集装箱顶板辊压模具.pdf
本发明公开了一种集装箱顶板辊压模具,所述辊压模具,包括有相互啮合的阴模与阳模,所述阴模上设有至少一个凹槽,所述凹槽围绕着阴模的外周,所述凹槽包括有起始端与结束端,所述起始端与结束端不重合;所述阳模上设有至少一个凸块,所述凸块围绕着阳模的外周,所述凸块包括有首端与末端,所述首端与末端不重合;所述凹槽与凸块一一对应。本发明通过两个相互啮合的模具进行辊压,由于模具的啮合面不是一个平面,当阴模的凹槽与阳模的凸块啮合的时候,就可以加工出集装箱顶板的盲波,当阴模的凹槽与阳模的凸块不啮合的时候,相当于集装箱顶板盲波两端