
一种用于高效加工面齿轮的滚齿加工参数及路径补偿方法.pdf

一条****ee

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于高效加工面齿轮的滚齿加工参数及路径补偿方法.pdf
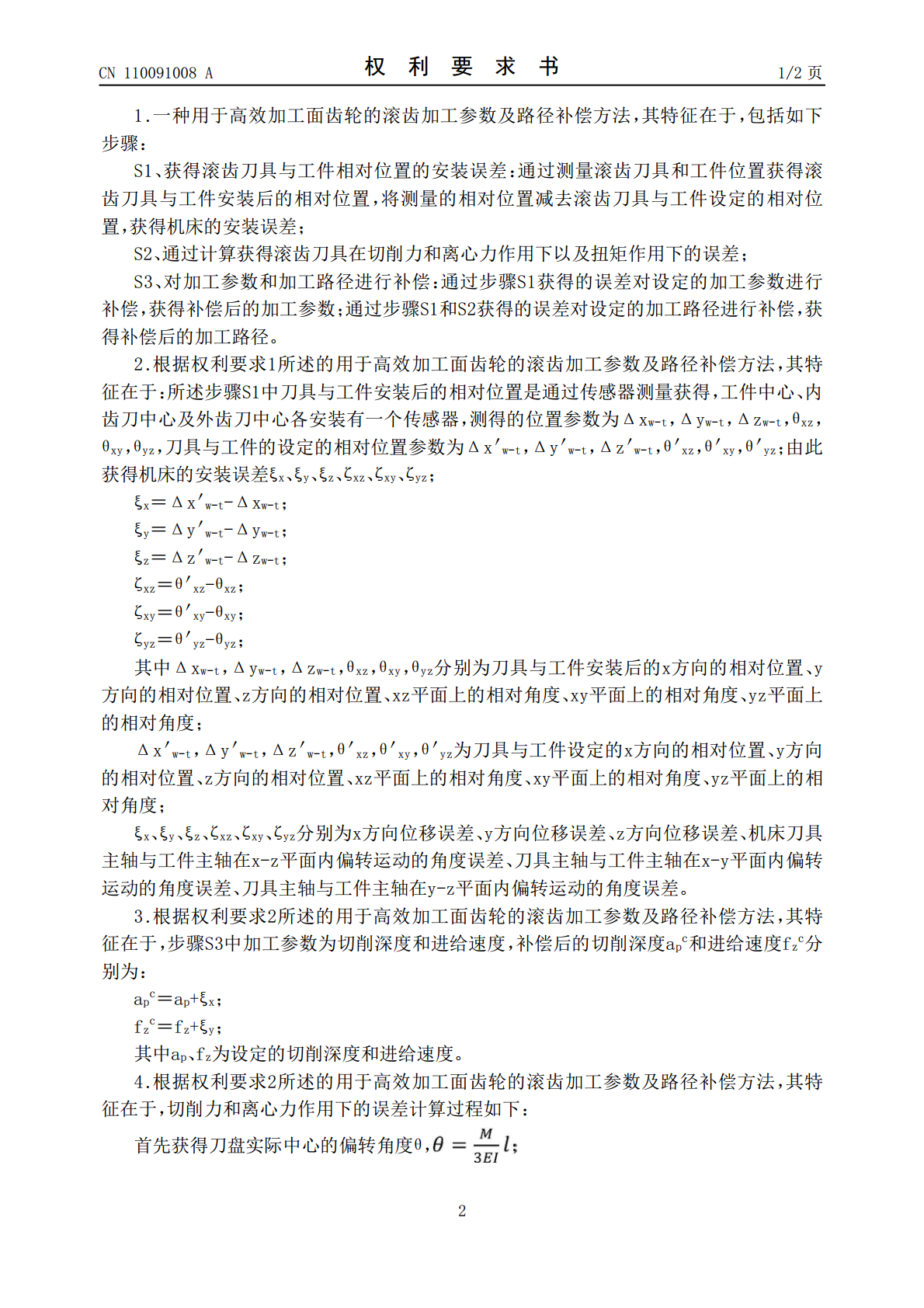
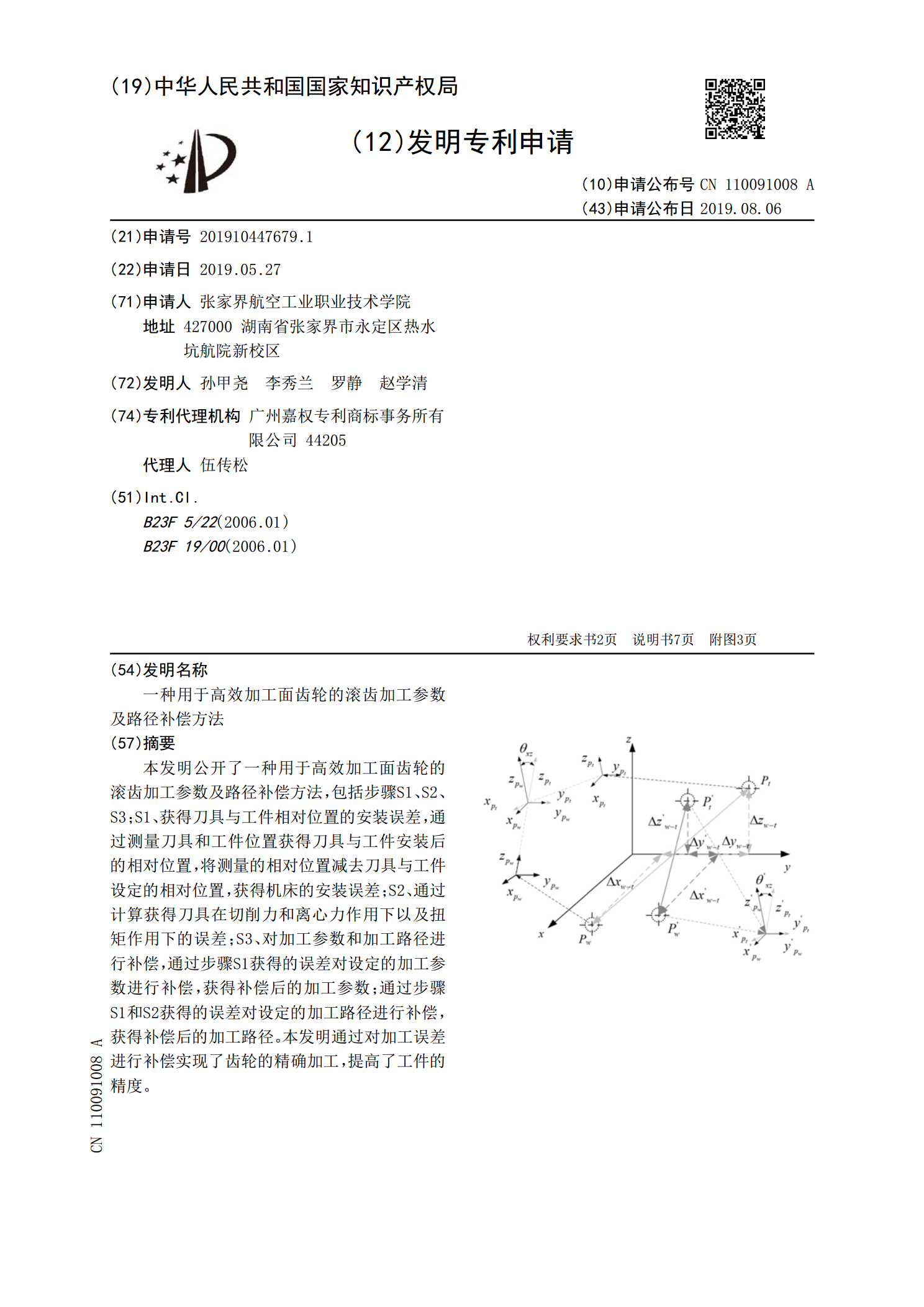
本发明公开了一种用于高效加工面齿轮的滚齿加工参数及路径补偿方法,包括步骤S1、S2、S3;S1、获得刀具与工件相对位置的安装误差,通过测量刀具和工件位置获得刀具与工件安装后的相对位置,将测量的相对位置减去刀具与工件设定的相对位置,获得机床的安装误差;S2、通过计算获得刀具在切削力和离心力作用下以及扭矩作用下的误差;S3、对加工参数和加工路径进行补偿,通过步骤S1获得的误差对设定的加工参数进行补偿,获得补偿后的加工参数;通过步骤S1和S2获得的误差对设定的加工路径进行补偿,获得补偿后的加工路径。本发明通过对
一种用于高效加工面齿轮的滚齿加工路径补偿方法.pdf
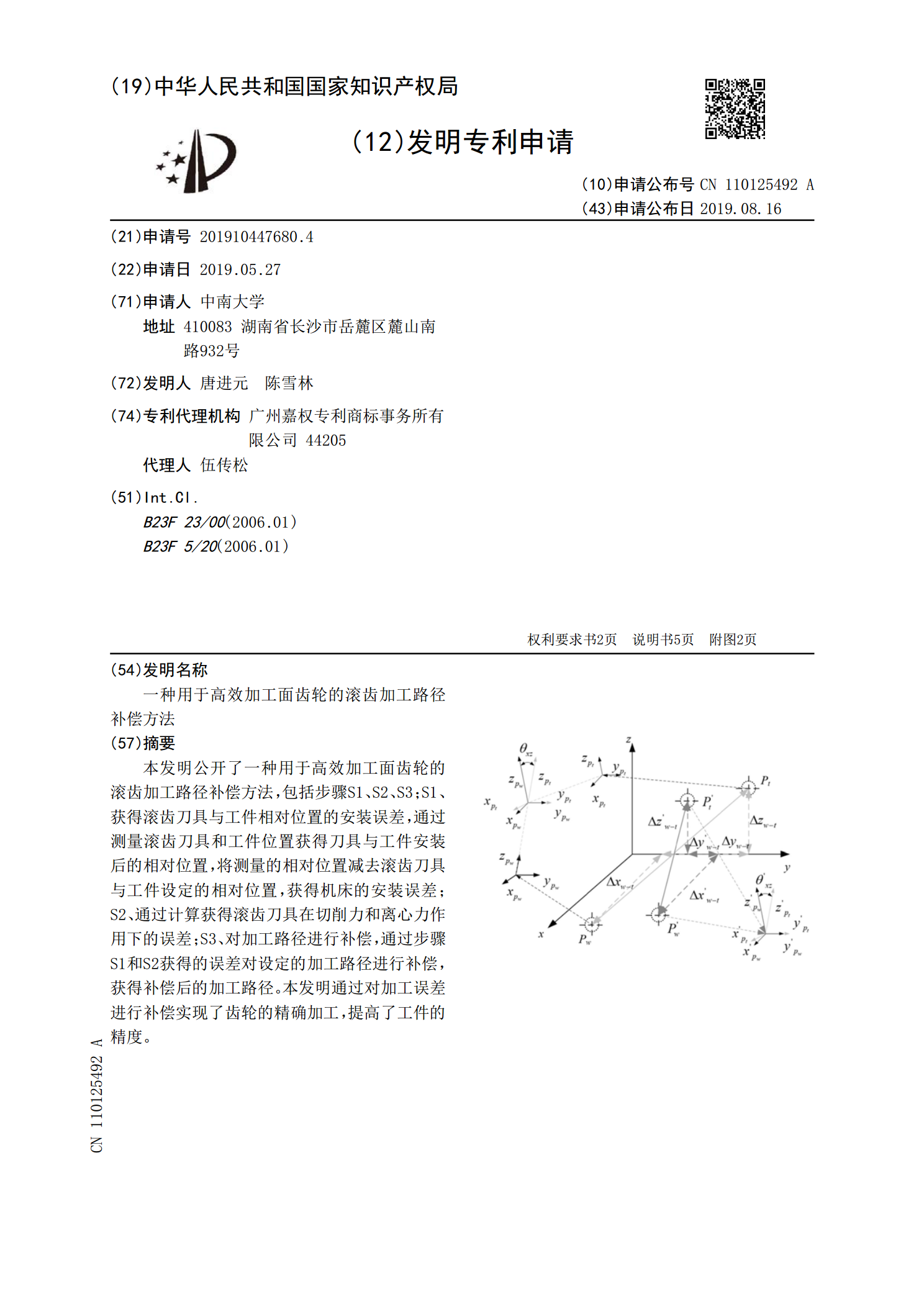
本发明公开了一种用于高效加工面齿轮的滚齿加工路径补偿方法,包括步骤S1、S2、S3;S1、获得滚齿刀具与工件相对位置的安装误差,通过测量滚齿刀具和工件位置获得刀具与工件安装后的相对位置,将测量的相对位置减去滚齿刀具与工件设定的相对位置,获得机床的安装误差;S2、通过计算获得滚齿刀具在切削力和离心力作用下的误差;S3、对加工路径进行补偿,通过步骤S1和S2获得的误差对设定的加工路径进行补偿,获得补偿后的加工路径。本发明通过对加工误差进行补偿实现了齿轮的精确加工,提高了工件的精度。
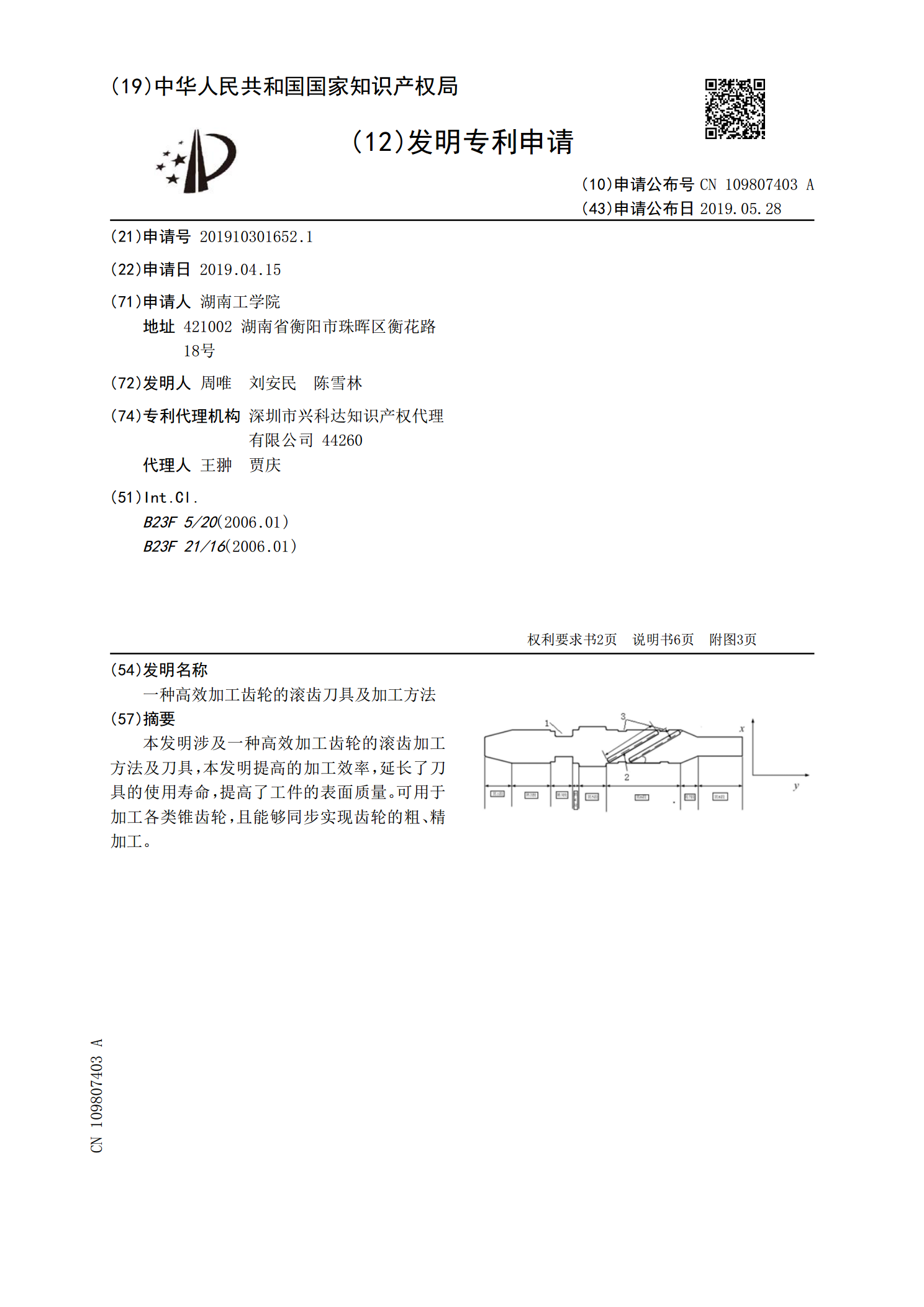
一种高效加工齿轮的滚齿刀具及加工方法.pdf
本发明涉及一种高效加工齿轮的滚齿加工方法及刀具,本发明提高的加工效率,延长了刀具的使用寿命,提高了工件的表面质量。可用于加工各类锥齿轮,且能够同步实现齿轮的粗、精加工。
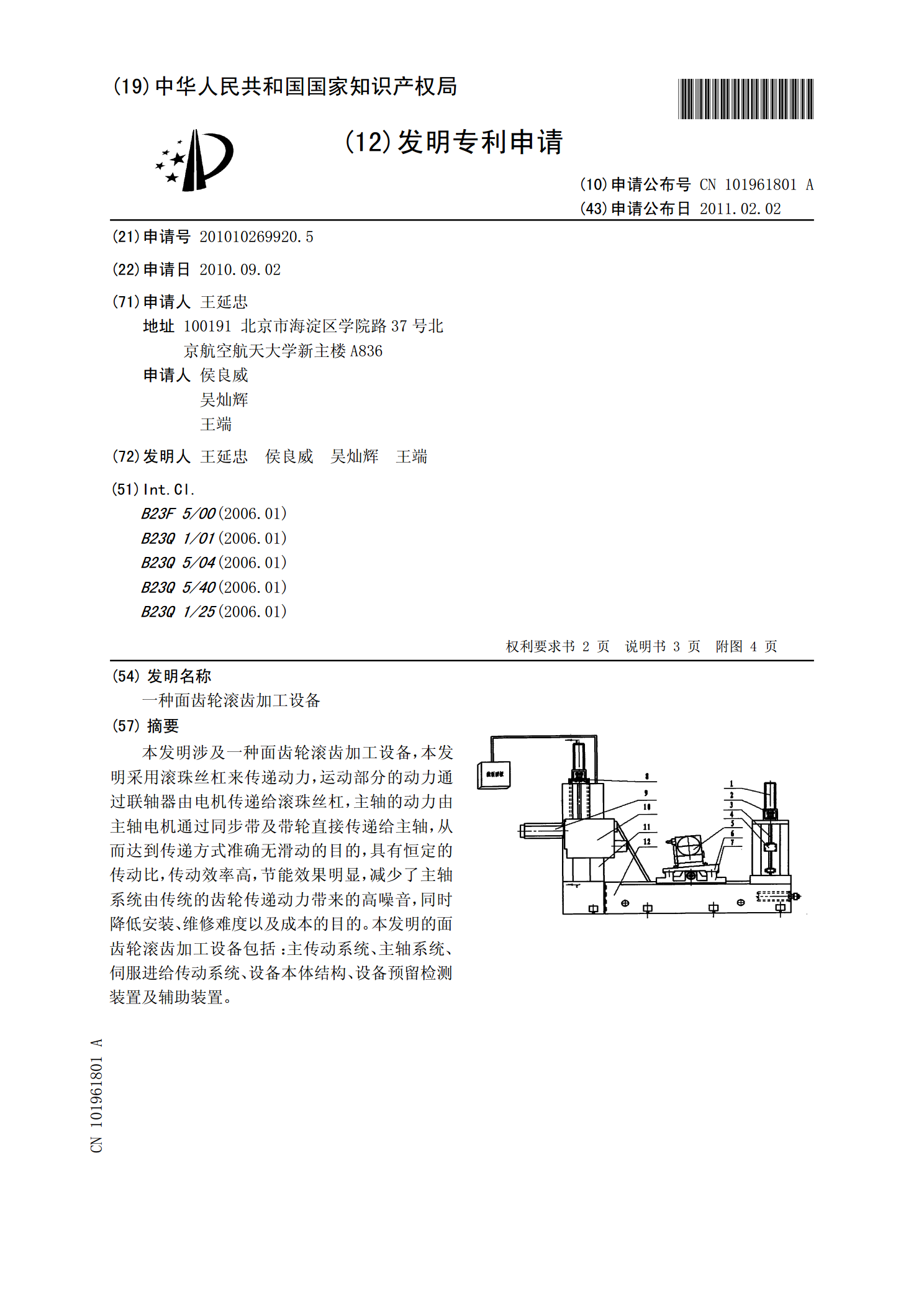
一种面齿轮滚齿加工设备.pdf
本发明涉及一种面齿轮滚齿加工设备,本发明采用滚珠丝杠来传递动力,运动部分的动力通过联轴器由电机传递给滚珠丝杠,主轴的动力由主轴电机通过同步带及带轮直接传递给主轴,从而达到传递方式准确无滑动的目的,具有恒定的传动比,传动效率高,节能效果明显,减少了主轴系统由传统的齿轮传递动力带来的高噪音,同时降低安装、维修难度以及成本的目的。本发明的面齿轮滚齿加工设备包括:主传动系统、主轴系统、伺服进给传动系统、设备本体结构、设备预留检测装置及辅助装置。
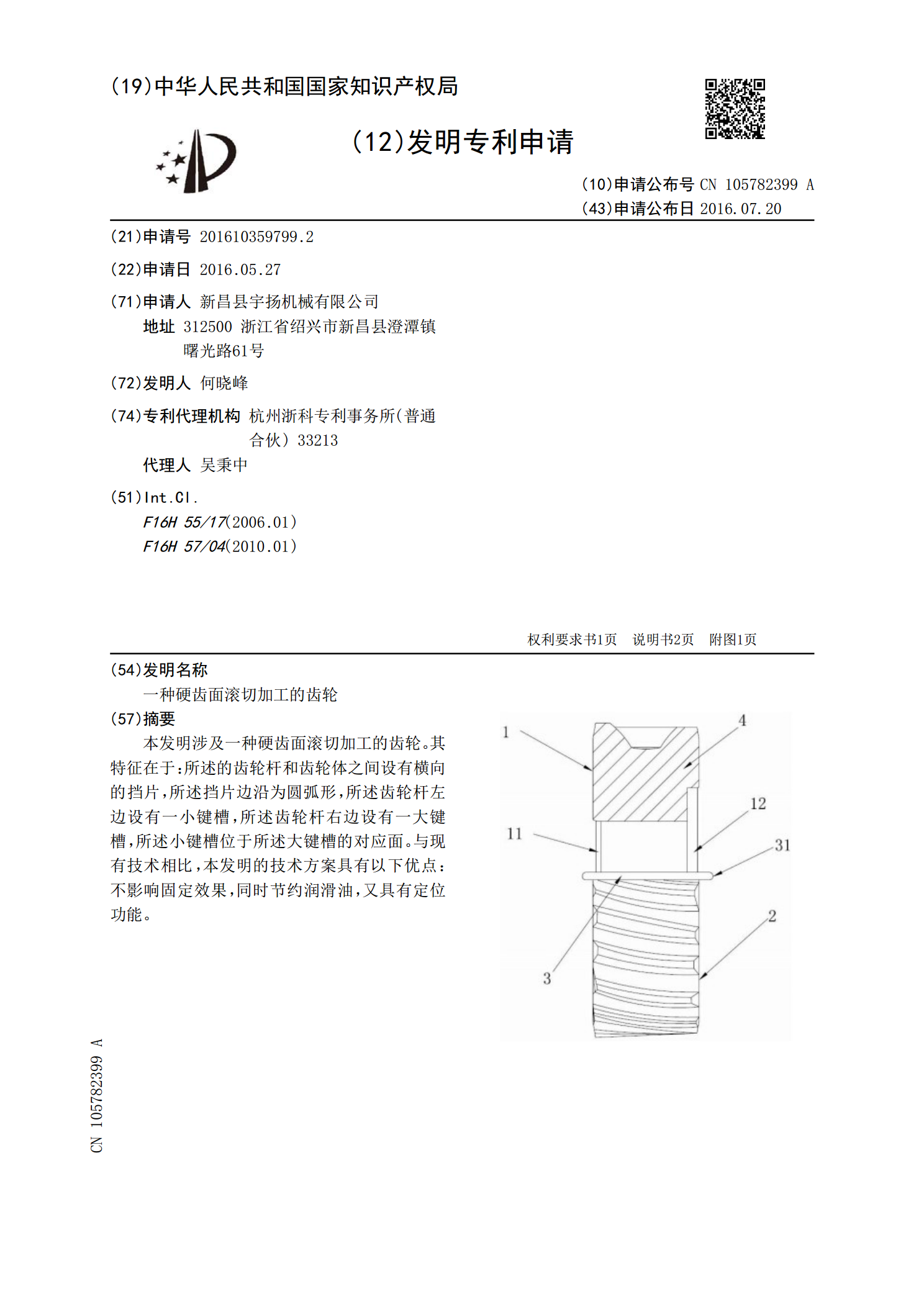
一种硬齿面滚切加工的齿轮.pdf
本发明涉及一种硬齿面滚切加工的齿轮。其特征在于:所述的齿轮杆和齿轮体之间设有横向的挡片,所述挡片边沿为圆弧形,所述齿轮杆左边设有一小键槽,所述齿轮杆右边设有一大键槽,所述小键槽位于所述大键槽的对应面。与现有技术相比,本发明的技术方案具有以下优点:不影响固定效果,同时节约润滑油,又具有定位功能。