
一种转浆式水轮机转轮体桨叶枢轴孔加工方法.pdf

Ja****20


1/6

2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种转浆式水轮机转轮体桨叶枢轴孔加工方法.pdf
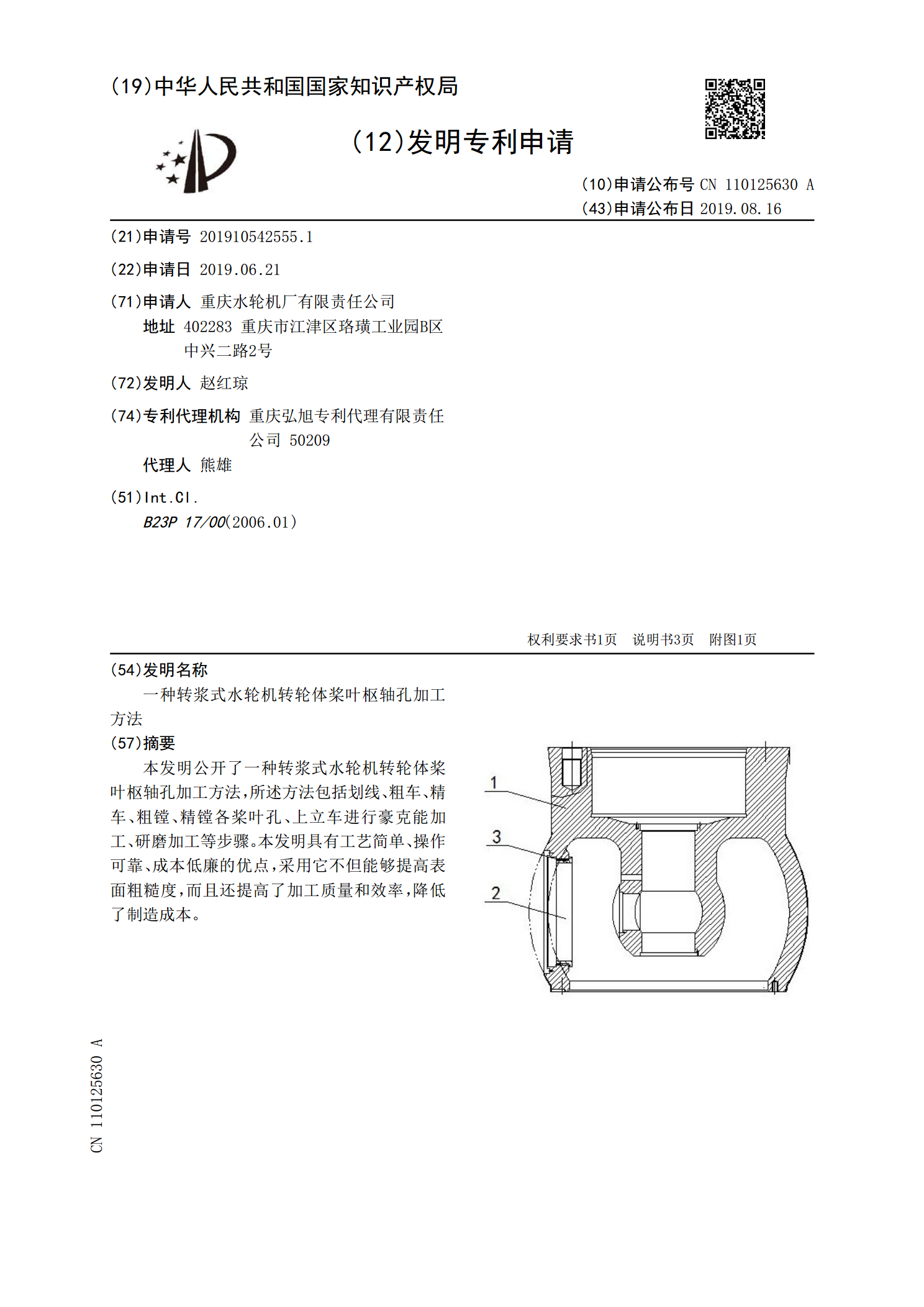
本发明公开了一种转浆式水轮机转轮体桨叶枢轴孔加工方法,所述方法包括划线、粗车、精车、粗镗、精镗各桨叶孔、上立车进行豪克能加工、研磨加工等步骤。本发明具有工艺简单、操作可靠、成本低廉的优点,采用它不但能够提高表面粗糙度,而且还提高了加工质量和效率,降低了制造成本。
一种转浆式水轮机桨叶操作机构.pdf
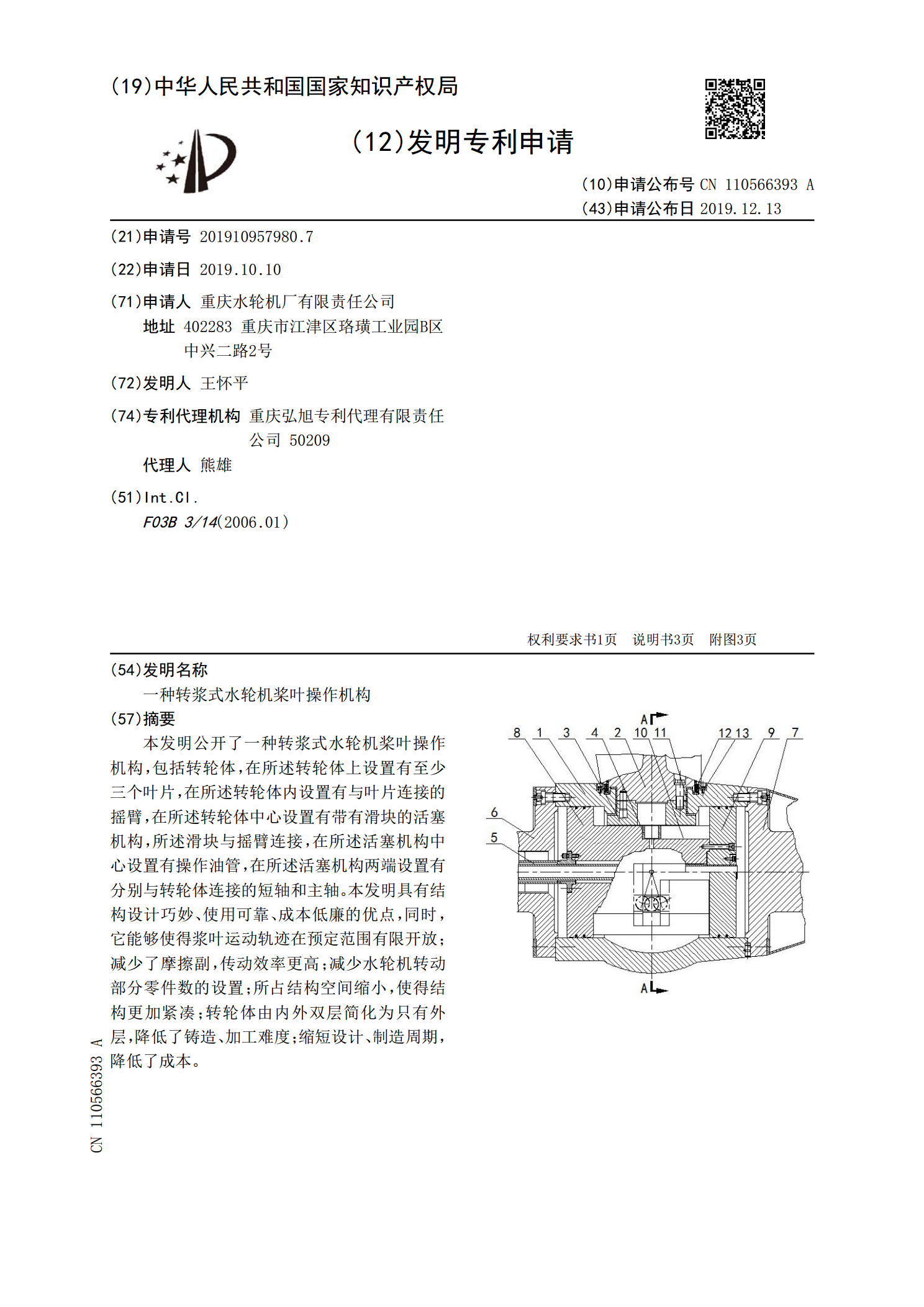
本发明公开了一种转浆式水轮机桨叶操作机构,包括转轮体,在所述转轮体上设置有至少三个叶片,在所述转轮体内设置有与叶片连接的摇臂,在所述转轮体中心设置有带有滑块的活塞机构,所述滑块与摇臂连接,在所述活塞机构中心设置有操作油管,在所述活塞机构两端设置有分别与转轮体连接的短轴和主轴。本发明具有结构设计巧妙、使用可靠、成本低廉的优点,同时,它能够使得浆叶运动轨迹在预定范围有限开放;减少了摩擦副,传动效率更高;减少水轮机转动部分零件数的设置;所占结构空间缩小,使得结构更加紧凑;转轮体由内外双层简化为只有外层,降低了铸

一种转浆式水轮机转轮连杆销限位装置.pdf
本发明公开了一种转浆式水轮机转轮连杆销限位装置,包括限位部件以及固定设置在水轮机转轮接力器缸上的外耳朵和内耳朵,所述连杆销装配在外耳朵和内耳朵的销孔内,在所述外耳朵上设置有卡槽,所述限位部件的下部置于卡槽内,所述限位部件的上部挡住连杆销外端面的下部区域,所述限位部件通过连接件限制在卡槽内而不脱落,所述连杆销的轴向窜动力完全由限位部件与卡槽承受,所述连接件不承受连杆销轴向窜动力。本发明通过连接件将用于限制连杆销轴向窜动的限位部件限制在卡槽内,使连杆销工作过程中的轴向窜动力完全靠限位部件及卡槽承受,连接件仅起
水轮机转轮体的铸造方法及水轮机转轮体.pdf
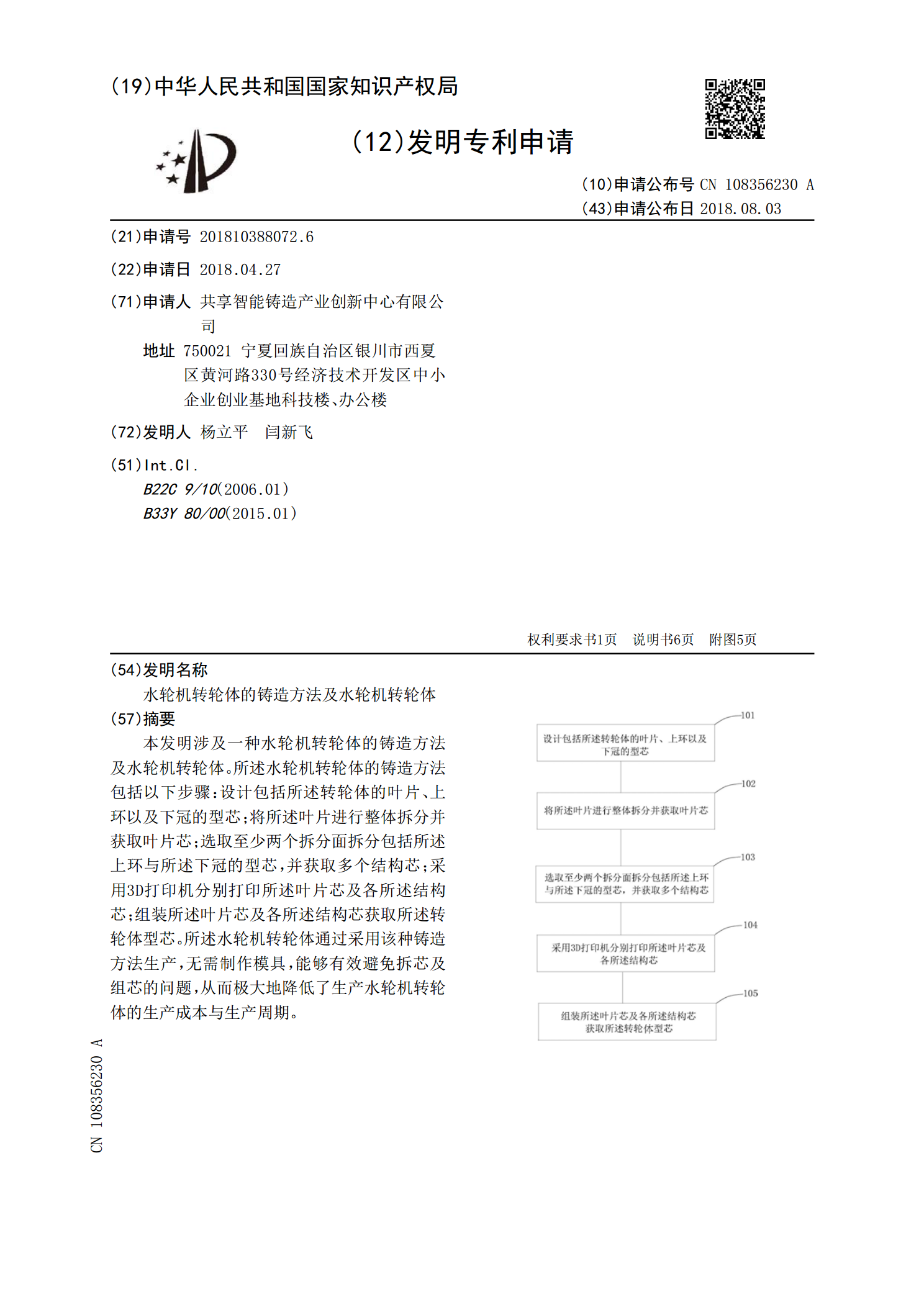
本发明涉及一种水轮机转轮体的铸造方法及水轮机转轮体。所述水轮机转轮体的铸造方法包括以下步骤:设计包括所述转轮体的叶片、上环以及下冠的型芯;将所述叶片进行整体拆分并获取叶片芯;选取至少两个拆分面拆分包括所述上环与所述下冠的型芯,并获取多个结构芯;采用3D打印机分别打印所述叶片芯及各所述结构芯;组装所述叶片芯及各所述结构芯获取所述转轮体型芯。所述水轮机转轮体通过采用该种铸造方法生产,无需制作模具,能够有效避免拆芯及组芯的问题,从而极大地降低了生产水轮机转轮体的生产成本与生产周期。

一种低水头转浆式水轮机调节的方法.pdf
本发明涉及一种低水头转浆式水轮机调节的方法,其特征是:水轮机在通常开机和运行情况下,通过第一三通阀(12)将供油管a和供油油路a1接通,第一油管(14)与供油管a和供油油路a1不通;通过第二三通阀(13)将回油管b和回油管路b1接通,第二油管(15)与回油管b和回油管路b1不通;该低水头转浆式水轮机调节是在供油油路a1上连接第一三通阀(12),在回油油路b1上连接第二三通阀(13)。该方法能使水轮机在停机或由发电工况过渡到调相工况过程中获取稳定的性能,同时有利于停机和过渡时间的减少。