
钳工概述 PPT.ppt

知识****SA

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钳工概述 PPT.ppt
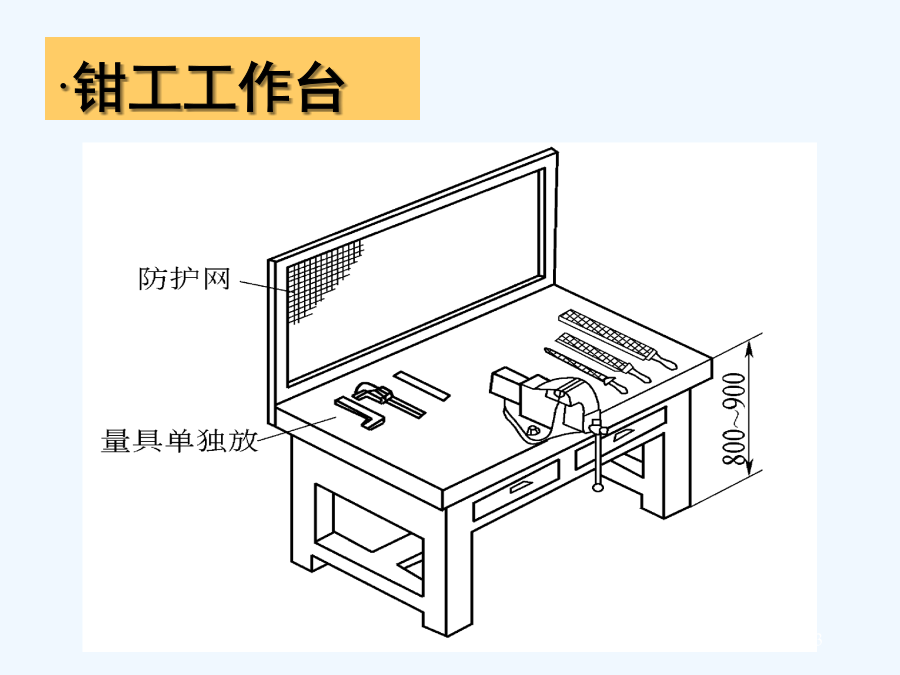
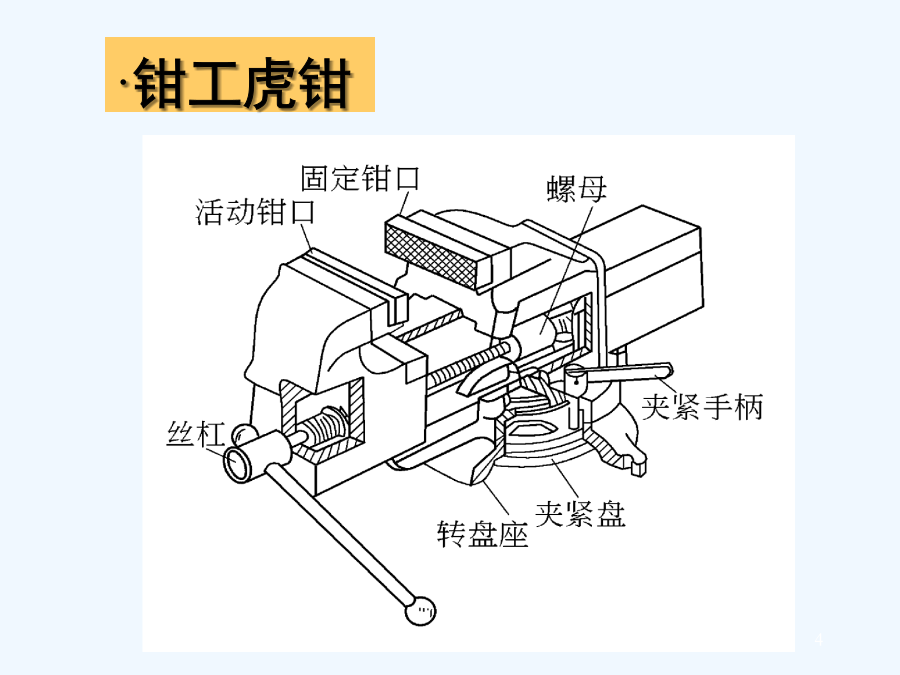
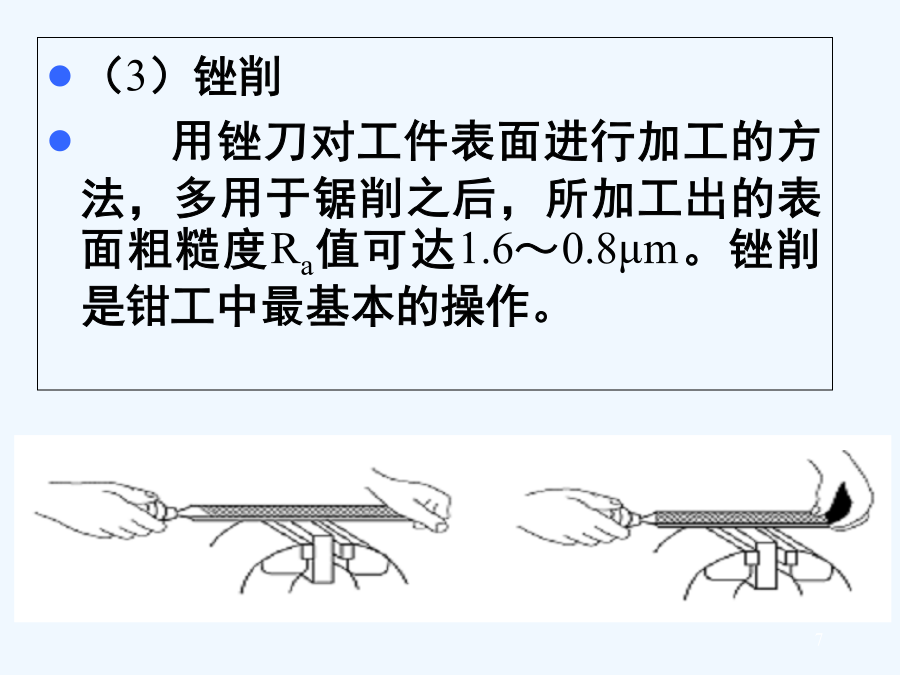
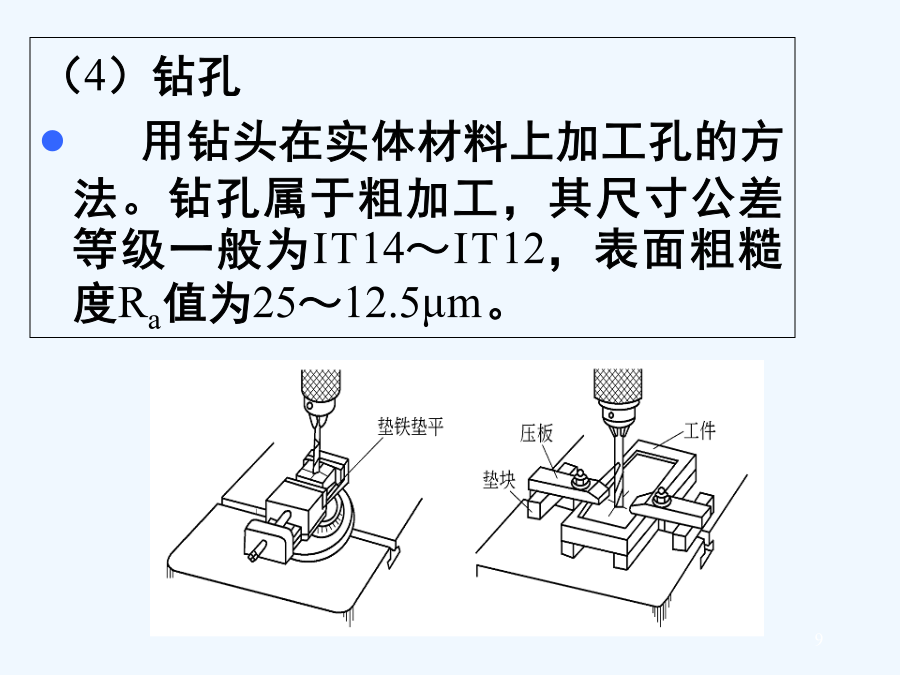
钳工概述一、钳工及其工作台·钳工工作台·钳工虎钳(1)划线在某些工件的毛坯或半成品上按零件图样要求的尺寸划出加工界线或找正线的一种方法。(2)锯切用手锯锯割工程材料或进行切槽的方法。(3)锉削用锉刀对工件表面进行加工的方法,多用于锯削之后,所加工出的表面粗糙度Ra值可达1.6~0.8μm。锉削是钳工中最基本的操作。大家应该也有点累了,稍作休息(4)钻孔用钻头在实体材料上加工孔的方法。钻孔属于粗加工,其尺寸公差等级一般为IT14~IT12,表面粗糙度Ra值为25~12.5μm。(5)扩孔用扩孔钻扩大已有孔(

钳工概述ppt课件.ppt
钳工概述一、钳工及其工作台·钳工工作台·钳工虎钳(1)划线在某些工件的毛坯或半成品上按零件图样要求的尺寸划出加工界线或找正线的一种方法。(2)锯切用手锯锯割工程材料或进行切槽的方法。(3)锉削用锉刀对工件表面进行加工的方法,多用于锯削之后,所加工出的表面粗糙度Ra值可达1.6~0.8μm。锉削是钳工中最基本的操作。(4)钻孔用钻头在实体材料上加工孔的方法。钻孔属于粗加工,其尺寸公差等级一般为IT14~IT12,表面粗糙度Ra值为25~12.5μm。(5)扩孔用扩孔钻扩大已有孔(锻出、铸出或钻出的孔)的方法

钳工的概述优选ppt资料.ppt
钳工(qiángōng)的概述14-18(1.不可用手摸锉刀面和锉削后的工件表面,防止再锉时打滑(dǎhuá),造成事故。圆锉椭圆锉适用(shìyòng)于顺锉受阻、陕长平面、加工余量小和修正尺寸。钳工(qiángōng)攻螺纹基本操作2、可加工形状复杂和高精度的零件尺寸(chǐcun)链计算的基本公式适用(shìyòng)于顺锉受阻、陕长平面、加工余量小和修正尺寸。精锉两侧垂直面,两面同样根据外形的(76+)㎜和凸形件250㎜的实际尺寸,通过控制25.刮削(guāxiāo)和研磨1)锯削铝、铜等软材料或

钳工的概述.ppt
www.themegallery.comwww.themegallery.comwww.themegallery.comwww.themegallery.comwww.themegallery.comwww.themegallery.comwww.themegallery.comwww.themegallery.comwww.themegallery.comwww.themegallery.comwww.themegallery.comwww.themegallery.comwww.themegaller

钳工概述00.doc
钳工概述目的要求:1了解钳工在工业生产中的工作任务。2了解钳工实习场地设备和本工种操作中常用的工具刃具。3了解钳工实习场地的安全文明生产和规章制度。4了解台虎钳的构造,能进行正确保养和拆装。难点分析:课前准备内容:常用工具:划针,划针盘,划规,样冲,钻头,丝锥,铰刀,板牙,刮刀,手锤,錾子,锉刀,锯弓等。常用量具:游标卡尺,百分尺,直角尺,量角器,游标高度尺等。简明工艺分析:操作要领讲解内容:台虎钳的正确拆装和保养。一:讲解内容:钳工:大多使用手工方法并经常在台虎钳上进行操作的工种。1:钳工的产生和发展: