
偏心齿轮切条机.pdf

听云****君哇

1/8
2/8

3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
偏心齿轮切条机.pdf
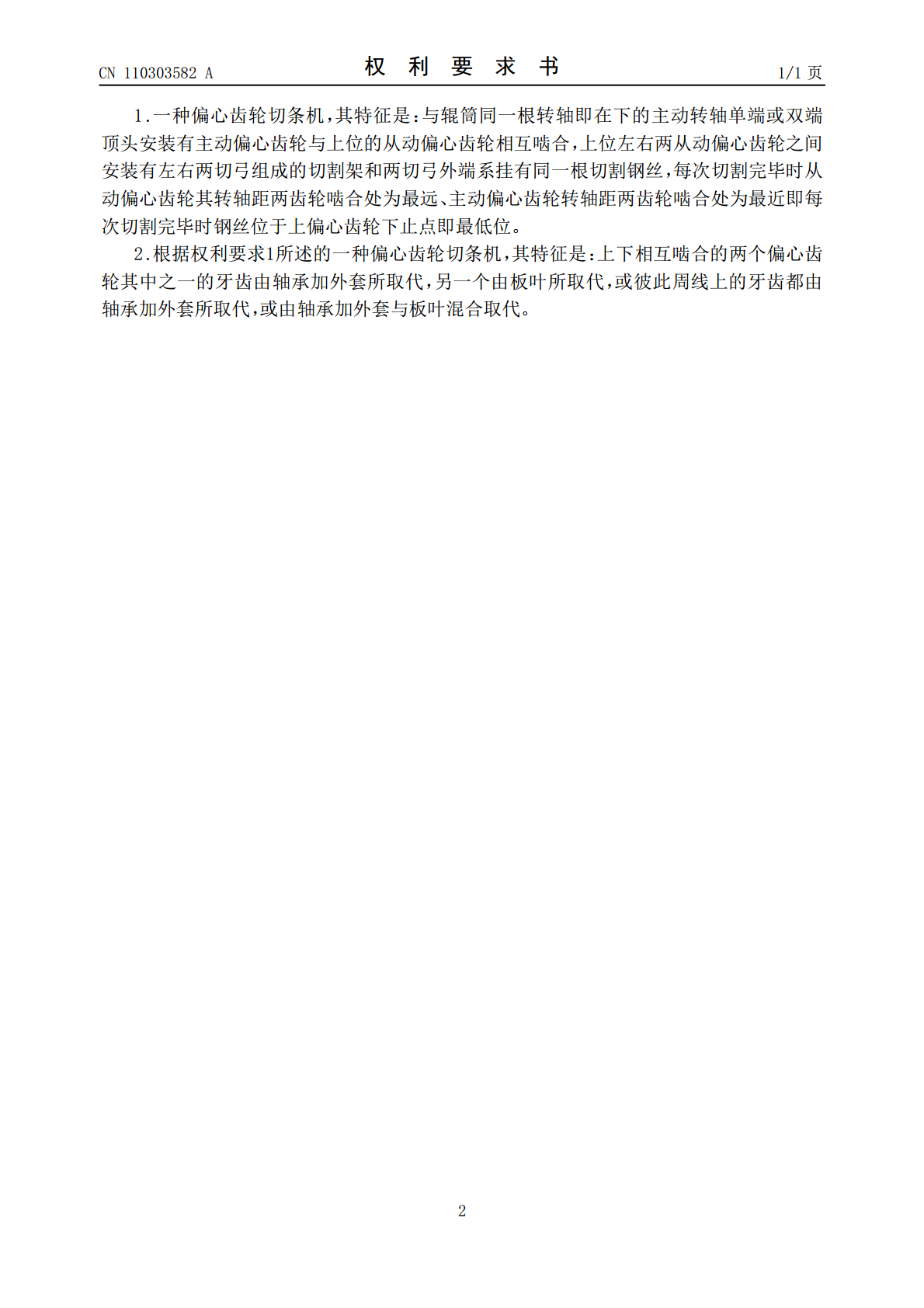
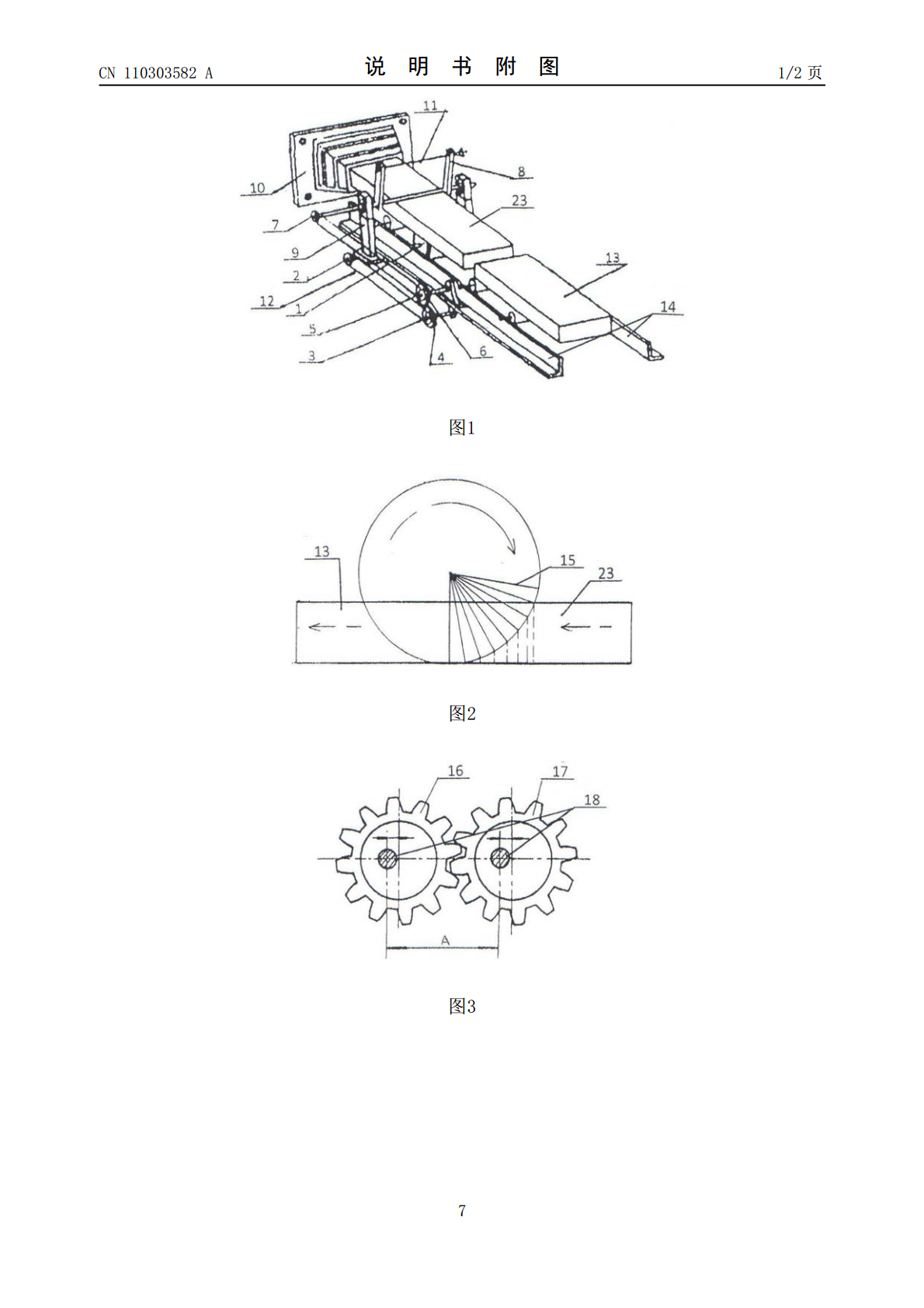
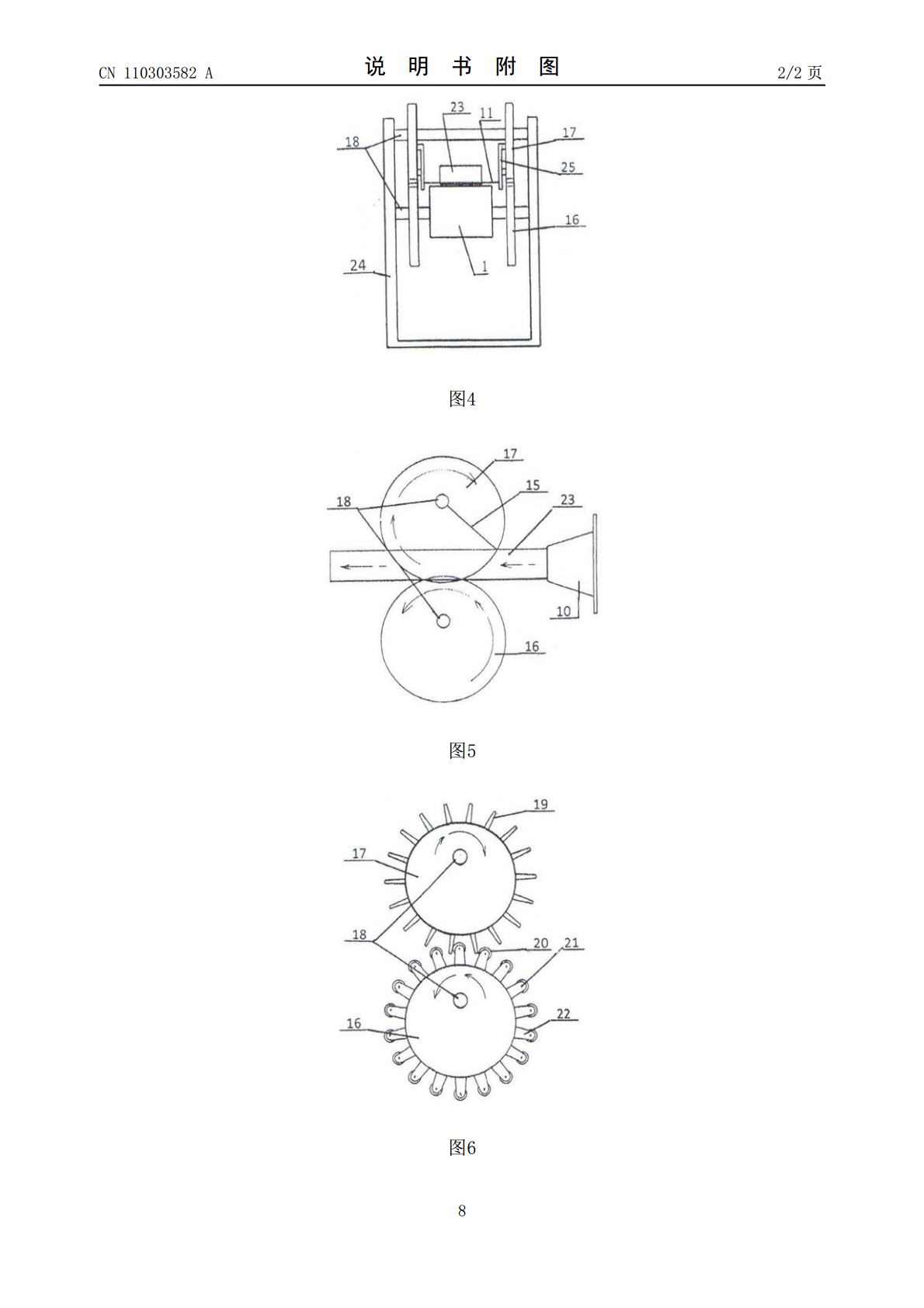
本发明公开了一种偏心齿轮切条机,旨在提供一种结构简单,切割断面垂直平齐或接近平齐,和在无须配套动力的条件下能顺利切割,以及对软硬坯条都能胜任的切条装置,其技术方案的要点是:在靠近机口所挤出坯条的下边其支承架上横向安装一个大托辊即辊筒,即坯条下边压在辊筒上,与辊筒同一根转轴即主动转轴的单端或双端其辊筒两头外边安装有偏心齿轮即主动齿轮与上位的从动偏心齿轮相互啮合,左右两从动偏心齿轮之间安装有左右两切弓组成切割架,和切割钢丝,每次切割完毕时在上的从动偏心齿轮其转轴距两齿轮啮合处为最远、在下的主动偏心齿轮转轴距两

加工偏心槽的切机.pdf
本发明公开了一种加工偏心槽的切机,包括机台、电机、通过轴承座和轴承设于机台上的空心的主轴、连接电机和主轴的皮带轮,在主轴上还设有持刀机构,在机台上还设有夹料机构;使用本发明,工件不动,刀具旋转,避免了工件的旋转变形,可保证加工质量;通过调整工件在夹料机构的弹性夹套内的位置、工件与夹料机构的定位杆在径向的错位、以及持刀机构的切刀的位置,可加工不同的偏心槽,具有通用性好、加工效率高的优点。

偏心套在齿轮减速机中的应用.docx
偏心套在齿轮减速机中的应用Title:TheApplicationofEccentricityinGearReducersIntroduction:Inmechanicalengineering,gearreducersarewidelyusedtotransmitpowerandtorquefromamotortoadrivenload.Theyplayacrucialroleinvariousindustries,includingautomotive,manufacturing,androbotic
一种修枝机用齿轮偏心块铆机.pdf
本发明提供一种修枝机用齿轮偏心块铆机,包括机架、第一上料机构、第二上料机构、铆钉上料机、第一压料气缸、第二压料气缸、第三压料气缸、搬运机械手和出料气缸;机架上转动地安装有分度盘,所述分度盘上等分有八个工位;第一上料机构用于将第一轴承输送至第二工位上;第二上料机构用于将第二轴承输送至第三工位上;铆钉上料机用于将铆钉输送至第五工位上;第一压料气缸固定在第二工位正上方;第二压料气缸垂直固定在第三工位正上方;第三压料气缸垂直固定在第五工位正上方;搬运机械手位于第八工位的上方;出料气缸4水平设置在冲床一侧。本发明修

橡胶切条机橡胶切条机价格.doc