
一种外球面磨削方法.pdf

悠柔****找我


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种外球面磨削方法.pdf
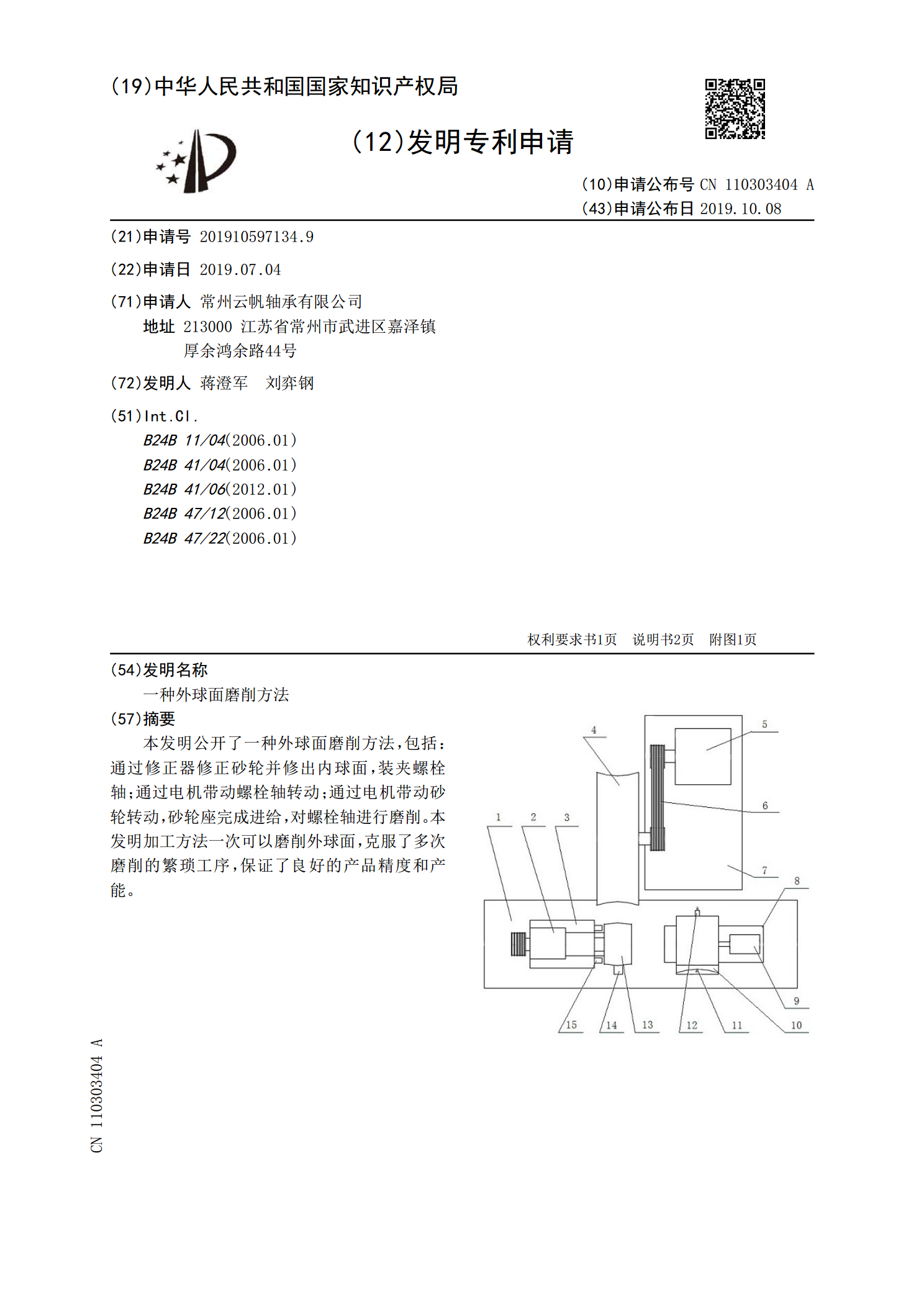
本发明公开了一种外球面磨削方法,包括:通过修正器修正砂轮并修出内球面,装夹螺栓轴;通过电机带动螺栓轴转动;通过电机带动砂轮转动,砂轮座完成进给,对螺栓轴进行磨削。本发明加工方法一次可以磨削外球面,克服了多次磨削的繁琐工序,保证了良好的产品精度和产能。

一种磨削球面垫片外球面夹具.pdf
本发明公开了一种磨削球面垫片外球面夹具,球面垫片在外球面上沿直径方向设置窄形凹槽,其特征在于:夹具包括夹具体,夹具体外球面的顶部圆周均布设有多个定位销,定位销的顶部设有横向槽,磨削工作时,排布于夹具体外球面上的球面垫片由带绳进行绑紧,带绳经过窄形凹槽和横向槽,夹具体的外侧端面固定连接端盖,端盖的外侧端面设置活动板和调节螺杆,调节螺杆螺纹连接在端盖上,调节螺杆的杆端设置手轮,活动板转动设在调节螺杆上随调节螺杆作轴向移动,带绳两端穿过夹具体外球面进入到夹具体内孔,然后穿过端盖连接在活动板的中心对称两端。本发明
内外球面磨削方法.pdf
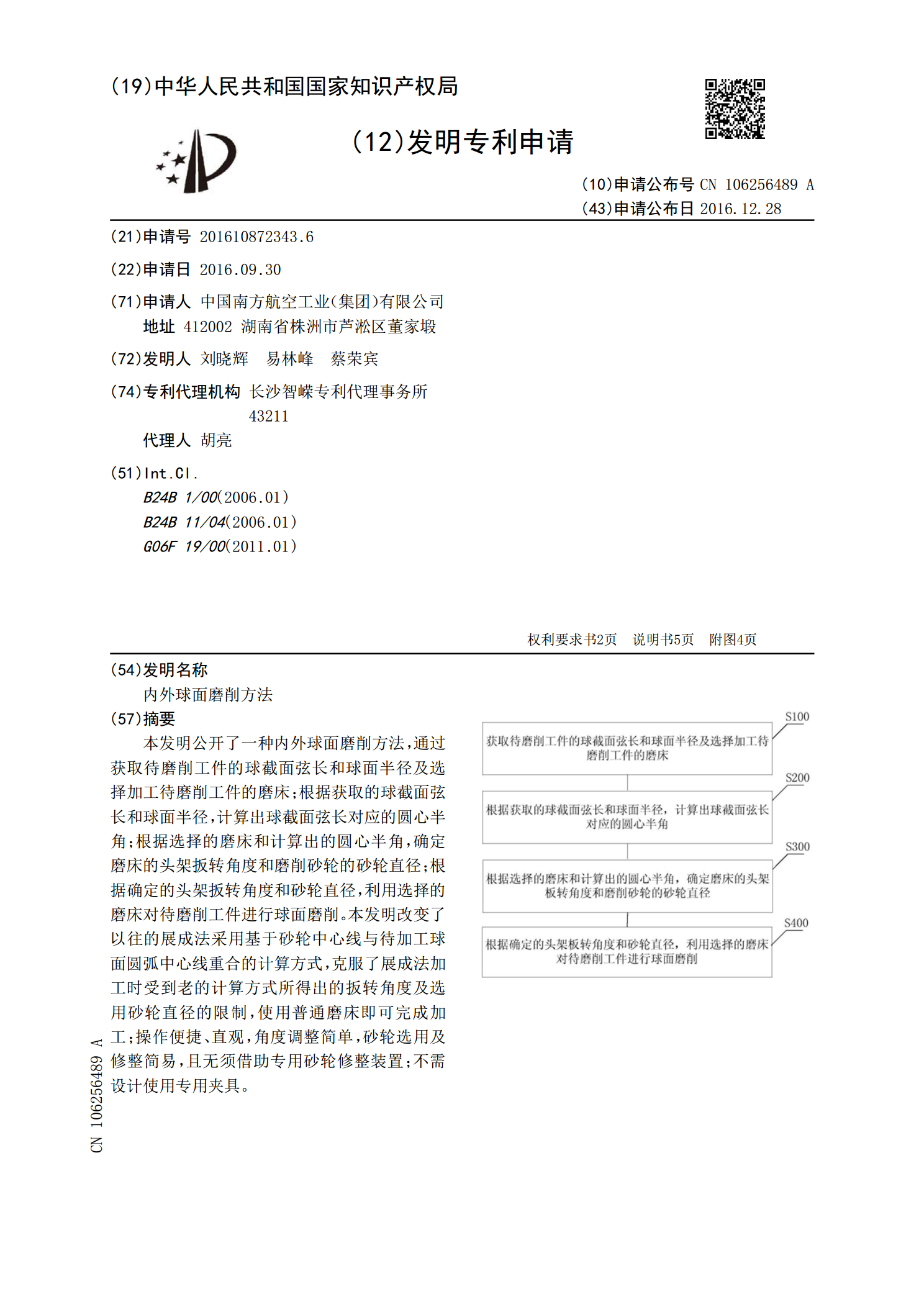
本发明公开了一种内外球面磨削方法,通过获取待磨削工件的球截面弦长和球面半径及选择加工待磨削工件的磨床;根据获取的球截面弦长和球面半径,计算出球截面弦长对应的圆心半角;根据选择的磨床和计算出的圆心半角,确定磨床的头架扳转角度和磨削砂轮的砂轮直径;根据确定的头架扳转角度和砂轮直径,利用选择的磨床对待磨削工件进行球面磨削。本发明改变了以往的展成法采用基于砂轮中心线与待加工球面圆弧中心线重合的计算方式,克服了展成法加工时受到老的计算方式所得出的扳转角度及选用砂轮直径的限制,使用普通磨床即可完成加工;操作便捷、直观
一种密封环内球面数控精密磨削装置与磨削方法.pdf
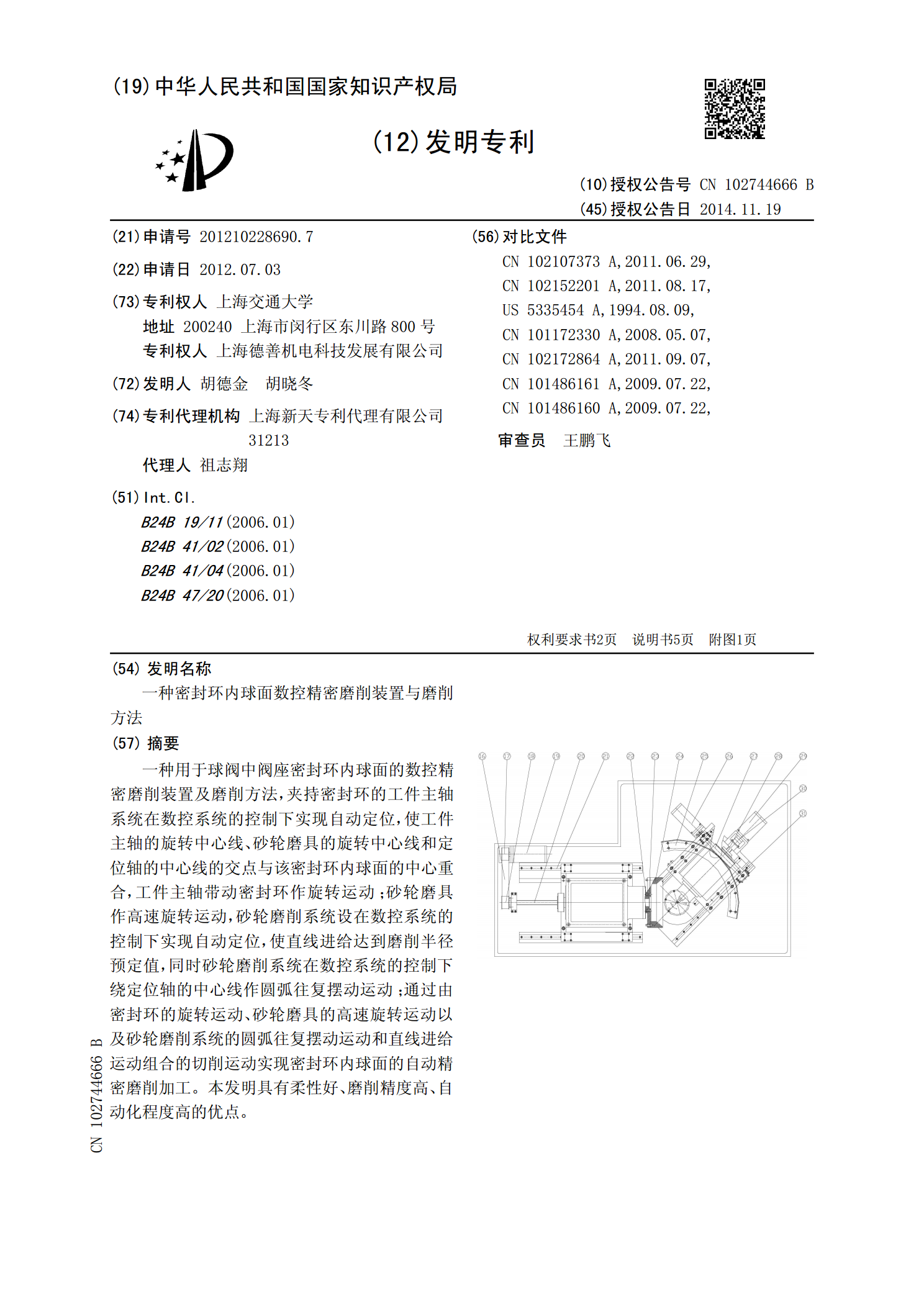
一种用于球阀中阀座密封环内球面的数控精密磨削装置及磨削方法,夹持密封环的工件主轴系统在数控系统的控制下实现自动定位,使工件主轴的旋转中心线、砂轮磨具的旋转中心线和定位轴的中心线的交点与该密封环内球面的中心重合,工件主轴带动密封环作旋转运动;砂轮磨具作高速旋转运动,砂轮磨削系统设在数控系统的控制下实现自动定位,使直线进给达到磨削半径预定值,同时砂轮磨削系统在数控系统的控制下绕定位轴的中心线作圆弧往复摆动运动;通过由密封环的旋转运动、砂轮磨具的高速旋转运动以及砂轮磨削系统的圆弧往复摆动运动和直线进给运动组合的

一种调心滚子轴承外球面磨削砂轮修整器.pdf
本发明涉及一种调心滚子轴承外球面磨削砂轮修整器,属于轴承磨削加工设备领域。机座与磨床工作台相连接,摆杆座安装在机座上,通过螺栓固定,摆杆轴由两套轴承安装在摆杆座上,油缸有缸体、活塞杆和活塞构成,活塞杆和活塞位于缸体内部,活塞杆两侧装有活塞,活塞杆前端设有接头,接头前端上设有圆孔,摆臂杆穿过接头上的圆孔,通过销固定,其结构简单,使用方便,并且可以消除人为因素的影响,提高产品精度和生产效率,降低工人的劳动强度,并能节约砂轮和金刚笔的消耗。