
一种电站中频弯管用承插式工艺管连接装置及其使用方法.pdf

猫巷****提格


1/8

2/8

3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种电站中频弯管用承插式工艺管连接装置及其使用方法.pdf
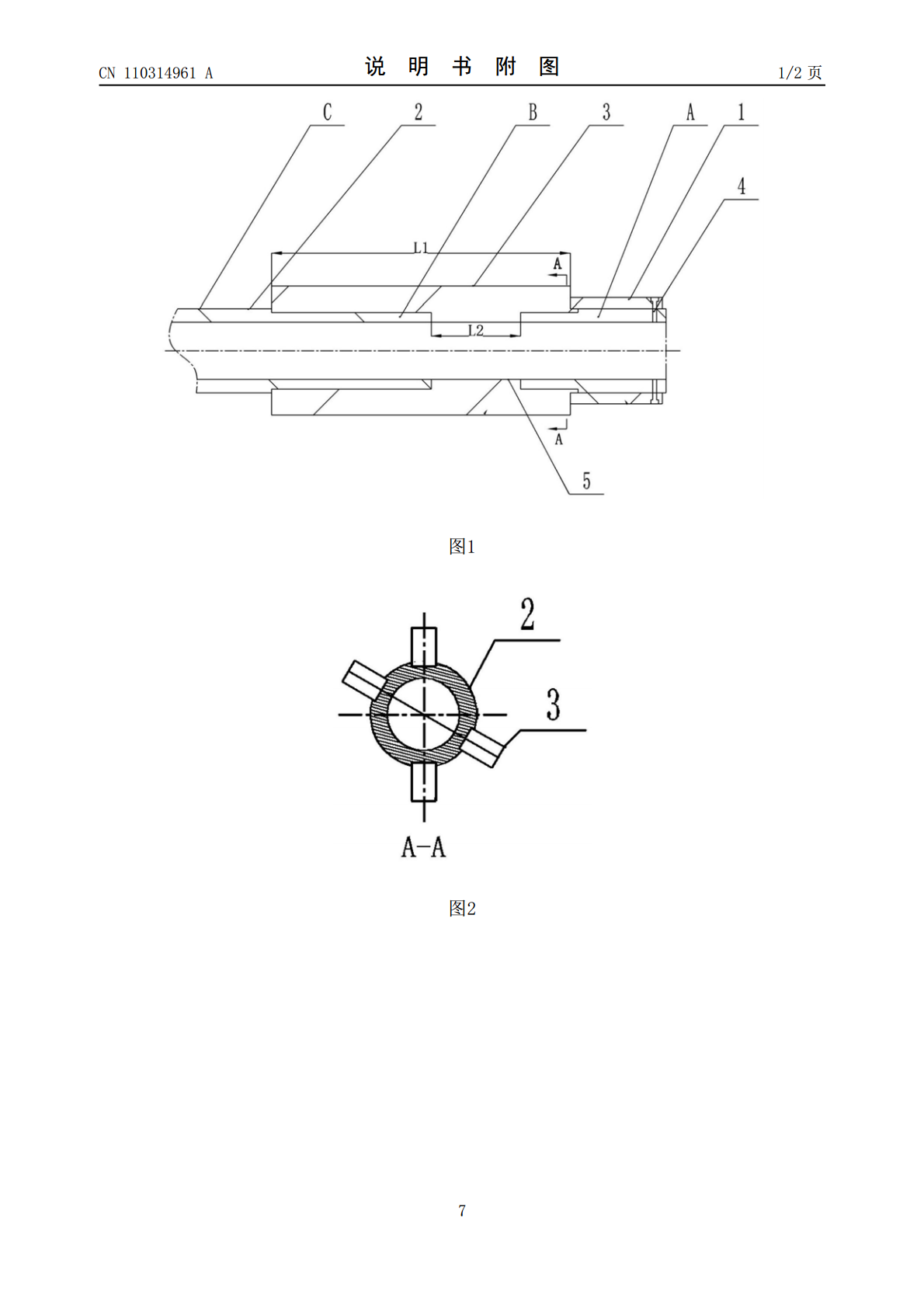
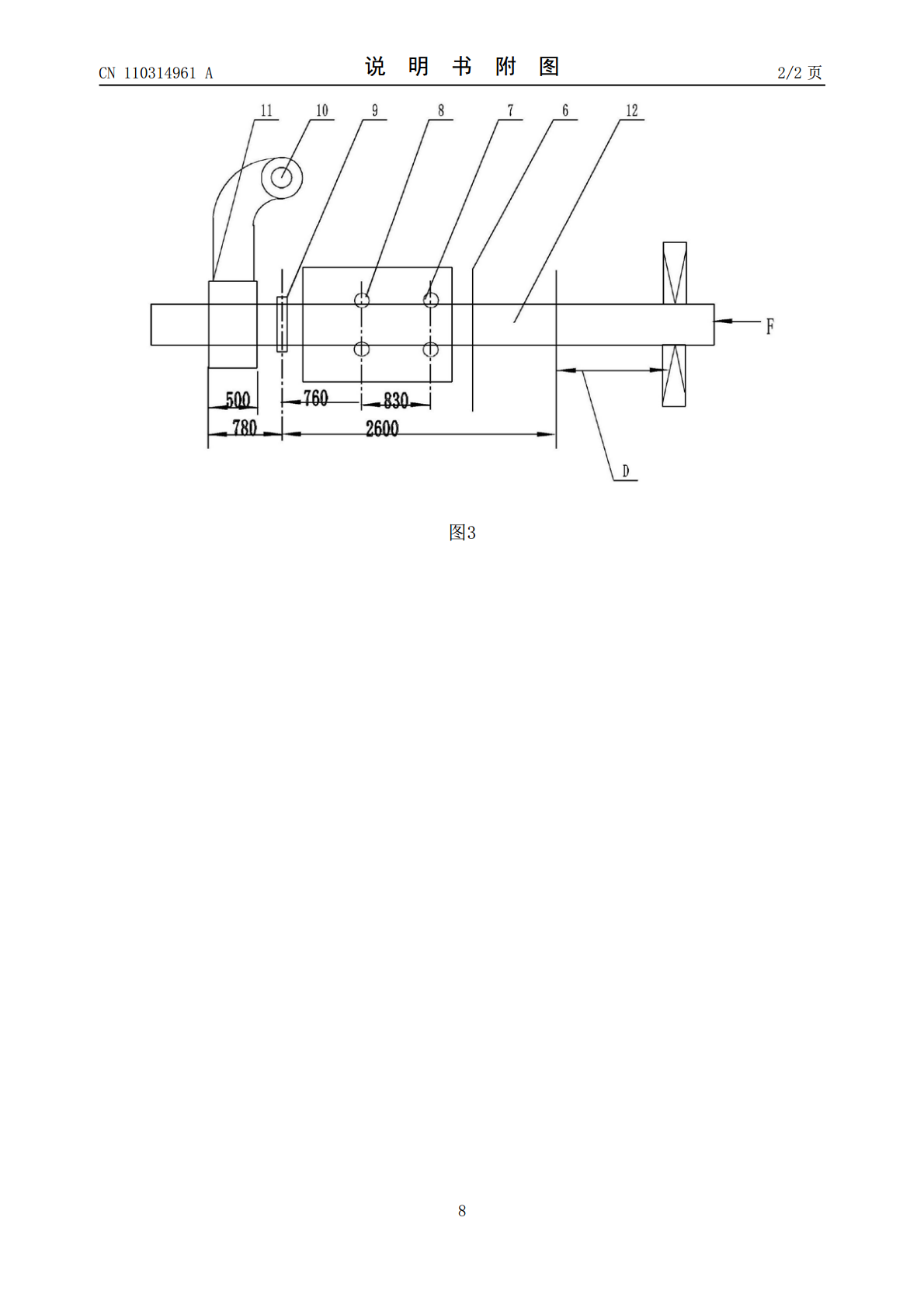
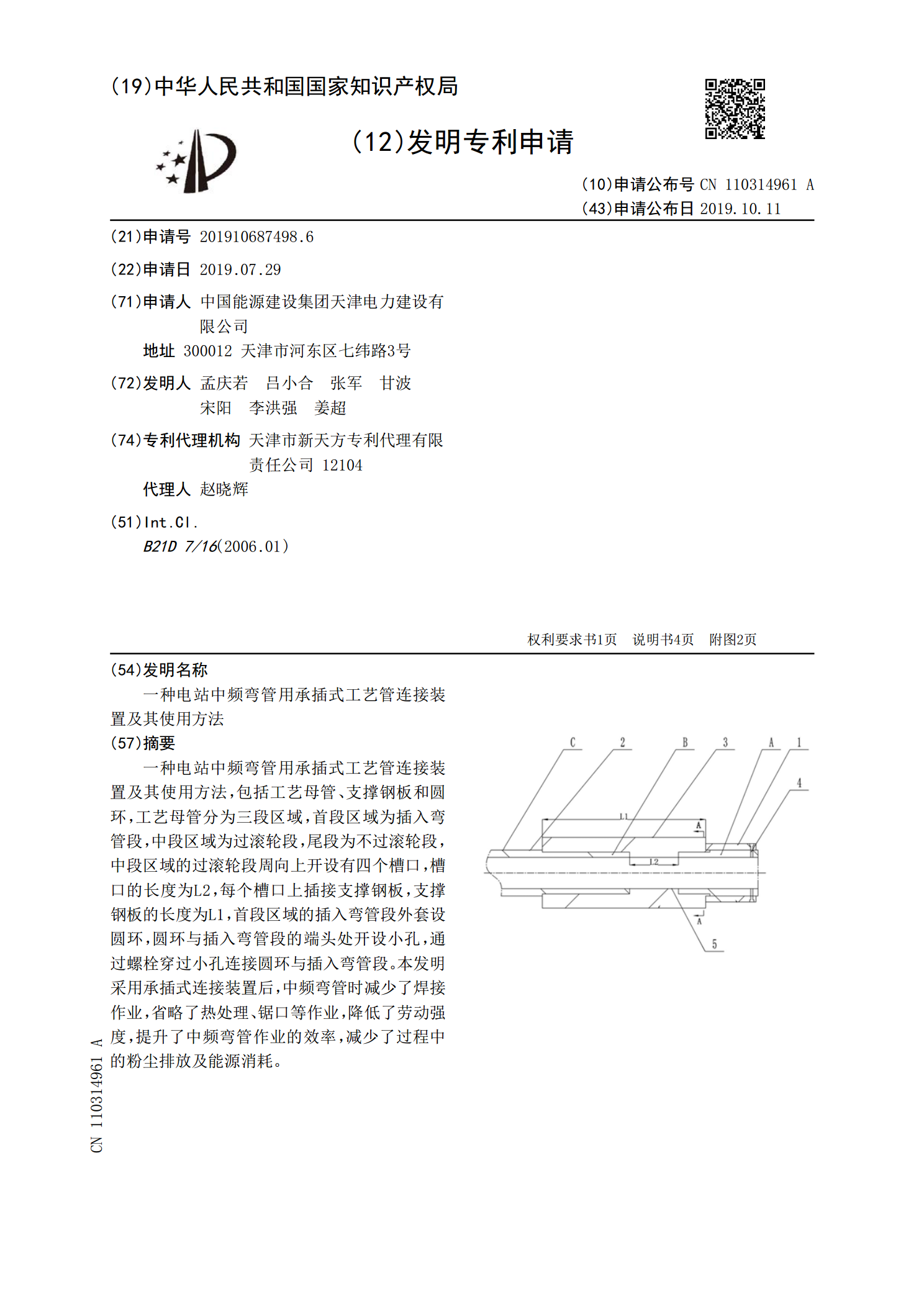
一种电站中频弯管用承插式工艺管连接装置及其使用方法,包括工艺母管、支撑钢板和圆环,工艺母管分为三段区域,首段区域为插入弯管段,中段区域为过滚轮段,尾段为不过滚轮段,中段区域的过滚轮段周向上开设有四个槽口,槽口的长度为L2,每个槽口上插接支撑钢板,支撑钢板的长度为L1,首段区域的插入弯管段外套设圆环,圆环与插入弯管段的端头处开设小孔,通过螺栓穿过小孔连接圆环与插入弯管段。本发明采用承插式连接装置后,中频弯管时减少了焊接作业,省略了热处理、锯口等作业,降低了劳动强度,提升了中频弯管作业的效率,减少了过程中的粉

一种弯管装置及其使用方法.pdf
本发明公开了一种弯管装置及其使用方法,属于弯管机技术领域。它包括机架,固定座、管材通道、固定部、第一折弯轮和第二折弯轮;所述的固定座安装在机架的侧面;所述的固定座包括顶盖和底盖;所述的固定部位于在顶盖和底盖之间;所述的固定部用于固定管材,所述的管材通道为固定部中间设置的一条通道;所述的第一折弯轮位于管材通道的出口处,所述的第二折弯轮位于远离机架且偏向顶料机构的一侧;所述的第一折弯轮用于对管材进行水平方向的折弯,所述的第二折弯轮用于对管材进行竖直方向的折弯。本发明能够同时在X轴和Z轴方向进行折弯;提高了加工

排水UPVC管承插连接安装工艺标准.doc
工艺标准图名称排水U-PVC管粘接连接安装工艺标准编号JWA-JPS-001工艺流程:断管—清理—试插接—粘接—固化标准参考图标准要求③①②①断管时,断口要平齐用铣刀或刮刀除掉断口内外飞刺,外棱铣出15°。管道接口外壁应打毛,便于溶剂型胶水粘接。②粘接前应对承插口先插入试验,不得全部插入,一般为承口的3/4深度,正式插接应该插到底部。③涂抹粘接剂应先涂抹承口后涂抹插口,随即用力垂直插入,插入粘接时将插口稍作转动,粘接剂分布均匀。④在转角小于135°的污水横管上设置检查口。⑤室内UPVC管管径φ110以上在

排水UPVC管承插连接安装工艺标准.doc
工艺标准图名称排水U-PVC管粘接连接安装工艺标准编号JWA-JPS-001工艺流程:断管—清理—试插接—粘接—固化标准参考图标准要求③①②①断管时,断口要平齐用铣刀或刮刀除掉断口内外飞刺,外棱铣出15°。管道接口外壁应打毛,便于溶剂型胶水粘接。②粘接前应对承插口先插入试验,不得全部插入,一般为承口的3/4深度,正式插接应该插到底部。③涂抹粘接剂应先涂抹承口后涂抹插口,随即用力垂直插入,插入粘接时将插口稍作转动,粘接剂分布均匀。④在转角小于135°的污水横管上设置检查口。⑤室内UPVC管管径φ110以上在

排水UPVC管承插连接安装工艺标准.doc
工艺标准图名称排水U-PVC管粘接连接安装工艺标准编号JWA-JPS-001工艺流程:断管—清理—试插接—粘接—固化标准参考图标准要求③①②①断管时,断口要平齐用铣刀或刮刀除掉断口内外飞刺,外棱铣出15°。管道接口外壁应打毛,便于溶剂型胶水粘接。②粘接前应对承插口先插入试验,不得全部插入,一般为承口的3/4深度,正式插接应该插到底部。③涂抹粘接剂应先涂抹承口后涂抹插口,随即用力垂直插入,插入粘接时将插口稍作转动,粘接剂分布均匀。④在转角小于135°的污水横管上设置检查口。⑤室内UPVC管管径φ110以上在