
一种汽轮机高压导汽管更换方法.pdf

小琛****82

1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽轮机高压导汽管更换方法.pdf
本发明提供一种汽轮机高压导汽管更换方法,包括:分别对高压缸、联合汽阀、高压进汽管道、排汽管道及高压连通管安装加固装置进行加固,并架设监视装置监视缸体是否位移;对新的高压导汽管外观、尺寸、材质、硬度、裂纹、夹杂、气孔等进行焊前检查;对原有高压导汽管进行拆解;对新高压缸进汽短管法兰与汽缸侧法兰进行对磨,打磨消除原有焊缝及热影响区;制作U型坡口,对高压导汽管进行对口点固;对焊口进行焊接;对焊缝进行焊后热处理及焊口无损检测;安装完成后,拆除加固装置、监视装置,恢复保温,清理现场。本发明消除了设备火灾及高压管道爆破
一种汽轮机高压导汽管的状态评估方法.pdf
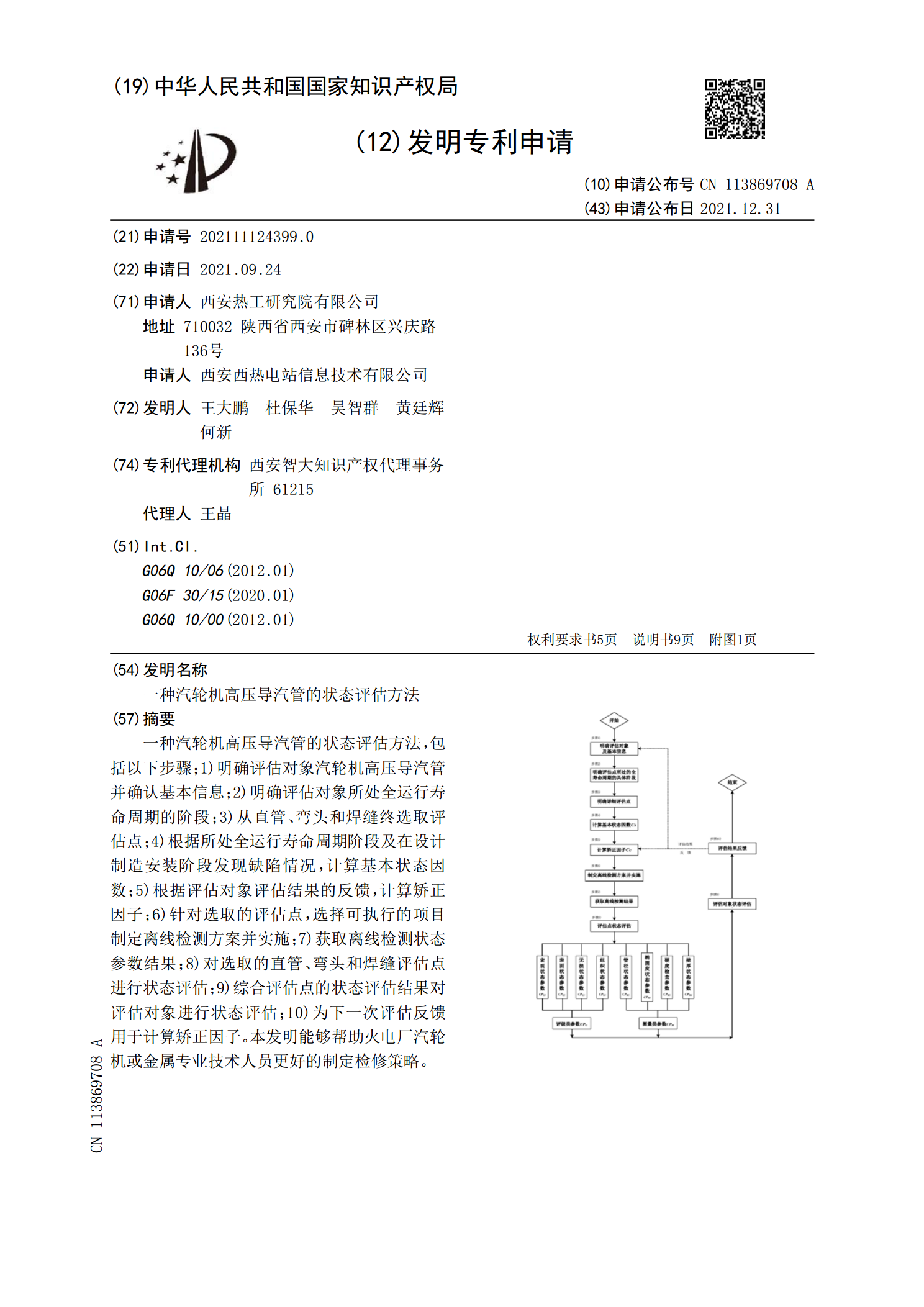
一种汽轮机高压导汽管的状态评估方法,包括以下步骤;1)明确评估对象汽轮机高压导汽管并确认基本信息;2)明确评估对象所处全运行寿命周期的阶段;3)从直管、弯头和焊缝终选取评估点;4)根据所处全运行寿命周期阶段及在设计制造安装阶段发现缺陷情况,计算基本状态因数;5)根据评估对象评估结果的反馈,计算矫正因子;6)针对选取的评估点,选择可执行的项目制定离线检测方案并实施;7)获取离线检测状态参数结果;8)对选取的直管、弯头和焊缝评估点进行状态评估;9)综合评估点的状态评估结果对评估对象进行状态评估;10)为下一次

一种汽轮机高压汽封膨胀环阻汽组合结构.pdf
本实用新型公开了一种汽轮机高压汽封膨胀环阻汽组合结构,包括环绕汽轮机转轴设置的汽封环体,汽封环体包括汽封套和在汽封套上并排排列固定的多个阻汽环,阻汽环间隔设置有长阻汽齿和短阻汽齿,在两个阻汽环之间迎向汽流方向设置有导流间隙,导流间隙是与汽流方向的夹角大于90度的斜向导流间隙,导流间隙出口设置一个汽流耗散空腔,汽流耗散空腔由相邻阻汽环背部和汽封套共同组合形成。在阻汽环上设置有汽流回流孔,导流间隙两侧的阻汽环在汽流耗散空腔中分别设置有多个不规则导流齿用以消耗汽流动能;本实用新型通过在两个阻汽环之间迎向汽流方向

高压导汽管螺栓断裂失效分析.docx
高压导汽管螺栓断裂失效分析高压导汽管螺栓断裂失效分析摘要:高压导汽管螺栓是连接汽管和其他部件的重要元件,其失效将严重影响汽车的安全性和可靠性。本文通过对高压导汽管螺栓断裂失效的分析,探讨其失效原因和相关影响因素,并提出预防措施,以提高高压导汽管螺栓的可靠性。1.引言随着汽车行业的快速发展,高压导汽管在现代汽车中起着至关重要的作用,主要用于传递高压燃油到喷油嘴。而高压导汽管螺栓作为连接器件,其可靠性直接影响着汽车的性能和安全。2.失效原因2.1力学失效高压导汽管螺栓在工作过程中承受着很大的张力和压力,长期受

浅谈汽轮机低压导汽管改造方案.docx
浅谈汽轮机低压导汽管改造方案Title:ABriefDiscussionontheLow-PressureSteamAdmissionPipeRetrofittingSchemeforSteamTurbinesAbstract:Thispaperaimstoexplorevariousretrofittingschemesforlow-pressuresteamadmissionpipesinsteamturbines.Thelow-pressuresteamadmissionpipeisacritica