
回转窑烘窑制度以及冷窑制度.doc

sy****28


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

回转窑烘窑制度以及冷窑制度.doc
窑衬的烘烤和冷却一、经砌筑完成验收合格的窑衬方可交付使用。但在使用前必须经过一定升温制度的烘烤。停窑但不换窑衬时停运前还必须采用适当的降温制度来冷却。这样才能确保窑衬处于能正常使用的安全状态。烘烤的升温制度和冷却中的降温制度取决于窑衬的结构、材质和砖型以及砌筑方法等因素。二、窑衬材料中碱性砖本身的热膨胀系数最大,热震稳定性最差,又被用于窑内温度最高的部位,所以碱性砖衬内的温度梯度最陡,温差应力最大,因面最易产生开裂剥落,使用寿命在窑内所有耐火砖衬中最短。采用适当的升温制度来烘烤和降温制度来冷却,是窑衬特别

回转窑烘窑新工艺的应用.docx
回转窑烘窑新工艺的应用随着现代工业的发展,对于生产工艺、设备以及技术的需求越来越高。回转窑烘窑新工艺的应用便应运而生。该技术是一种新型的干燥技术,它与传统的干燥方法相比,不仅能够提高生产效率,而且还能够减少资源浪费,避免环境污染。本文将对回转窑烘窑新工艺的应用进行探讨。一、回转窑烘窑新工艺的基本原理回转窑烘窑新工艺的基本原理是将湿粉末物料通过入料口送入回转窑中进行干燥处理。在旋转的过程中,物料会被均匀地分布在回转窑内,然后通过加入热空气或蒸汽等热源来进行干燥。当物料干燥完毕后,会通过出料口将干燥好的物料排
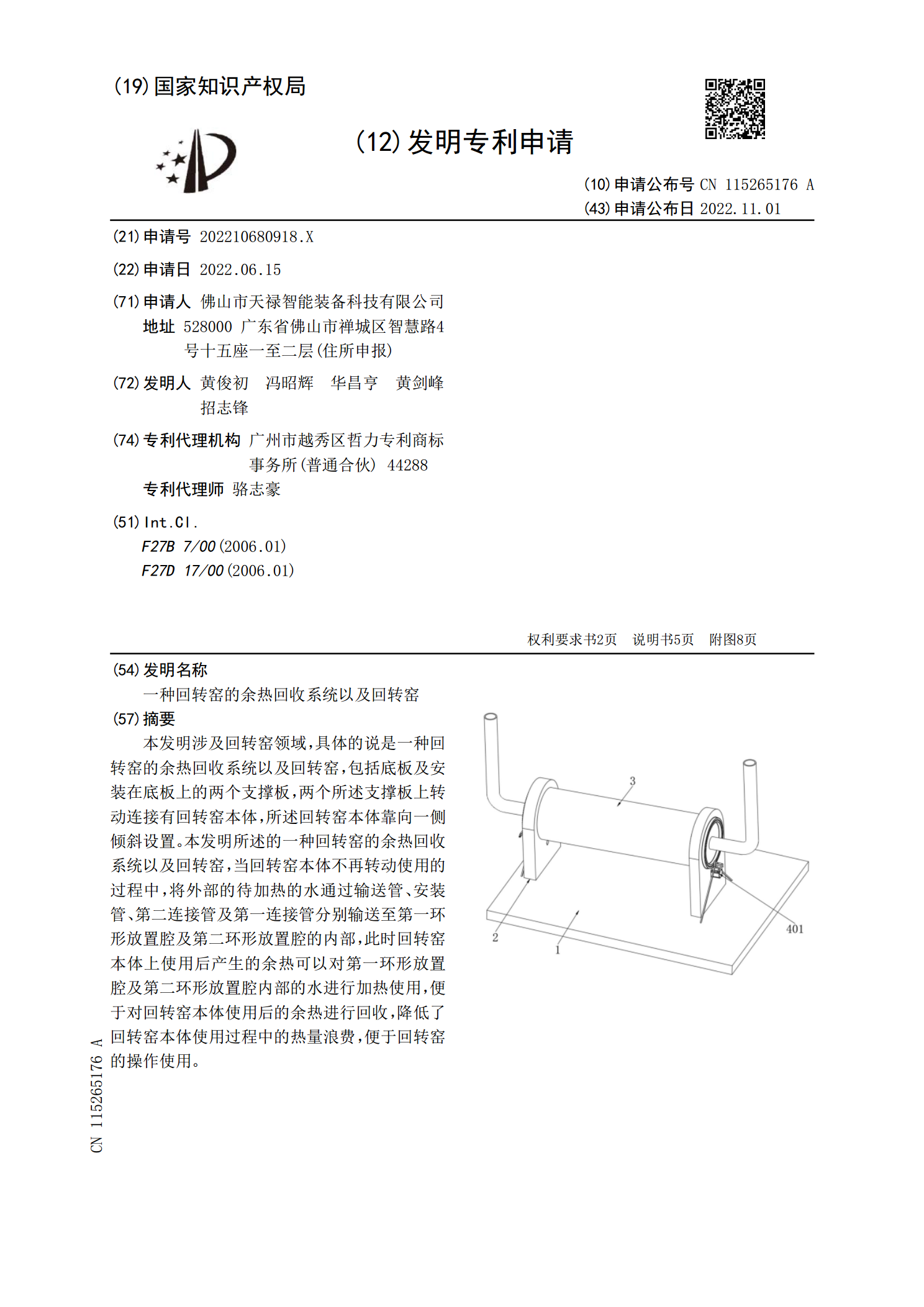
一种回转窑的余热回收系统以及回转窑.pdf
本发明涉及回转窑领域,具体的说是一种回转窑的余热回收系统以及回转窑,包括底板及安装在底板上的两个支撑板,两个所述支撑板上转动连接有回转窑本体,所述回转窑本体靠向一侧倾斜设置。本发明所述的一种回转窑的余热回收系统以及回转窑,当回转窑本体不再转动使用的过程中,将外部的待加热的水通过输送管、安装管、第二连接管及第一连接管分别输送至第一环形放置腔及第二环形放置腔的内部,此时回转窑本体上使用后产生的余热可以对第一环形放置腔及第二环形放置腔内部的水进行加热使用,便于对回转窑本体使用后的余热进行回收,降低了回转窑本体使

一种用于回转窑的防爆系统以及回转窑.pdf
本发明公开了一种用于回转窑的防爆系统以及回转窑,包括回转窑本体、第一电机、气压表和第二电机,所述回转窑本体的底端固定安装有底座,所述回转窑本体的顶端装设有连接座,所述连接座的表面固定安装有排气导管,所述连接座的表面固定安装有气压表,所述排气导管的内部装设有木塞,所述排气导管的内部固定安装有固定块。该用于回转窑的防爆系统以及回转窑,当回转窑本体内部的气压较高时,气压表的压力值到达一定数值时,数值会传递到PLC,PLC会控制木塞向上移动,使内部的气压通过排气导管排出,回转窑本体通过PLC进行控制,当回转窑本体

回转窑窑头罩.pdf
本发明公开了一种回转窑窑头罩,窑头罩放置在车轮(8)上,窑头罩包括下罩(2)与上罩(3),在下罩(2)上设置有检修门(6),在上罩(3)上设置仪表接口(4),在回转窑筒体与窑头罩之间设置接触弹片密封(5),在下罩(2)下部靠近筒体末端侧设置有出灰口(7);窑头罩下料口(9)相对于回转窑筒体中心线偏离距离L。在检修门(6)上设置观察孔(10)。在窑头罩下料口(9)处设置检修门(1)。本发明为化工、水泥及冶金等工程中使用的回转窑提供了一种新型窑头罩装置,能够提高生产效率,减少热损失,方便工人操作,减少运行成本