
一种管道加工用激光焊接装置.pdf

猫巷****提格

1/9
2/9
3/9
4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
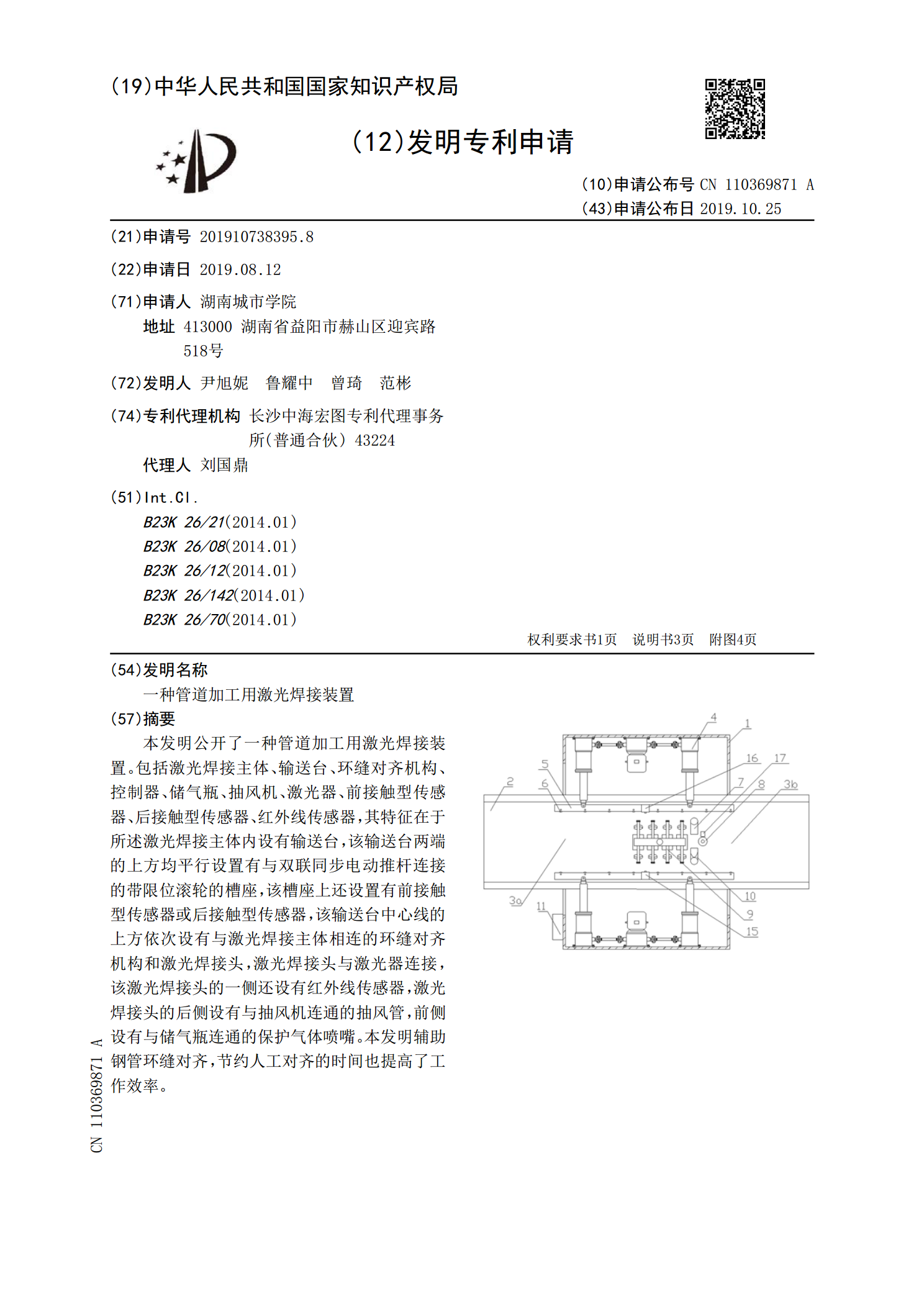
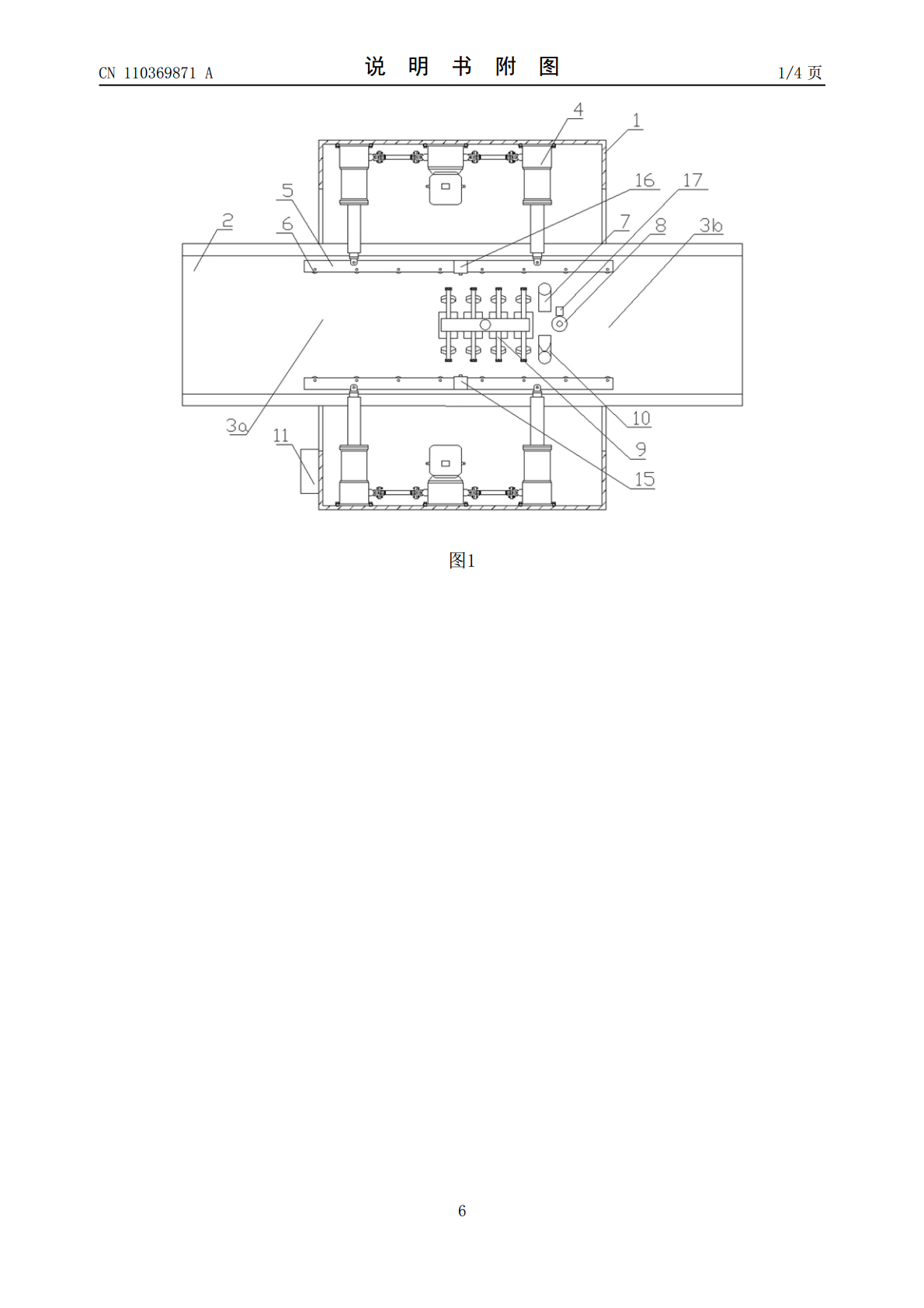
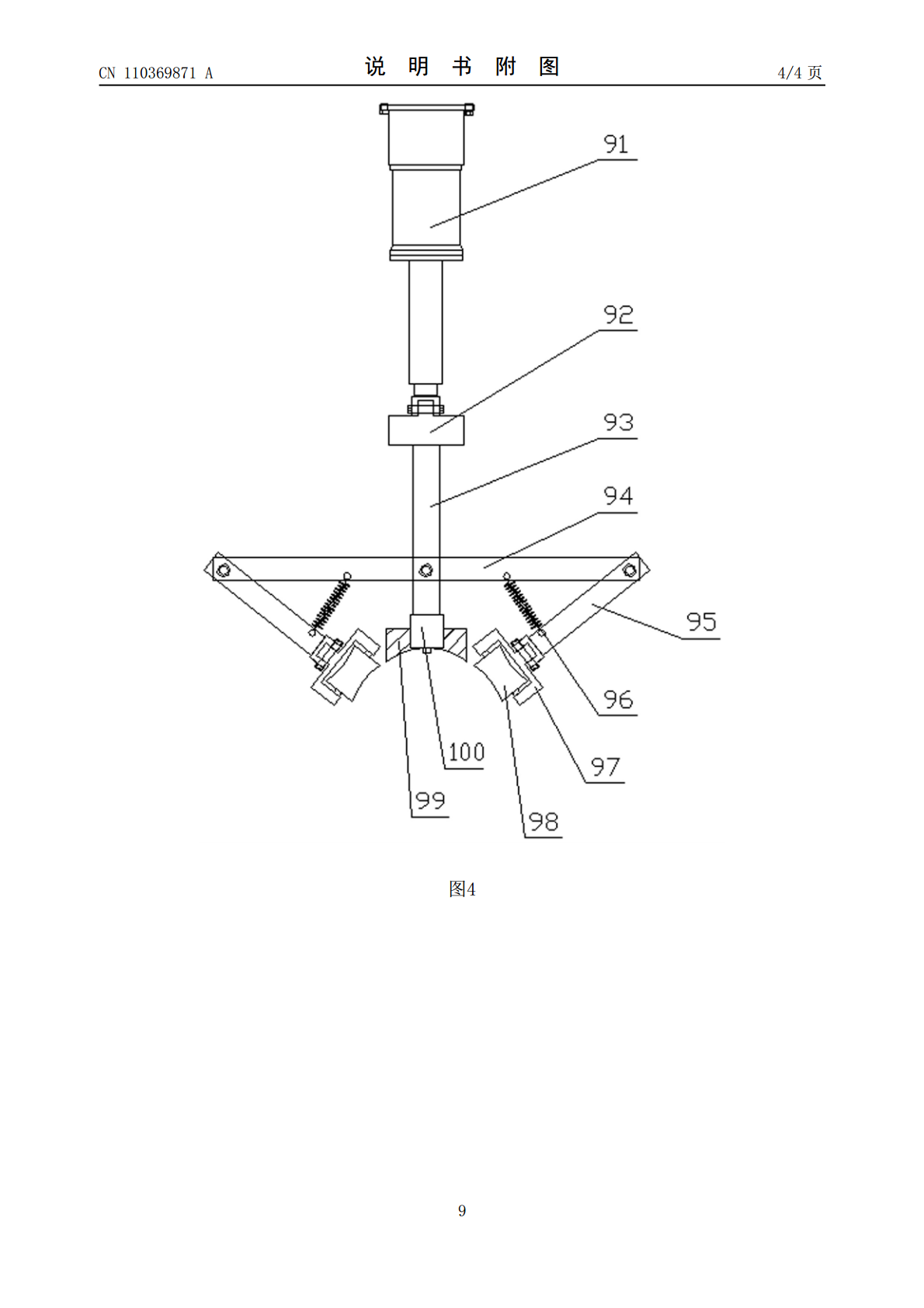
一种管道加工用激光焊接装置.pdf
本发明公开了一种管道加工用激光焊接装置。包括激光焊接主体、输送台、环缝对齐机构、控制器、储气瓶、抽风机、激光器、前接触型传感器、后接触型传感器、红外线传感器,其特征在于所述激光焊接主体内设有输送台,该输送台两端的上方均平行设置有与双联同步电动推杆连接的带限位滚轮的槽座,该槽座上还设置有前接触型传感器或后接触型传感器,该输送台中心线的上方依次设有与激光焊接主体相连的环缝对齐机构和激光焊接头,激光焊接头与激光器连接,该激光焊接头的一侧还设有红外线传感器,激光焊接头的后侧设有与抽风机连通的抽风管,前侧设有与储气
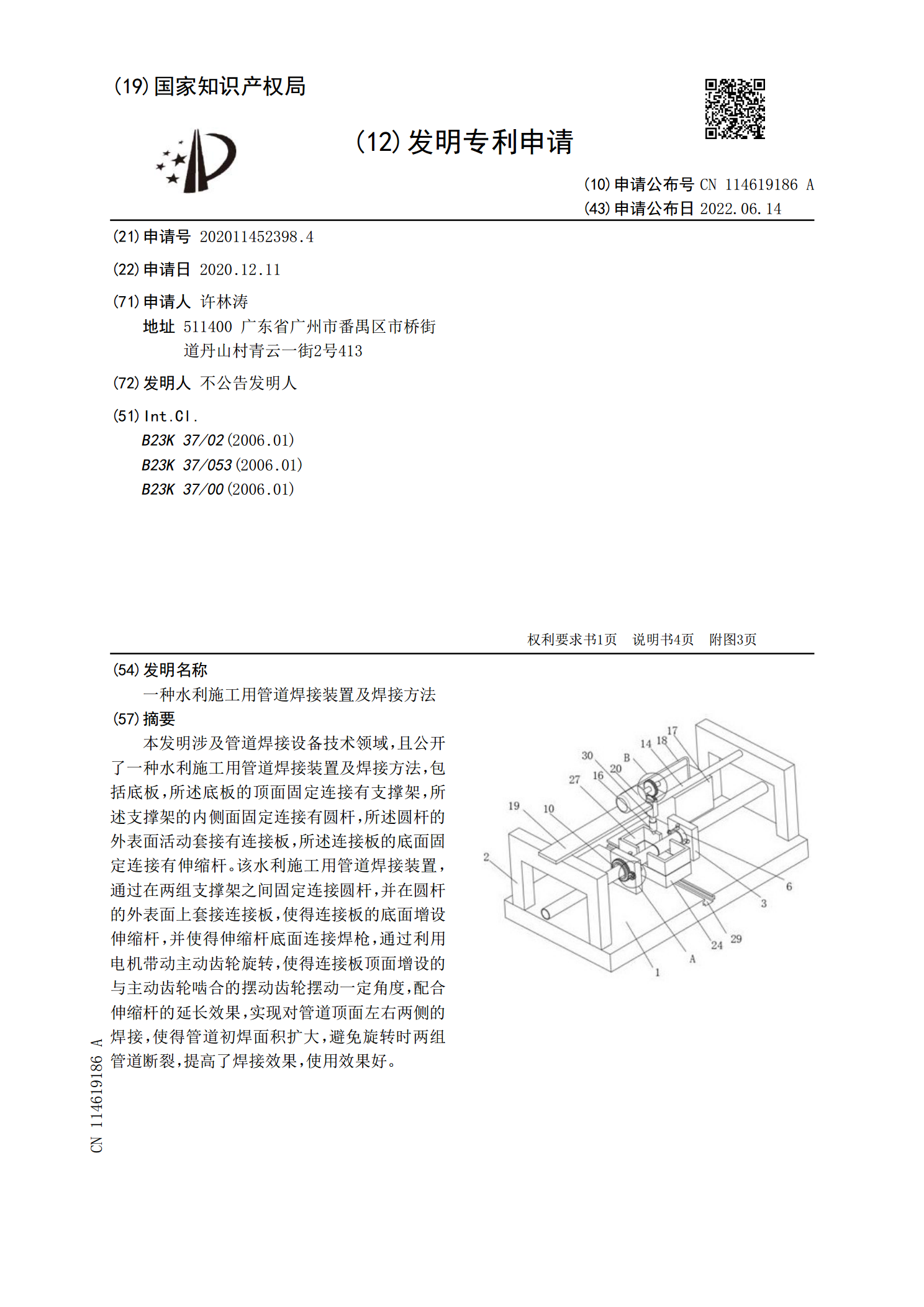
一种水利施工用管道焊接装置及焊接方法.pdf
本发明涉及管道焊接设备技术领域,且公开了一种水利施工用管道焊接装置及焊接方法,包括底板,所述底板的顶面固定连接有支撑架,所述支撑架的内侧面固定连接有圆杆,所述圆杆的外表面活动套接有连接板,所述连接板的底面固定连接有伸缩杆。该水利施工用管道焊接装置,通过在两组支撑架之间固定连接圆杆,并在圆杆的外表面上套接连接板,使得连接板的底面增设伸缩杆,并使得伸缩杆底面连接焊枪,通过利用电机带动主动齿轮旋转,使得连接板顶面增设的与主动齿轮啮合的摆动齿轮摆动一定角度,配合伸缩杆的延长效果,实现对管道顶面左右两侧的焊接,使得
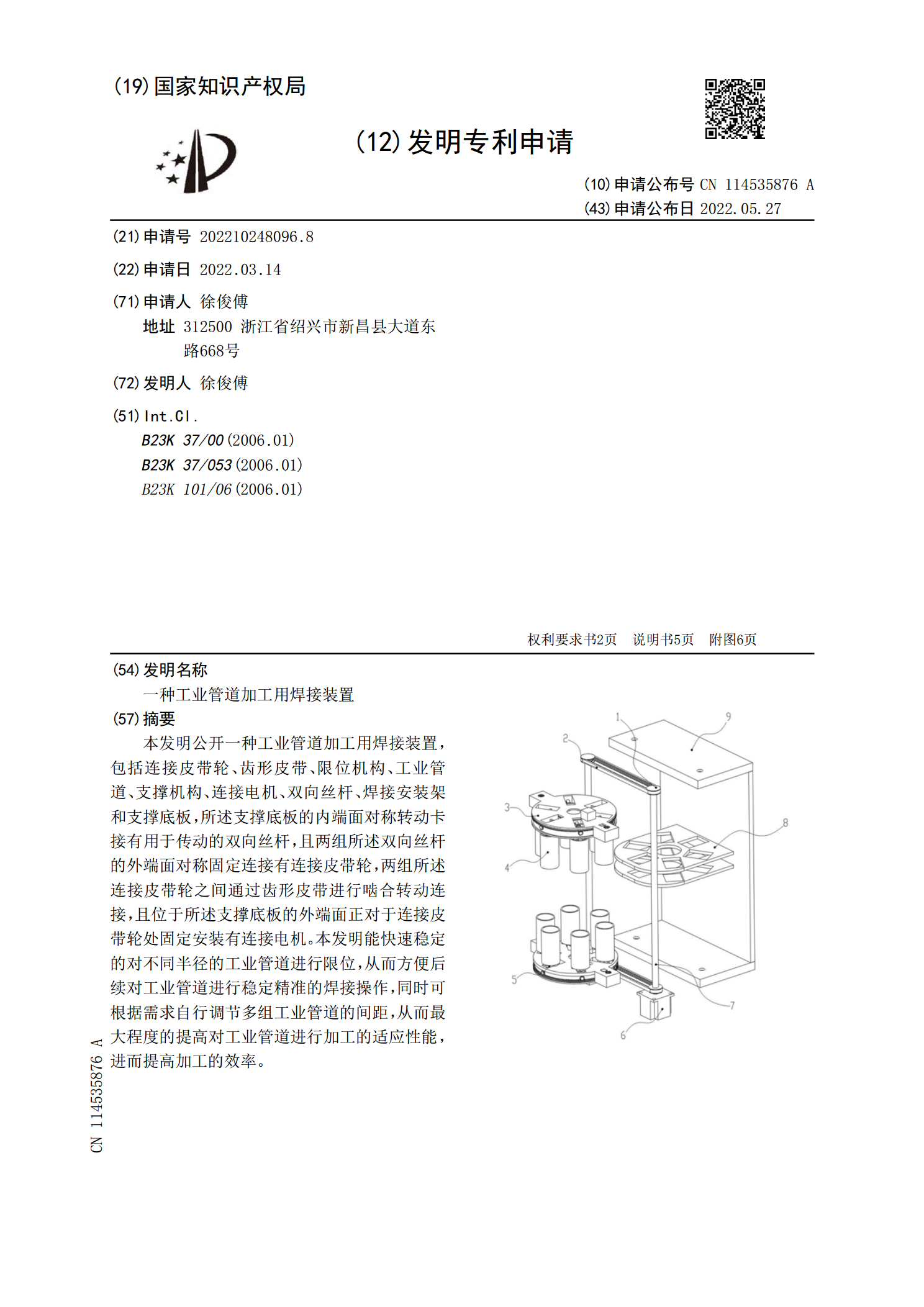
一种工业管道加工用焊接装置.pdf
本发明公开一种工业管道加工用焊接装置,包括连接皮带轮、齿形皮带、限位机构、工业管道、支撑机构、连接电机、双向丝杆、焊接安装架和支撑底板,所述支撑底板的内端面对称转动卡接有用于传动的双向丝杆,且两组所述双向丝杆的外端面对称固定连接有连接皮带轮,两组所述连接皮带轮之间通过齿形皮带进行啮合转动连接,且位于所述支撑底板的外端面正对于连接皮带轮处固定安装有连接电机。本发明能快速稳定的对不同半径的工业管道进行限位,从而方便后续对工业管道进行稳定精准的焊接操作,同时可根据需求自行调节多组工业管道的间距,从而最大程度的提

一种基于圆柱齿轮加工用激光焊接装置.pdf
本发明公开了一种基于圆柱齿轮加工用激光焊接装置,属于齿轮加工技术领域,包括底板,所述底板上表面你的后侧与支撑板的下表面固定连接,所述支撑板内开设有调节槽,且调节槽内滑动连接有调节块,所述调节块内嵌设有螺纹套,且螺纹套内螺纹连接有调节螺柱;通过电机a、丝杠、螺纹筒、移动块和两个电机b的设置,启动电机a使得丝杆旋转,从而使得激光焊接机移至一侧,从而对一侧的工件进行焊接作业,另一侧可以进行上料工作,当一侧的工件焊接完毕后,再将激光焊接机移至另一侧,从而对另一侧固定好的工件进行焊接处理,一侧焊接好的工件可以进行下
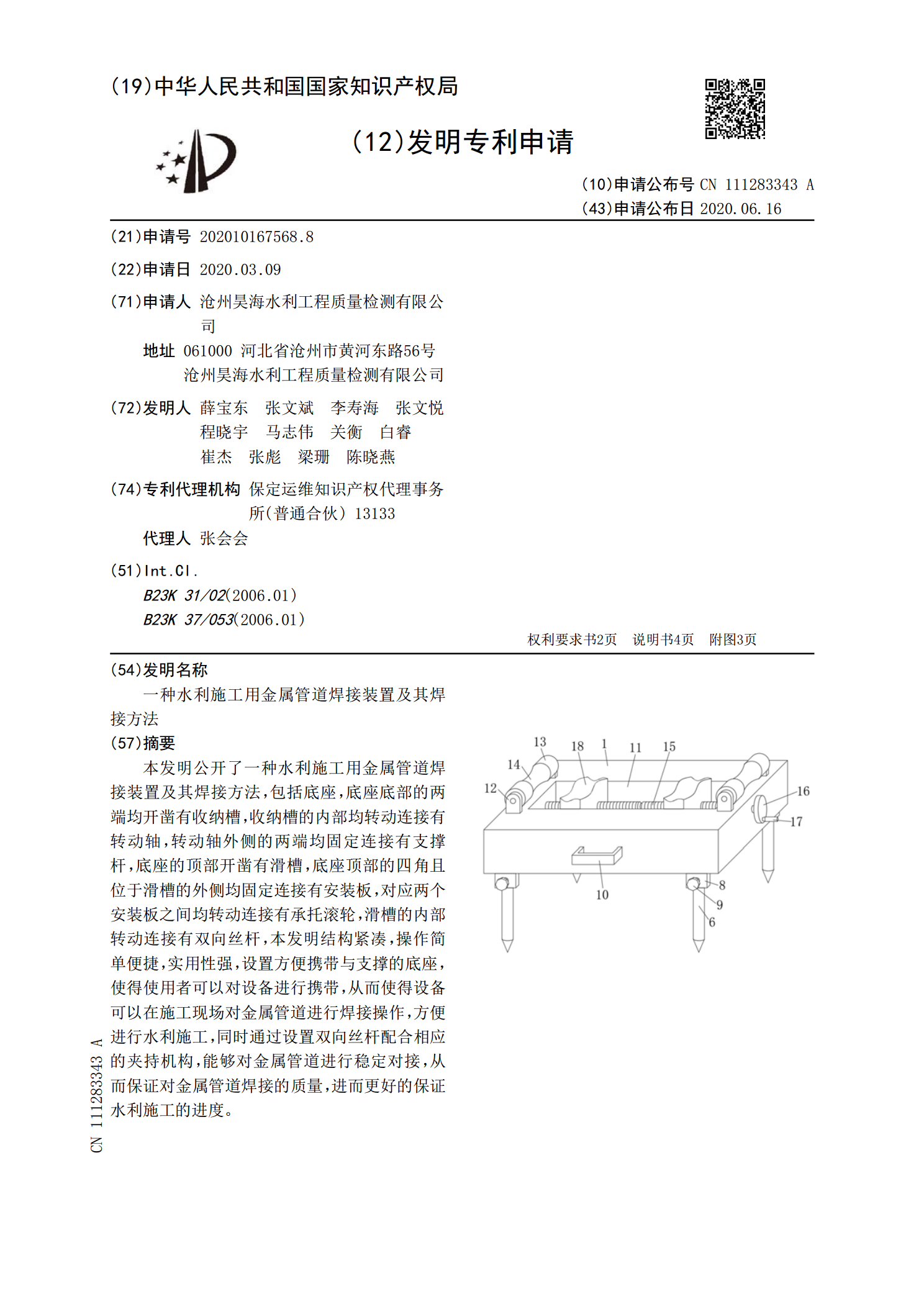
一种水利施工用金属管道焊接装置及其焊接方法.pdf
本发明公开了一种水利施工用金属管道焊接装置及其焊接方法,包括底座,底座底部的两端均开凿有收纳槽,收纳槽的内部均转动连接有转动轴,转动轴外侧的两端均固定连接有支撑杆,底座的顶部开凿有滑槽,底座顶部的四角且位于滑槽的外侧均固定连接有安装板,对应两个安装板之间均转动连接有承托滚轮,滑槽的内部转动连接有双向丝杆,本发明结构紧凑,操作简单便捷,实用性强,设置方便携带与支撑的底座,使得使用者可以对设备进行携带,从而使得设备可以在施工现场对金属管道进行焊接操作,方便进行水利施工,同时通过设置双向丝杆配合相应的夹持机构,