
一种阀门手轮加工方法.pdf

小宏****aa


1/10

2/10

3/10
4/10
5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种阀门手轮加工方法.pdf
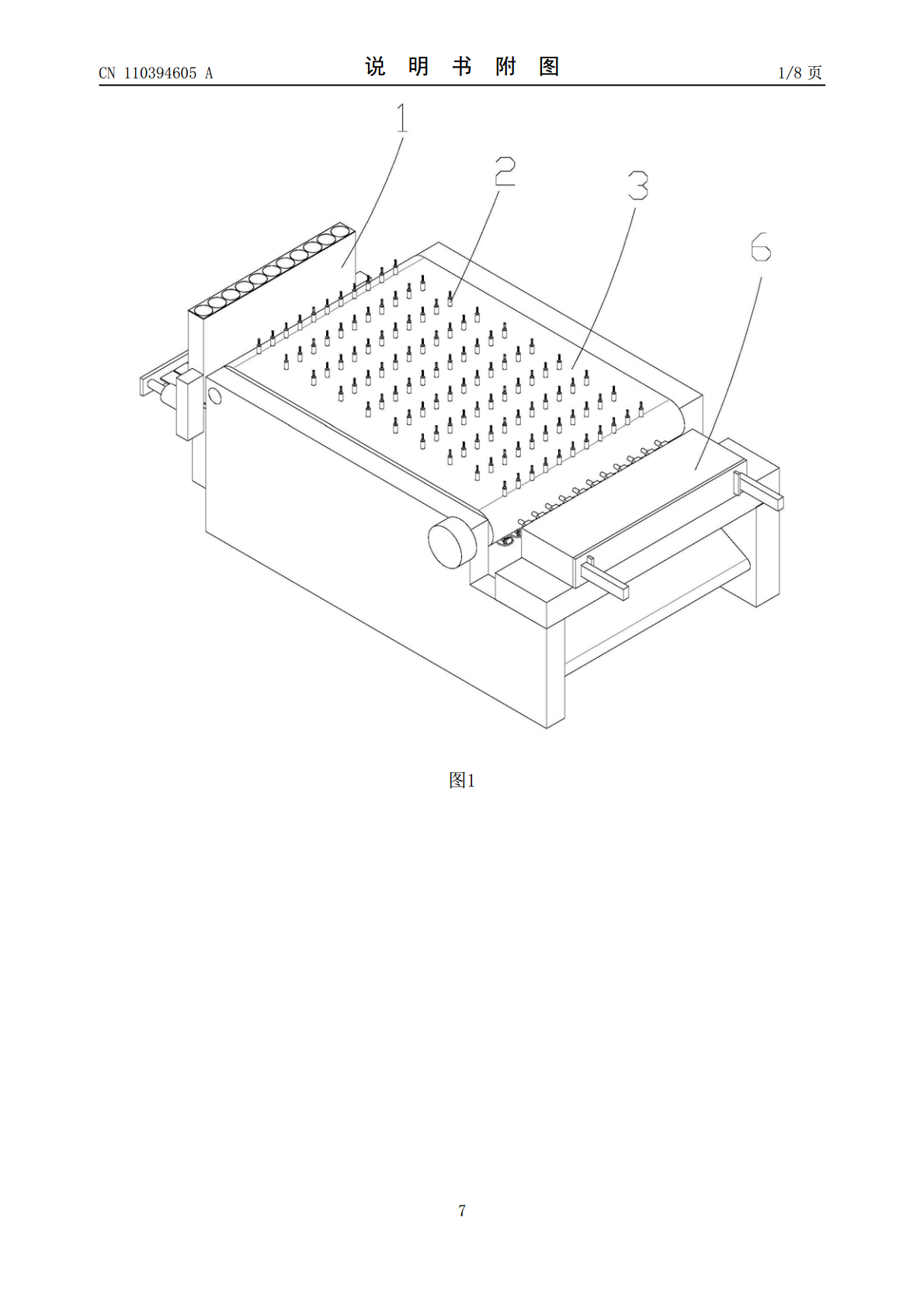
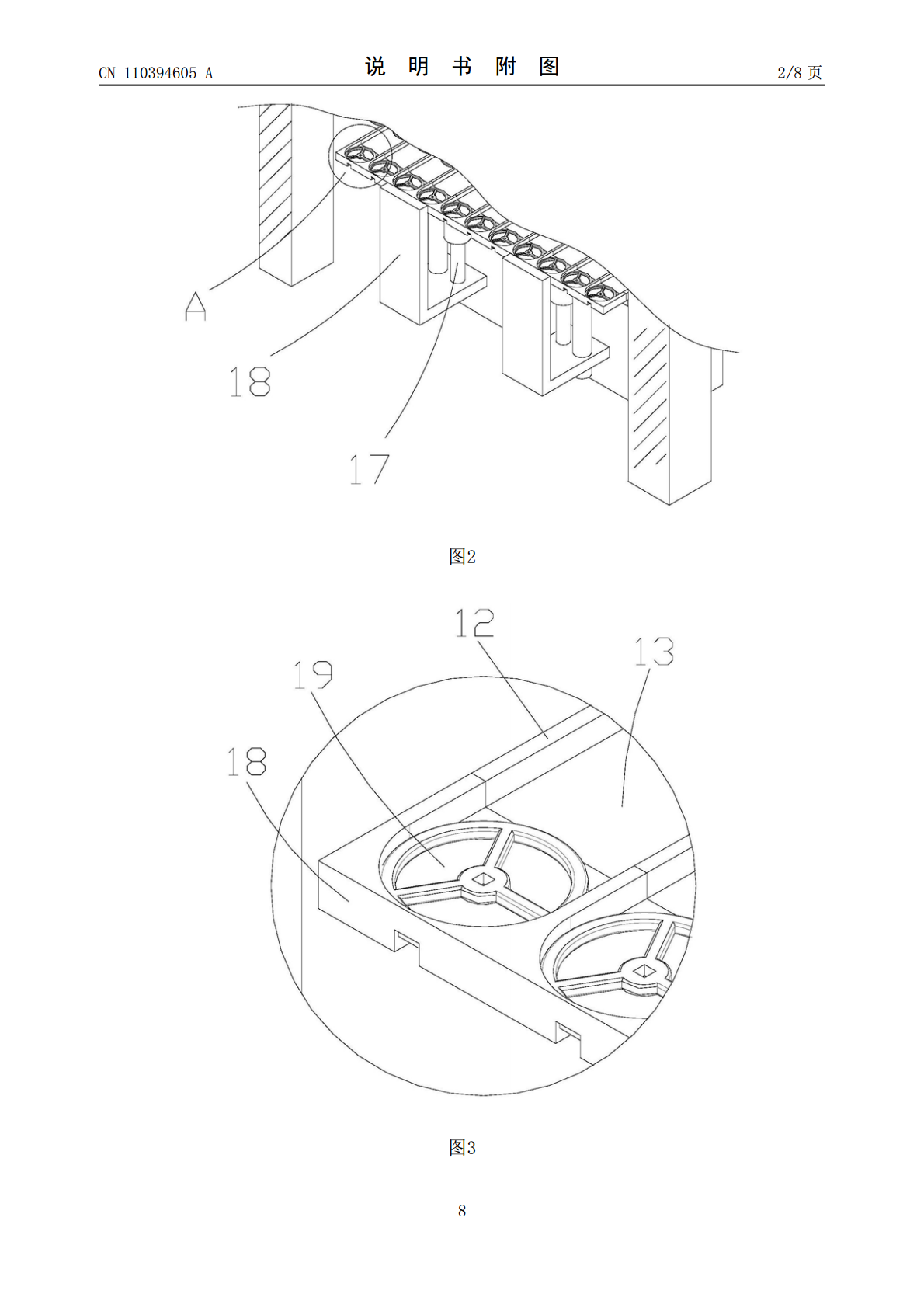
本发明公开了一种阀门手轮加工方法,包括以下步骤:生产准备、冶炼、浇筑铸造、冷却、打磨、上漆;所述上漆步骤采用上漆设备对手轮进行上漆,所述上漆设备包括手轮上料装置、夹持装置、传送装置、上漆装置、烘干装置、用于夹持装置清理的清理装置;通过上料装置持续上料,夹持装置对手轮夹持固定,再通过传送装置把夹持固定的手轮运输,运输中经过上漆装置和烘干装置,烘干后夹持装置放松对手轮固定,手轮掉落至收集处,最后通过清理装置对夹持装置上的油漆进行清理。本发明主要解决了提高手轮上漆的前提下避免手轮方孔经上漆后变小问题。

一种阀门手轮.pdf
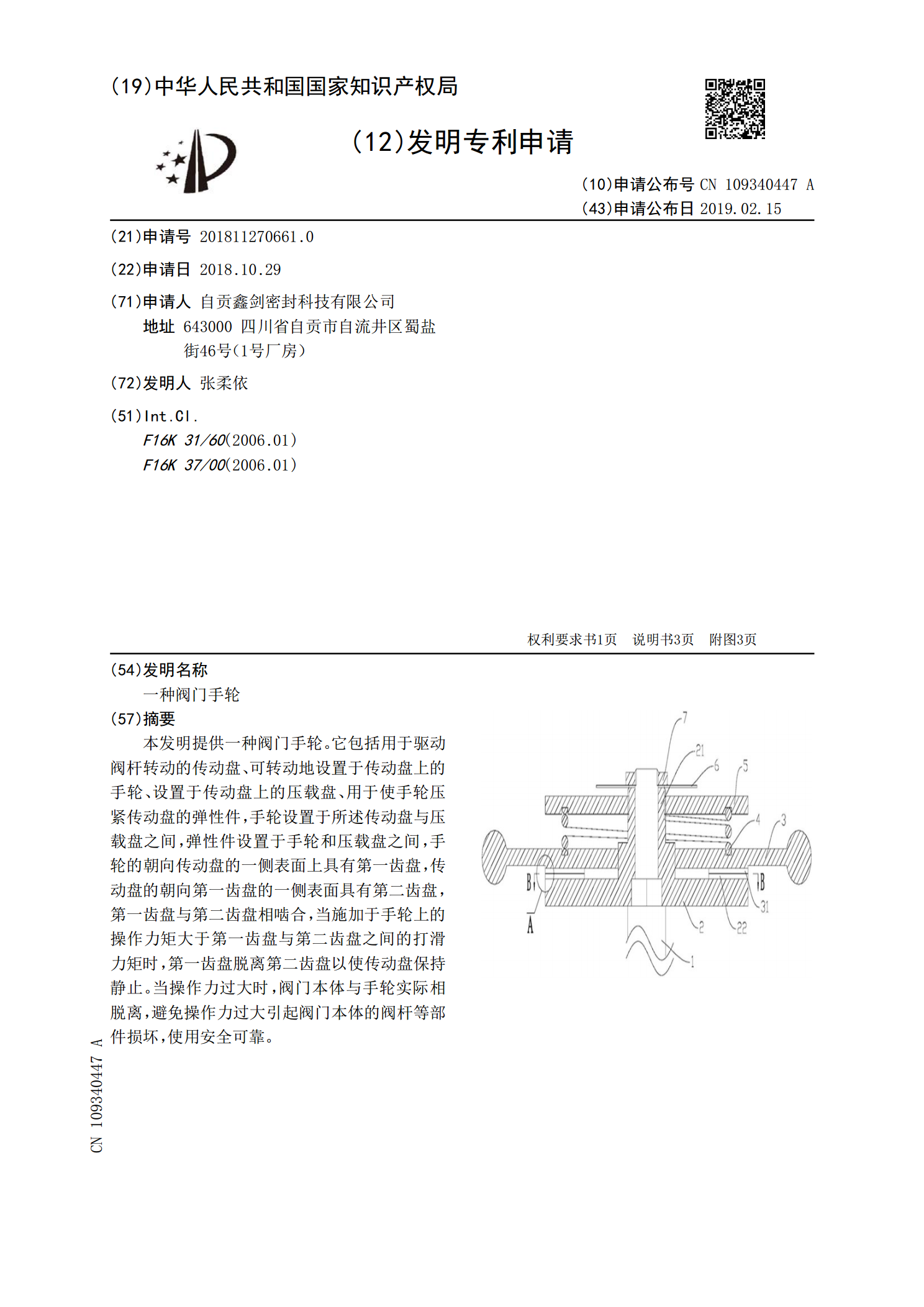
本发明提供一种阀门手轮。它包括用于驱动阀杆转动的传动盘、可转动地设置于传动盘上的手轮、设置于传动盘上的压载盘、用于使手轮压紧传动盘的弹性件,手轮设置于所述传动盘与压载盘之间,弹性件设置于手轮和压载盘之间,手轮的朝向传动盘的一侧表面上具有第一齿盘,传动盘的朝向第一齿盘的一侧表面具有第二齿盘,第一齿盘与第二齿盘相啮合,当施加于手轮上的操作力矩大于第一齿盘与第二齿盘之间的打滑力矩时,第一齿盘脱离第二齿盘以使传动盘保持静止。当操作力过大时,阀门本体与手轮实际相脱离,避免操作力过大引起阀门本体的阀杆等部件损坏,使用
一种阀门手轮.pdf
本发明提供一种阀门手轮。它包括用于驱动阀杆转动的传动盘、可转动地设置于传动盘上的手轮、设置于传动盘上的压载盘、用于使手轮压紧传动盘的弹性件,手轮设置于所述传动盘与压载盘之间,弹性件设置于手轮和压载盘之间,手轮的朝向传动盘的一侧表面上具有第一齿盘,传动盘的朝向第一齿盘的一侧表面具有第二齿盘,第一齿盘与第二齿盘相啮合,当施加于手轮上的操作力矩大于第一齿盘与第二齿盘之间的打滑力矩时,第一齿盘脱离第二齿盘以使传动盘保持静止。当操作力过大时,阀门本体与手轮实际相脱离,避免操作力过大引起阀门本体的阀杆等部件损坏,使用
一种阀门用手轮.pdf
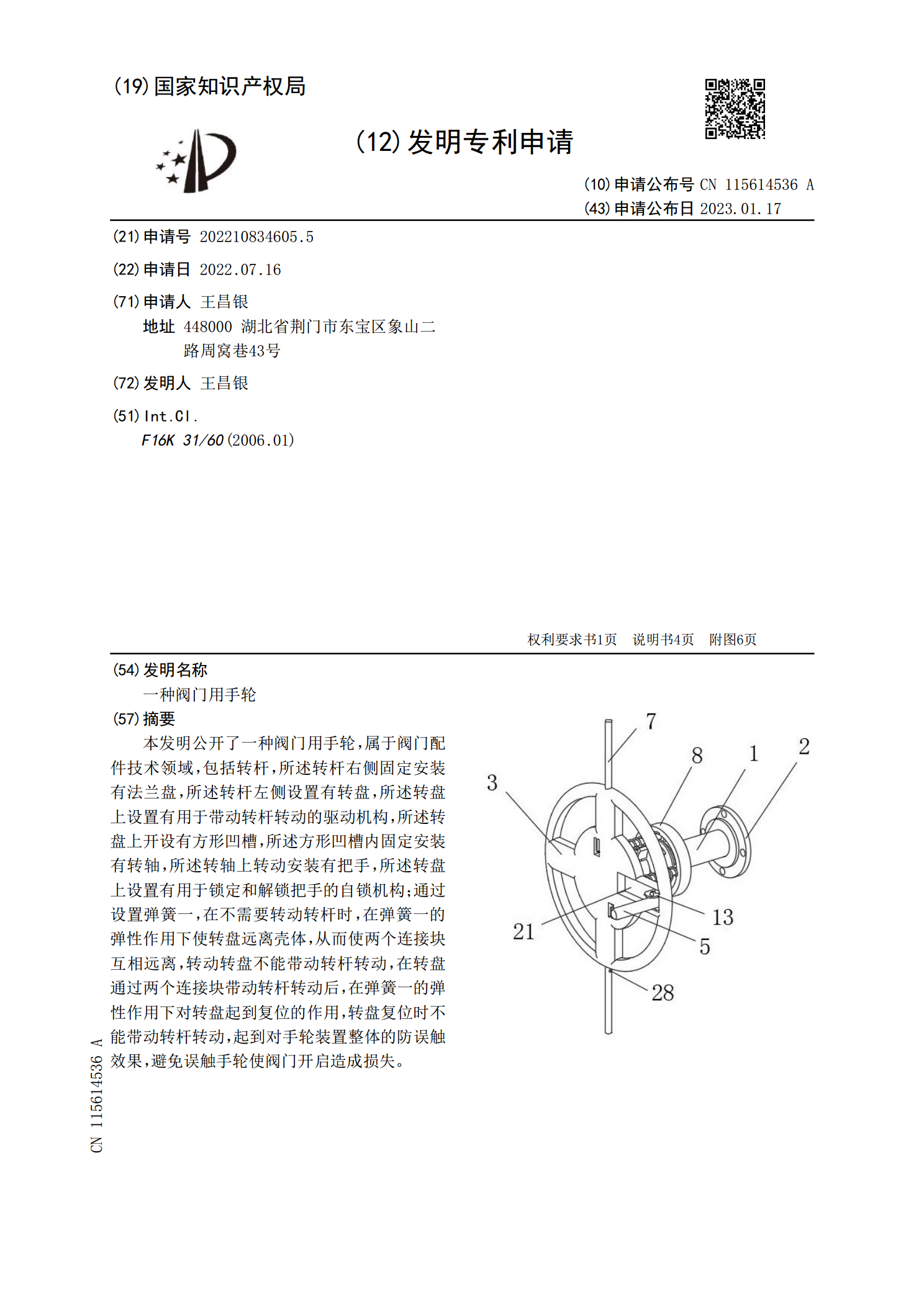
本发明公开了一种阀门用手轮,属于阀门配件技术领域,包括转杆,所述转杆右侧固定安装有法兰盘,所述转杆左侧设置有转盘,所述转盘上设置有用于带动转杆转动的驱动机构,所述转盘上开设有方形凹槽,所述方形凹槽内固定安装有转轴,所述转轴上转动安装有把手,所述转盘上设置有用于锁定和解锁把手的自锁机构;通过设置弹簧一,在不需要转动转杆时,在弹簧一的弹性作用下使转盘远离壳体,从而使两个连接块互相远离,转动转盘不能带动转杆转动,在转盘通过两个连接块带动转杆转动后,在弹簧一的弹性作用下对转盘起到复位的作用,转盘复位时不能带动转杆

一种阀门手轮涂料.pdf
本发明公开了一种阀门手轮涂料,涉及阀门制造技术领域,由如下重量份数的原料制成:高氯化聚乙烯树脂70-80份、双酚A型环氧树脂40-50份、石膏粉15-20份、膨胀水泥13-17份、羟丙基淀粉醚11-15份、黄麻纤维9-13份、纳米氧化铝7-10份、米糠蜡5-8份、山梨糖醇5-8份、聚氧乙烯聚氧丙醇胺醚4-6份、氢氧化钴3-5份、乙酰乙酸乙酯15-20份、丙三醇35-45份、水50-60份。本发明所制涂料能牢固附着于手轮上,喷涂后能快速形成致密而坚硬的涂层,并且涂层具有优异的耐磨性、耐候性、耐腐蚀性和抗老化