
通过在线切分生产T型电梯导轨钢的设备和工艺.pdf

俊英****22


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

通过在线切分生产T型电梯导轨钢的设备和工艺.pdf
本发明公开一种通过在线切分生产T型电梯导轨钢的设备和工艺。所述的设备包括依次设置的:带切分压下孔型的水平两棍轧机、第一轮廓检测仪、剖分双拼电梯导轨T型钢切分轮、第二轮廓检测仪、扭转90°的导卫、带两T型导轨成品孔型的水平两棍轧机;本发明利用在线K2轧机前和切分轮后轮廓仪检测到的实际轧件尺寸为依据,以预定的轧制规程数据库为基础,在对比实际检测的尺寸和计算的轧后尺寸基础上,通过切分轮和扭转导卫的作用,结合K2和K1切分和成品孔型,可尽可能少的改建现有轧线条件下,达到双拼T型钢在线刨分和尽可能提高轨头和产品尺寸

基于ADAMS T型电梯导轨钢叠钢装置设计及仿真.docx
基于ADAMST型电梯导轨钢叠钢装置设计及仿真基于ADAMST型电梯导轨钢叠钢装置设计及仿真【摘要】电梯作为现代城市中必不可少的公共交通工具,其安全性和可靠性对于人们的生活质量至关重要。电梯的运行过程主要依赖于导轨系统的设计和性能。本论文以ADAMS软件为工具,针对T型电梯导轨钢叠钢装置的设计与仿真展开研究。首先,通过对现有T型导轨叠钢装置的研究,对其结构和工作原理进行了分析。然后,本文提出了一种改进的设计方案,并使用ADAMS软件进行了仿真。仿真结果表明,所设计的导轨系统具有较好的稳定性和性能。【关键词

电梯导轨支架和导轨安装工艺标准.docx
5—2导轨支架和导轨安装工艺标准(502-1998)1范围本工艺标准适用于额定载重量5000kg以下额定速度3m/s及以下各类国产曳引驱动电梯导轨安装工程。2施工准备2.1设备、材料要求:2.1.1设备:电梯导轨、导轨支架、压道板、接道板、导轨基础座及相应的连接螺丝等规格、数量要和装箱单相符。产品要有出厂检验合格证及技术文件。2.1.2材料:凡使用的材料应有检验合格证或检验资料。使用的材料见表5-2根据电梯设计不同分别采用。安装导轨支架和导轨所使用的材料表5-2材料名称规格要求镀锌膨胀螺栓根据设计要

电梯导轨支架和导轨安装工艺标准.docx
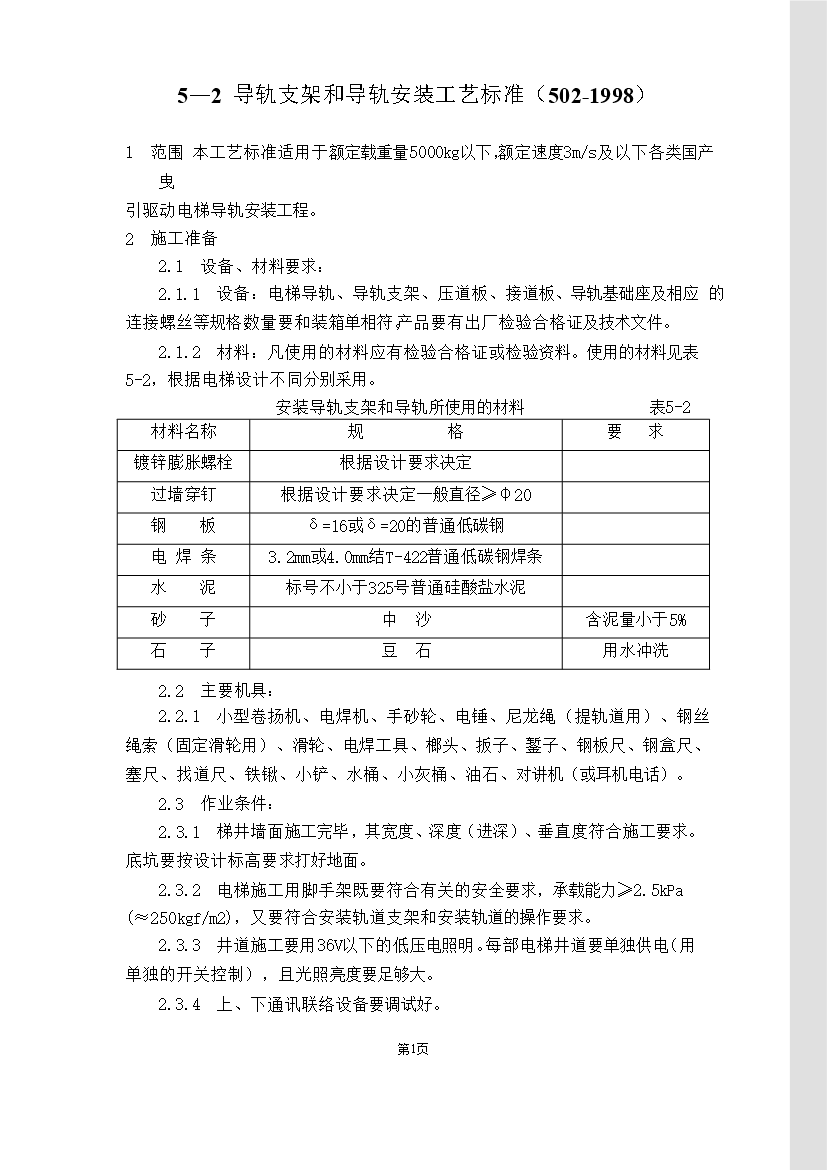
5—2导轨支架和导轨安装工艺标准(502-1998)1范围本工艺标准适用于额定载重量5000kg以下,额定速度3m/s及以下各类国产曳引驱动电梯导轨安装工程。2施工准备2.1设备、材料要求:2.1.1设备:电梯导轨、导轨支架、压道板、接道板、导轨基础座及相应的连接螺丝等规格、数量要和装箱单相符。产品要有出厂检验合格证及技术文件。2.1.2材料:凡使用的材料应有检验合格证或检验资料。使用的材料见表5-2,根据电梯设计不同分别采用。安装导轨支架和导轨所使用的材料表5-2材料名称规格要求镀锌膨胀螺栓根据设计要求
电梯导轨支架和导轨安装工艺标准.doc
5—2导轨支架和导轨安装工艺标准(502-1998)1范围本工艺标准适用于额定载重量5000kg以下,额定速度3m/s及以下各类国产曳引驱动电梯导轨安装工程。2施工准备2.1设备、材料要求:2.1.1设备:电梯导轨、导轨支架、压道板、接道板、导轨基础座及相应的连接螺丝等规格、数量要和装箱单相符。产品要有出厂检验合格证及技术文件。2.1.2材料:凡使用的材料应有检验合格证或检验资料。使用的材料见表5-2,根据电梯设计不同分别采用。安装导轨支架和导轨所使用的材料表5-2材料名称规格要求镀锌膨胀螺栓根据设计要求