
一种用于锥柄钻头生产的成型砂轮及锥柄钻头的生产工艺.pdf

依波****bc

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于锥柄钻头生产的成型砂轮及锥柄钻头的生产工艺.pdf
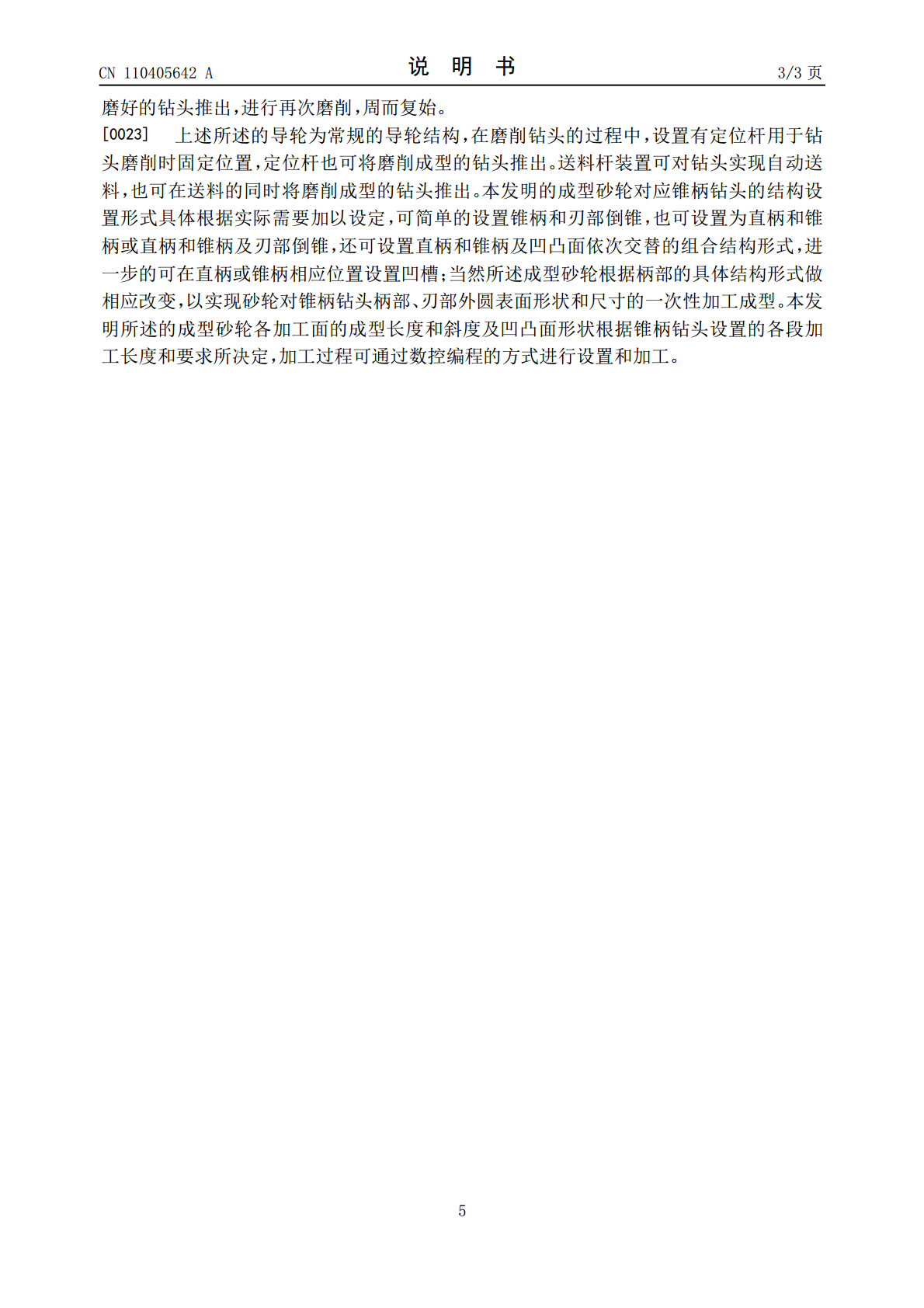
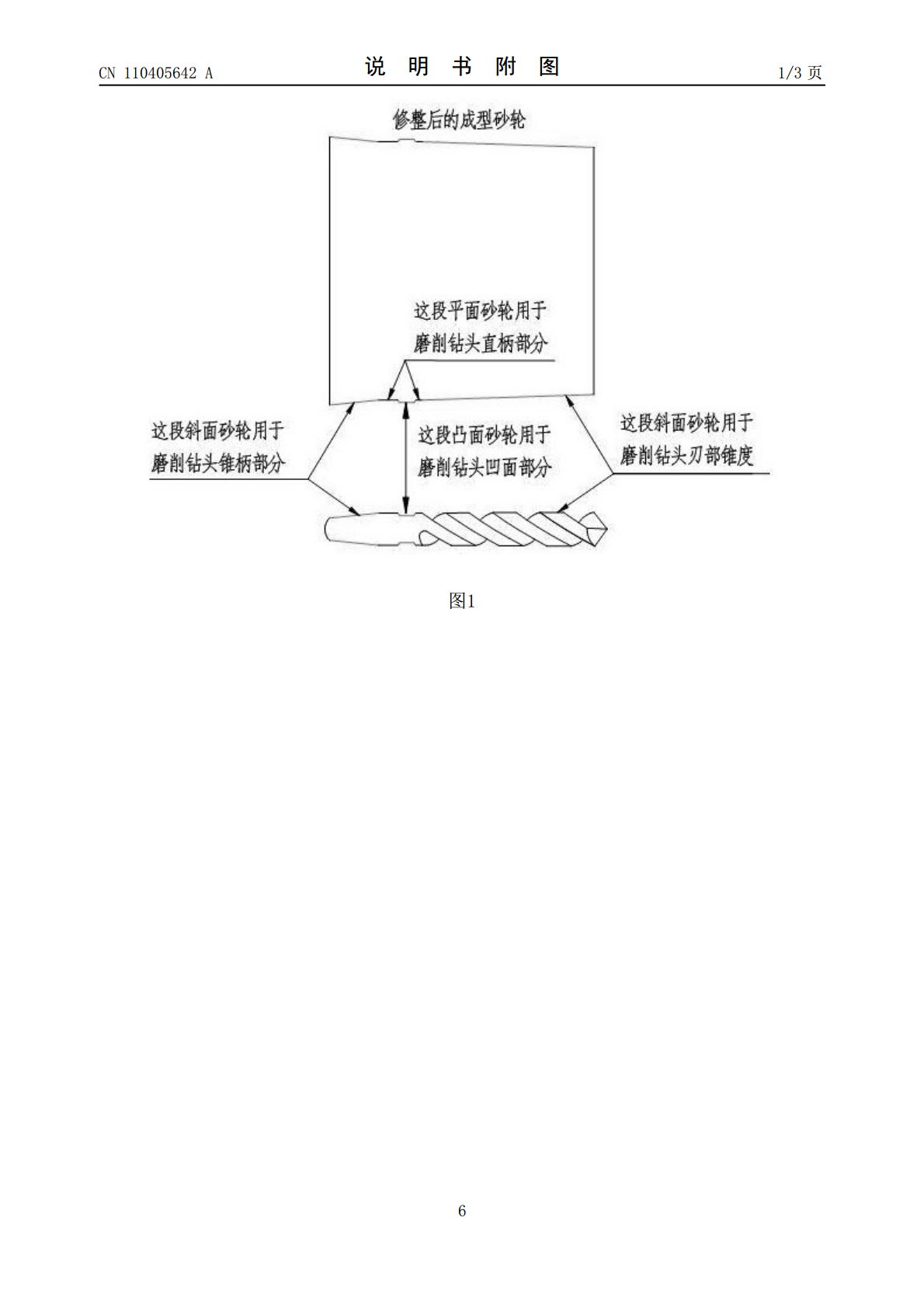
本发明涉及一种用于锥柄钻头生产的成型砂轮及锥柄钻头的生产工艺。按照以下工艺步骤进行:1)将锥柄钻头各部位形状尺寸的数据编程导入无心磨床数控系统,数控系统程序指令无心磨床修整系统将砂轮修整成磨削锥柄钻头所需形状及尺寸的成型砂轮;2)将钻头输送至磨削区设定位置,驱动导轮将钻头向砂轮方向进给,让修整成型的砂轮对钻头进行磨削,使钻头一次性磨削成锥柄钻头所需的形状和尺寸;3)钻头磨削成型后,导轮退到设定位置,再送入下一支钻头,并同时将磨好的钻头推出,进行再次磨削,周而复始。本发明的生产工艺极其简单,生产效率高、合格

锥柄钻头环状裂纹的分析.docx
锥柄钻头环状裂纹的分析论文题目:锥柄钻头环状裂纹的分析摘要:钻头是石油钻探中不可或缺的工具,其质量和可靠性对钻井操作的成功与否起着决定性的作用。然而,锥柄钻头在使用过程中可能会出现环状裂纹的问题,这不仅会影响钻头的工作性能,还可能导致严重的事故和生产损失。因此,本文通过对锥柄钻头的环状裂纹进行分析,探讨其产生原因和解决方案,以提高钻井作业的安全性和效率。一、引言1.1研究背景1.2研究目的和意义二、锥柄钻头的基本结构和工作原理2.1锥柄钻头的结构组成2.2锥柄钻头的工作原理三、环状裂纹的原因分析3.1力学

锥柄钻头焊缝断裂的分析.docx
锥柄钻头焊缝断裂的分析标题:锥柄钻头焊缝断裂的分析摘要:锥柄钻头是一种常用的切削工具,在加工过程中,焊缝断裂是一种常见的故障。本论文通过对锥柄钻头焊缝断裂的分析,结合相关理论和实验,探究了焊缝断裂的原因和解决方案,为提高锥柄钻头的使用寿命和加工效率提供了参考。一、引言锥柄钻头作为一种常用的切削工具,在机械加工行业发挥着重要的作用。然而,焊缝断裂作为一种常见的故障,影响着锥柄钻头的使用寿命和加工效率。因此,分析焊缝断裂的原因以及解决方案变得十分重要。二、焊缝断裂的原因1.焊接工艺不合理:焊接温度、预热温度和

一种钻床快速更换锥柄钻头夹具.doc
一种钻床快速更换锥柄钻头夹具申请号/专利号:200920189123本实用新型的目的就是提供一种钻床快速更换锥柄钻头的夹具。本实用新型的技术方案为:一种钻床快速更换锥柄钻头夹具,由圆锥夹具体等7个部件组成,圆锥夹具体的锥柄插入钻床主轴的内锥孔中,将钻头的锥柄插入圆锥套筒的内锥孔中,圆锥套筒由止动楔块和止动销,夹住圆锥套筒的扁尾,固紧定位在圆锥夹具体内孔中;圆锥夹具体的外圆柱面装有弹簧,前外圈与后外圈由止动楔块和弹簧顶固在圆锥夹具体上;圆锥套筒按莫氏锥度号码配置不同的内锥孔,其外部尺寸相同。本实用新型的有益

锥柄钻头产生环状裂纹原因的分析.docx
锥柄钻头产生环状裂纹原因的分析题目:锥柄钻头产生环状裂纹原因的分析摘要:锥柄钻头广泛应用于机械加工领域,在加工过程中产生环状裂纹成为了一个常见问题。本论文通过分析引起环状裂纹的可能原因,包括设计问题、材料选择、工艺因素等,提出了一些解决该问题的建议和措施,以提高锥柄钻头的使用寿命和工作效率。第一部分:引言1.1研究背景1.2目的和意义1.3论文结构第二部分:锥柄钻头的使用情况2.1锥柄钻头的基本结构2.2锥柄钻头的工作原理2.3常见的锥柄钻头使用问题第三部分:引起环状裂纹的原因3.1设计问题3.1.1锥柄