
高压涡轮导向叶片安装边测量方法.pdf

永梅****33


1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高压涡轮导向叶片安装边测量方法.pdf
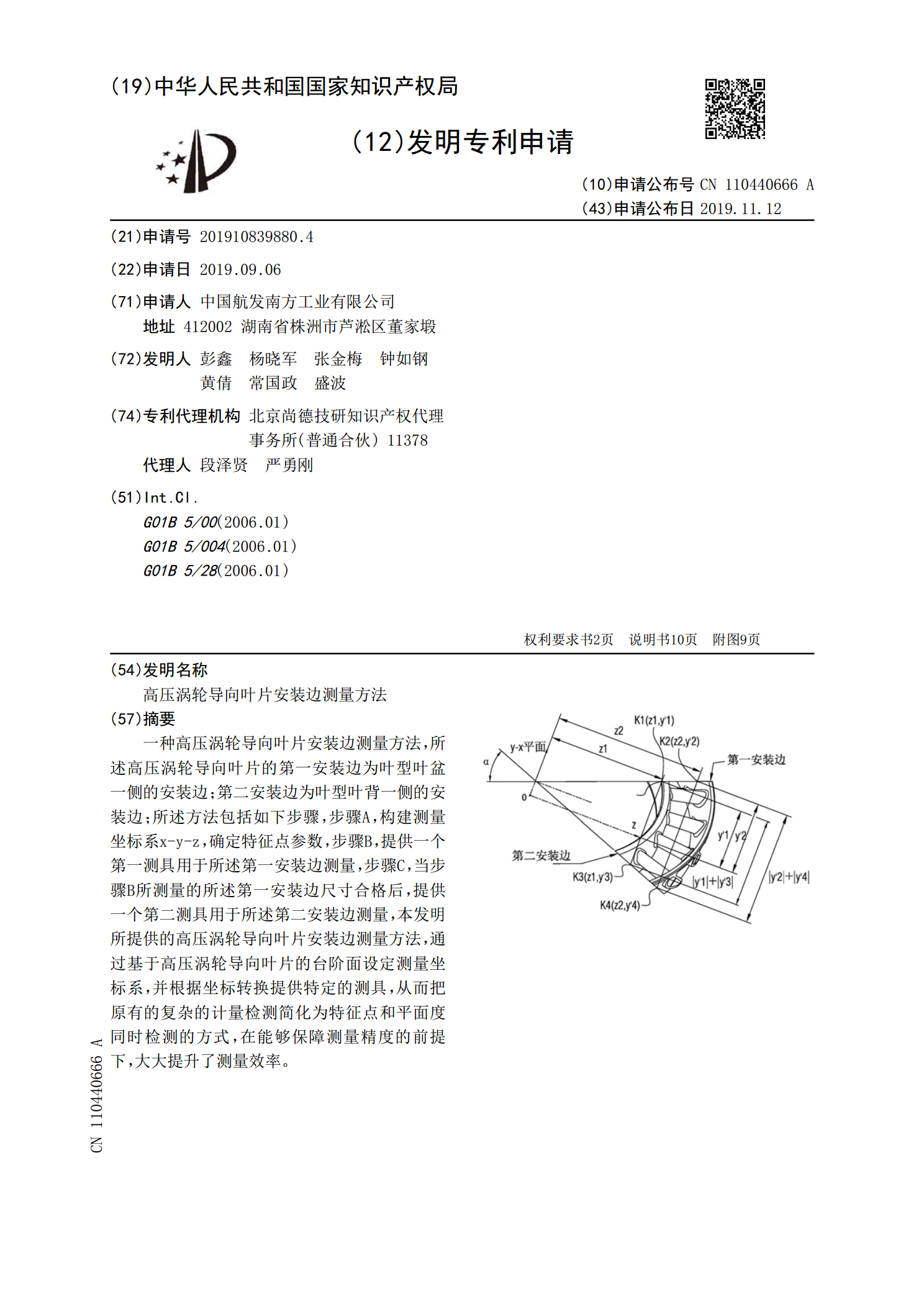
一种高压涡轮导向叶片安装边测量方法,所述高压涡轮导向叶片的第一安装边为叶型叶盆一侧的安装边;第二安装边为叶型叶背一侧的安装边;所述方法包括如下步骤,步骤A,构建测量坐标系x‑y‑z,确定特征点参数,步骤B,提供一个第一测具用于所述第一安装边测量,步骤C,当步骤B所测量的所述第一安装边尺寸合格后,提供一个第二测具用于所述第二安装边测量,本发明所提供的高压涡轮导向叶片安装边测量方法,通过基于高压涡轮导向叶片的台阶面设定测量坐标系,并根据坐标转换提供特定的测具,从而把原有的复杂的计量检测简化为特征点和平面度同时

一种用于高压涡轮导向叶片安装边测量的装置.pdf
一种用于高压涡轮导向叶片安装边测量的装置,所述高压涡轮导向叶片的第一安装边为叶型叶盆一侧的安装边;第二安装边为叶型叶背一侧的安装边;其包括用于测量所述第一安装边的第一测具和用于测量所述第二安装边的第二测具,以及一个打表装置。本发明所提供的用于高压涡轮导向叶片安装边测量的装置,通过基于高压涡轮导向叶片的台阶面设定测量坐标系,并根据坐标转换提供特定的测具,从而把原有的复杂的计量检测简化为特征点和平面度同时检测的方式,在能够保障测量精度的前提下,大大提升了测量效率。

APU高压涡轮导向叶片的FMECA分析.docx
APU高压涡轮导向叶片的FMECA分析引言:APU高压涡轮导向叶片是APU(AuxiliaryPowerUnit)的重要组成部分,它的主要职能是引导高压涡轮的气流以增强APU的效能和性能。然而,APU高压涡轮导向叶片在工作中存在着一定的风险和危险,因此需要进行FMECA(FailureMode,Effect,andCriticalityAnalysis)分析,以识别和评估任何可能导致叶片失效的风险因素。1.设计和构造APU高压涡轮导向叶片是AMETEKAerospace&Defense公司开发的产品,在设
一种高压涡轮导向叶片.pdf
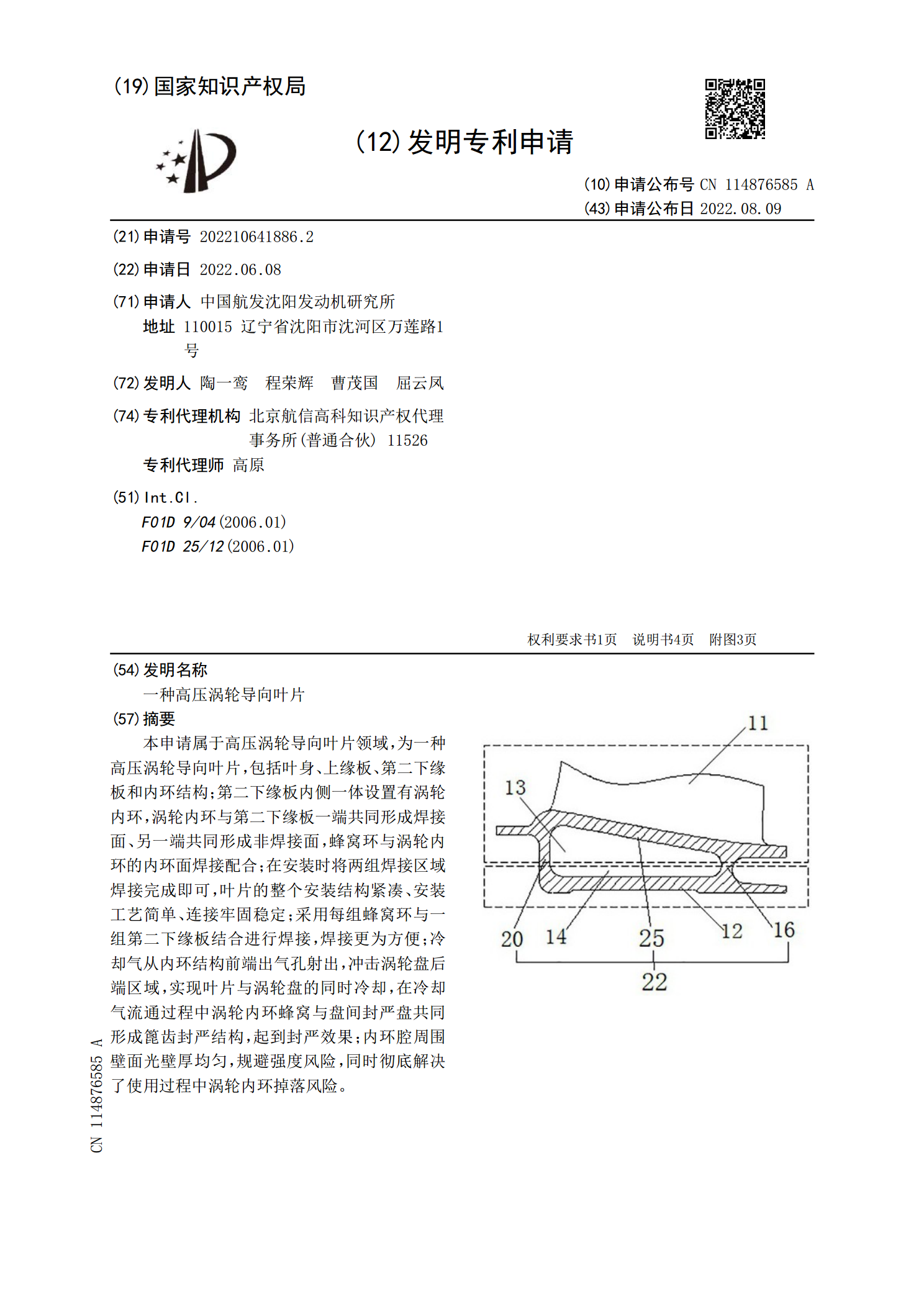
本申请属于高压涡轮导向叶片领域,为一种高压涡轮导向叶片,包括叶身、上缘板、第二下缘板和内环结构;第二下缘板内侧一体设置有涡轮内环,涡轮内环与第二下缘板一端共同形成焊接面、另一端共同形成非焊接面,蜂窝环与涡轮内环的内环面焊接配合;在安装时将两组焊接区域焊接完成即可,叶片的整个安装结构紧凑、安装工艺简单、连接牢固稳定;采用每组蜂窝环与一组第二下缘板结合进行焊接,焊接更为方便;冷却气从内环结构前端出气孔射出,冲击涡轮盘后端区域,实现叶片与涡轮盘的同时冷却,在冷却气流通过程中涡轮内环蜂窝与盘间封严盘共同形成篦齿封
涡轮导向叶片、涡轮导向叶片组件以及核心机.pdf
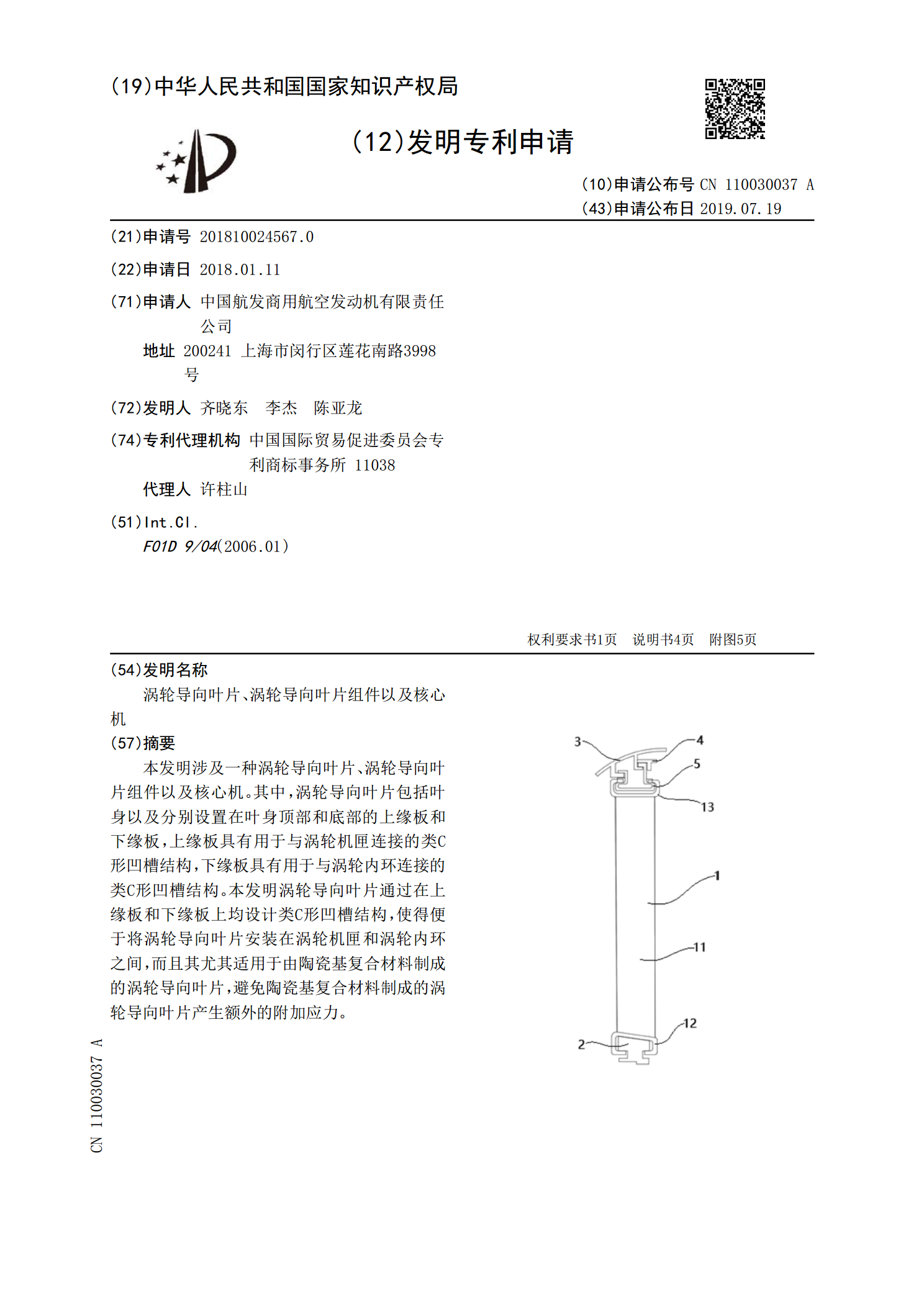
本发明涉及一种涡轮导向叶片、涡轮导向叶片组件以及核心机。其中,涡轮导向叶片包括叶身以及分别设置在叶身顶部和底部的上缘板和下缘板,上缘板具有用于与涡轮机匣连接的类C形凹槽结构,下缘板具有用于与涡轮内环连接的类C形凹槽结构。本发明涡轮导向叶片通过在上缘板和下缘板上均设计类C形凹槽结构,使得便于将涡轮导向叶片安装在涡轮机匣和涡轮内环之间,而且其尤其适用于由陶瓷基复合材料制成的涡轮导向叶片,避免陶瓷基复合材料制成的涡轮导向叶片产生额外的附加应力。